一种TC复合带定位复合的模切工艺的制作方法
本发明涉及复合带生产领域,特别是一种tc复合带定位复合的模切工艺。
背景技术:
1、在pc-tc复合带复合模切的传统工艺中,采用的复合的方式在尺寸的把握上不精良和不准确,生产出来的产品的外观上容易存在瑕疵,次品率就会比较高,这就会导致贴合尺寸难以识别,并且传统的工艺中jm8051在下走料,无法有效控制贴合尺寸,常规工艺是采用先涂布后复合,这种方式导致复合时处理剂容易掉落,从而导致生产的产品容易出现次品。
技术实现思路
1、本发明的目的在于提供一种tc复合带定位复合的模切工艺,解决传统工艺中处理剂容易掉落、不易控制尺寸的问题。
2、为实现上述目的,本发明提供如下技术方案:一种tc复合带定位复合的模切工艺,包括以下步骤:
3、步骤s1:pc的磨砂面通过复合机沿边贴合 104mm 宽度的tc复合带,得到pc-tc复合带,进行收卷;
4、步骤s2:通过涂布机将55.5mm宽度 的jm8051刷上处理剂,将收卷的pc-tc复合带向上走料,通过复合机将刷过处理剂的jm8051沿tc复合带同侧到边15-17mm贴合;
5、步骤s3:通过复合机将pc-tc复合带上的pc亮面沿边同步步骤s2进行沿边贴合103mm宽度的jm905t双面胶;
6、步骤s4:模切机联机按照需求模切。
7、进一步的,所述步骤s1中的pc固定在第一放料轴,tc复合带固定在第二放料轴上,pc和tc复合带通过第一复合轴进行复合。
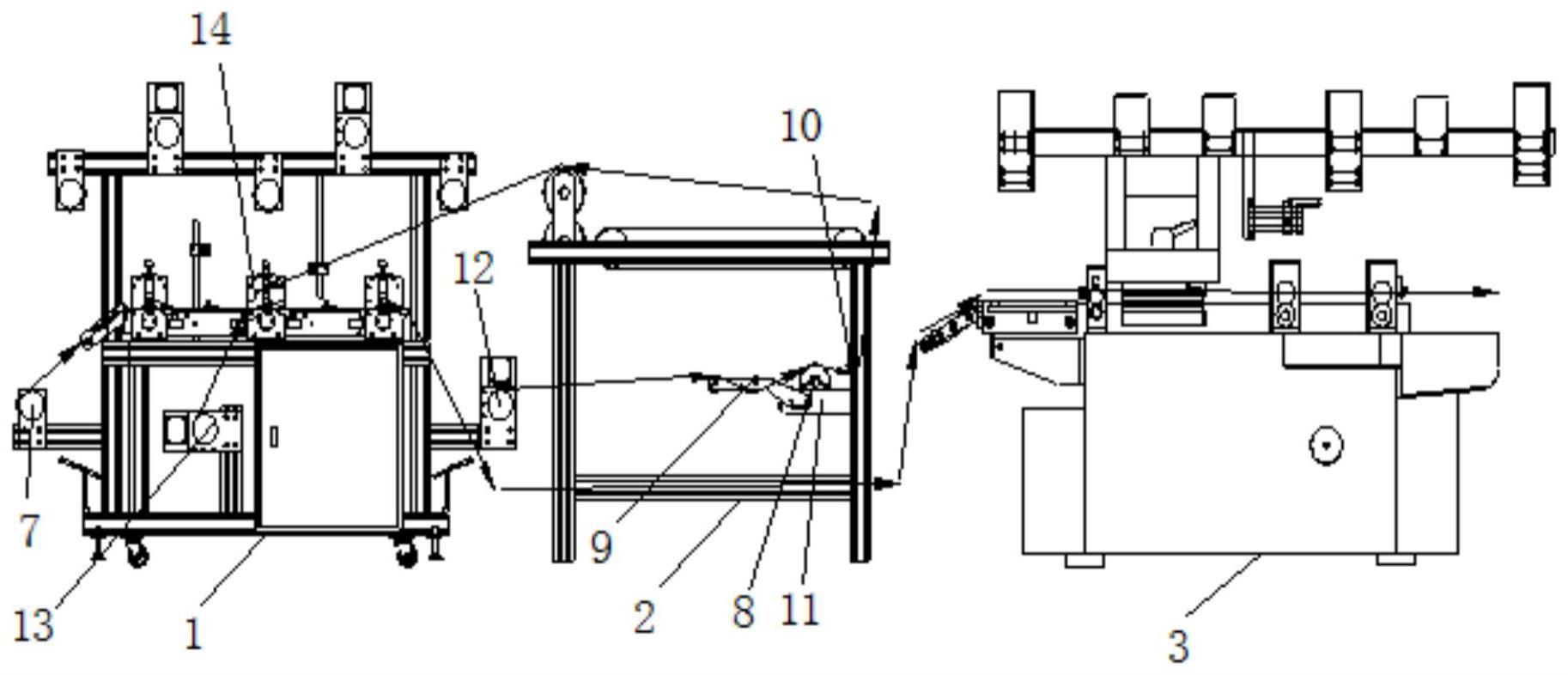
8、进一步的,所述步骤2 的pc+tc复合带固定在第三放料轴上,jm8051固定在第四放料轴上,jm8051通过涂布装置涂处理剂,再经过导向轴导向穿料至第二复合轴与pc-tc复合带复合,并贴合在tc面上,pc-tc复合带通过拉料机构进行传送。
9、进一步的,所述步骤2 中的涂布装置包括滚轴、第一限位轴、第二限位轴,处理剂盒,第一限位轴、第二限位轴分别设置在滚轴的两侧,滚轴设置在处理剂盒的上方并且滚轴的一半浸润在处理剂盒的处理剂中。
10、进一步的,所述步骤3中的jm8051固定在第五放料轴上并胶面朝下走料,在第二复合轴位置与pc-tc复合带进行贴合,第二复合轴的侧边设置有第三限位轴,限位轴上固定有卡料环,第二复合轴位置通过卡料环限位进行限位复合。
11、进一步的,所述步骤2中的jm8051与pc-tc复合带的相对剥离力≥2000g/in。
12、进一步的,所述步骤4中的模切的产品尺寸为pc-tc复合带距离背胶12-14mm。
13、本发明的有益效果:与现有技术相比,本发明中的工艺能够实现涂布后产品的外观良好,无处理剂结块、掉落污染产品其他位置,且保证产品复合+模切尺寸的精准度,优化常规工艺的先涂布后复合,导致复合时处理剂容易掉落且背胶为局部复合,尺寸规格小于pc规格,复合位置在下被pc遮蔽看不见而不易控制尺寸的问题。55.5mm jm8051在上走料,贴合尺寸易识别,可有效控制贴合尺寸。
