一种注塑机中子自由时序的控制方法、装置及其存储介质与流程
本发明涉及注塑机控制,具体涉及一种注塑机中子自由时序的控制方法、装置及其存储介质。
背景技术:
1、注塑机上的中子就是抽芯,包含有进退动作,就是注塑机动模或定模上的一个动作,或在动模或在定模,是根据具体的实际产品及模具结构来决定的,一般用油缸驱动,控制模具里的滑块来回动作,在整个注塑机产品成型周期中,中子需要在不同的时机来回动作,来满足产品成型需求。
2、而随着模具自身结构复杂度的日益提高,需要使用到中子的场景也越来越多,有使用中子作为顶针的,也有需要中子与注射动作配合的一些特殊应用。普通的中子控制程序如要适用于特殊的中子动作时序,就需要对注塑机动作的整体控制程序进行特殊开发,客户的需求一旦改变,程序也要进行相应改动,从而大大提高了中子的使用成本。
技术实现思路
1、为了在面对高复杂度模具的时候,能够避免对注塑机主动作时序的改动,减少由于中子动作变化影响的程序变动成本,本发明提出了一种注塑机中子自由时序的控制方法,包括步骤:
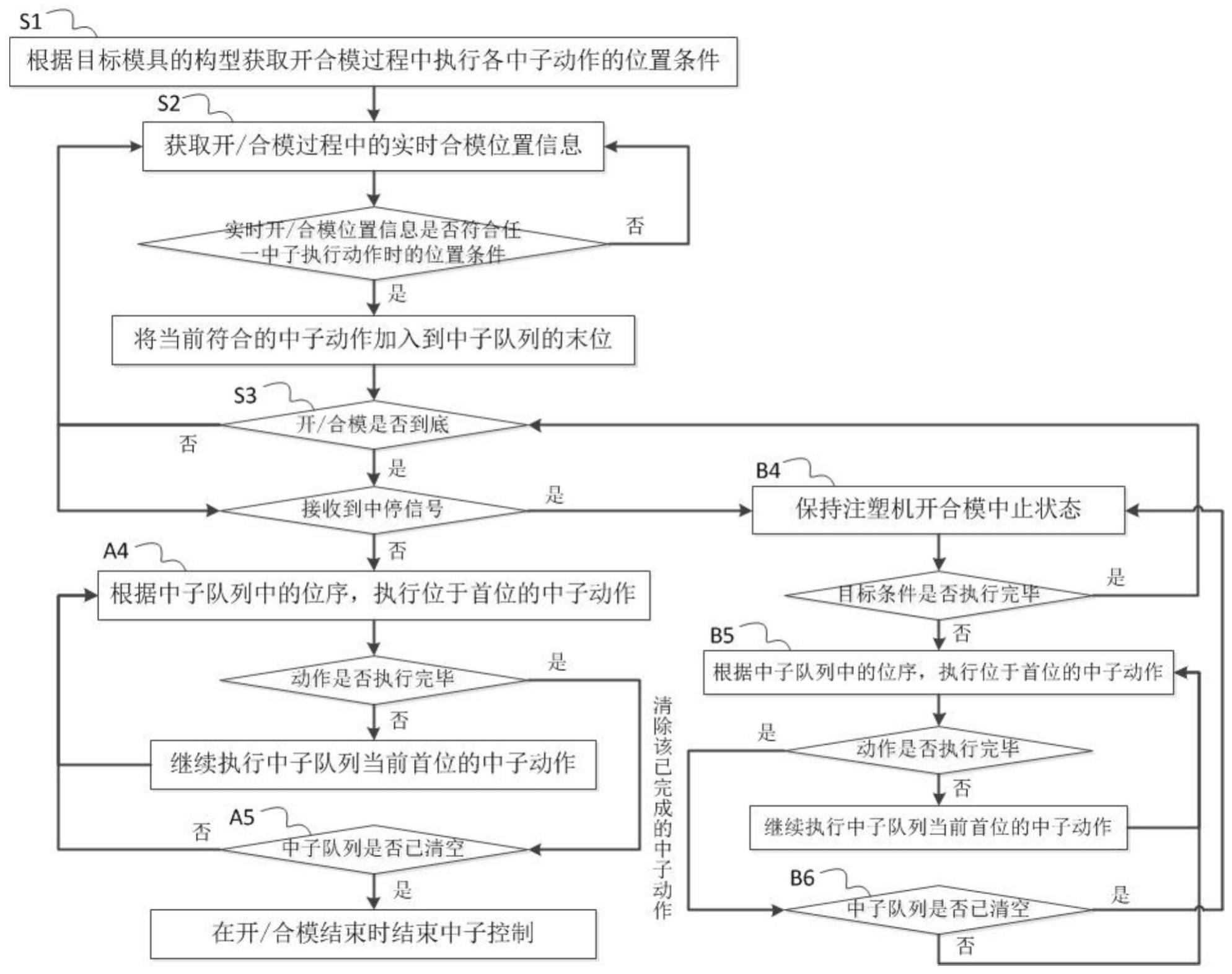
2、s1:根据目标模具的构型获取开合模过程中执行各中子动作的位置条件;
3、s2:获取开/合模过程中的实时合模位置信息,并判断实时开/合模位置信息是否符合任一中子执行动作时的位置条件,若是,将当前符合的中子动作加入到中子队列的末位;
4、s3:判断开/合模是否到底,若否,继续执行s2步骤并进入a4步骤,若是,直接进入a4步骤;
5、a4:根据中子队列中的位序,执行位于首位的中子动作并判断动作是否执行完毕,若是,清除该已完成的中子动作并进入a5步骤,若否,继续执行中子队列当前首位的中子动作并返回a4步骤;
6、a5:判断中子队列是否已清空,若是,在开/合模结束时结束中子控制,若否,返回a4步骤。
7、进一步地,所述s3步骤中,若在开/合模到底前并进入a4步骤前接收到中停信号,则进入步骤:
8、b4:保持注塑机开合模中止状态,并判断目标条件是否执行完毕,若是,继续开/合模并返回s3步骤,若否,进入b5步骤;
9、b5:根据中子队列中的位序,执行位于首位的中子动作并判断动作是否执行完毕,若是,清除该已完成的中子动作并进入b6步骤,若否,继续执行中子队列当前首位的中子动作并返回b5步骤;
10、b6:判断中子队列是否已清空,若是,返回b4步骤,若否,返回b5步骤。
11、进一步地,所述中停信号用于控制注塑机中止开/合模动作,并在目标条件达成后控制注塑机继续合模。
12、本发明还提出了一种注塑机中子自由时序的控制装置,包括:
13、条件获取模块,用于根据目标模具的构型获取开合模过程中执行各中子动作的位置条件;
14、计量获取模块,用于获取开/合模过程中的实时合模位置信息;
15、队列排序模块,用于当实时开/合模位置信息符合任一中子执行动作时的位置条件时,将当前符合的中子动作加入到中子队列的末位;
16、中子控制模块,用于根据中子队列中的位序,在以执行完毕为切换标准的条件下依次执行位于首位的中子动作;
17、队列更新模块,用于在动作执行完毕后清除该已完成的中子动作,并在中子队列已清空且开/合模结束时结束中子控制。
18、进一步地,当注塑机在开/合模过程中需要等待目标条件达成才能继续开/合模时,计量获取模块还会发送中停信号,所述中停信号用于控制注塑机中止开/合模动作,并在目标条件达成后控制注塑机继续合模。
19、进一步地,还包括中止控制模块,用于在开/合模到底前接收到中停信号时保持注塑机开合模中止状态,并在目标条件执行完毕且接收到队列清空信号后控制注塑机继续开/合模。
20、进一步地,当中子控制模块接收到中停信号后,中子控制模块继续运行,队列更新模块在中子队列清空后返回队列清空信号至中止控制模块。
21、还包括一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现一种注塑机中子自由时序的控制方法所述的各个步骤。
22、还包括一种处理数据的装置,包括:
23、储存器,其上存储有计算机程序;
24、处理器,用于执行所述存储器中的所述计算机程序,以实现一种注塑机中子自由时序的控制方法所述的各个步骤。
25、与现有技术相比,本发明至少含有以下有益效果:
26、(1)本发明所述的一种注塑机中子自由时序的控制方法、装置及其存储介质,通过将中子进行独立控制,在对中子的使用需求发生改变时,无需对注塑机的主动作时序进行变更,从而大大降低由于中子动作变化导致的程序变更成本;
27、(2)采用编程中“队列”的概念对中子动作进行顺序控制,从而使多中子工况下的编程复杂度大幅降低,对中子动作时序无需做大量的逻辑判断,同时仅需对中子队列是否为空进行判断即可实现注塑机主动作时序与中子间的互锁。
技术特征:
1.一种注塑机中子自由时序的控制方法,其特征在于,包括步骤:
2.如权利要求1所述的一种注塑机中子自由时序的控制方法,其特征在于,所述s3步骤中,若在开/合模到底前并进入a4步骤前接收到中停信号,则进入步骤:
3.如权利要求2所述的一种注塑机中子自由时序的控制方法,其特征在于,所述中停信号用于控制注塑机中止开/合模动作,并在目标条件达成后控制注塑机继续合模。
4.一种注塑机中子自由时序的控制装置,其特征在于,包括:
5.如权利要求4所述的一种注塑机中子自由时序的控制装置,其特征在于,当注塑机在开/合模过程中需要等待目标条件达成才能继续开/合模时,计量获取模块还会发送中停信号,所述中停信号用于控制注塑机中止开/合模动作,并在目标条件达成后控制注塑机继续合模。
6.如权利要求5所述的一种注塑机中子自由时序的控制装置,其特征在于,还包括中止控制模块,用于在开/合模到底前接收到中停信号时保持注塑机开合模中止状态,并在目标条件执行完毕且接收到队列清空信号后控制注塑机继续开/合模。
7.如权利要求6所述的一种注塑机中子自由时序的控制装置,其特征在于,当中子控制模块接收到中停信号后,中子控制模块继续运行,队列更新模块在中子队列清空后返回队列清空信号至中止控制模块。
8.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现权利要求1至3中任一项所述控制方法的步骤。
9.一种处理数据的装置,其特征在于,包括:
技术总结
本发明公开了一种注塑机中子自由时序的控制方法、装置及其存储介质,涉及注塑机控制技术领域,包括步骤:根据目标模具的构型获取开合模过程中执行各中子动作的位置条件;获取开/合模过程中的实时合模位置信息,将当前位置信息符合位置条件的中子动作加入到中子队列的末位;根据中子队列中的位序,以执行完毕为切换标准的条件下依次执行位于首位的中子动作;在动作执行完毕后清除该已完成的中子动作,并在中子队列已清空且开/合模结束时结束中子控制。本发明通过将中子进行独立控制,在对中子的使用需求发生改变时,无需对注塑机的主动作时序进行变更,从而大大降低由于中子动作变化导致的程序变更成本。
技术研发人员:曹浩龙,俞添叶,纪百丰,邵冰晴,魏更强
受保护的技术使用者:海天塑机集团有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!