技术特征:
1.一种tc复合带定位复合的模切工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种tc复合带定位复合的模切工艺,其特征在于:所述步骤s1中的pc固定在第一放料轴,tc复合带固定在第二放料轴上,pc和tc复合带通过第一复合轴进行复合。
3.根据权利要求1所述的一种tc复合带定位复合的模切工艺,其特征在于:所述步骤2的pc+tc复合带固定在第三放料轴上,jm8051固定在第四放料轴上,jm8051通过涂布装置涂处理剂,再经过导向轴导向穿料至第二复合轴与pc-tc复合带复合,并贴合在tc面上,pc-tc复合带通过拉料机构进行传送。
4.根据权利要求1所述的一种tc复合带定位复合的模切工艺,其特征在于:所述步骤2中的涂布装置包括滚轴、第一限位轴、第二限位轴,处理剂盒,第一限位轴、第二限位轴分别设置在滚轴的两侧,滚轴设置在处理剂盒的上方并且滚轴的一半浸润在处理剂盒的处理剂中。
5.根据权利要求1所述的一种tc复合带定位复合的模切工艺,其特征在于:所述步骤3中的jm905t双面胶固定在第五放料轴上并胶面朝下走料,在第二复合轴位置与pc-tc复合带进行贴合,第二复合轴的侧边设置有第三限位轴,限位轴上固定有卡料环,第二复合轴位置通过卡料环限位进行限位复合。
6.根据权利要求1所述的一种tc复合带定位复合的模切工艺,其特征在于:所述步骤2中的jm8051与pc-tc复合带的相对剥离力≥2000g/in。
7.根据权利要求1所述的一种tc复合带定位复合的模切工艺,其特征在于:所述步骤4中模切的产品尺寸为pc-tc复合带距离背胶12-14mm。
技术总结
本发明涉及一种TC复合带定位复合的模切工艺,包括以下步骤:步骤S1:PC的磨砂面通过复合机沿边贴合104mm宽度的TC复合带,得到PC‑TC复合带,进行收卷;步骤S2:通过涂布机将55.5mm宽度的JM8051刷上处理剂,将收卷的PC‑TC复合带向上走料,通过复合机将刷过处理剂的JM8051沿TC复合带同侧到边15‑17mm贴合;步骤S3:通过复合机将PC‑TC复合带上的PC亮面沿边同步步骤S2进行沿边贴合103mm宽度的JM905T双面胶;步骤S4:模切机联机按照需求模切。本发明能够实现涂布后产品的外观良好,无处理剂结块、掉落污染产品其他位置,并且贴合尺寸易识别,可有效控制贴合尺寸。
技术研发人员:朱礼章,萧伟
受保护的技术使用者:宁德德佳胶粘科技有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!