一种钉柱注塑模具的制作方法
本发明涉及注塑模具领域,尤其是指一种钉柱注塑模具。
背景技术:
1、钉柱作为汽车整车不可或缺的零件,在汽车上大量使用,通过将其集成到相应的零部件上,再将带有钉柱的整个总成安装到汽车车身,从而实现零部件在汽车上的定位和固定。钉柱集成的方式包括装配集成和注塑集成;其中,装配集成指钉柱和被固定零件采用卡接或者粘接的方式进行结合;注塑集成指钉柱和被固定零件采用模具注塑的方式进行集成。
2、对于汽车的侧窗角窗而言,钉柱的位置直接决定了固定零件在钣金上的位置及总成与周边件的匹配关系,再结合钣金本身的公差,被固定零件装车后,通常需要经过反复匹配验证后才能达到理想位置。为了提高被固定零件与钣金及周边件的匹配程度,最便捷的方式就是通过调整钉柱的位置来实现调整被固定零件在钣金上的位置。当钉柱放入模具进行注塑时,通常固定在钉柱镶块上,而钉柱镶块则是提前固定到模具上的,钉柱镶块与模具之间的相对位置不变。目前钉柱位置的调整,通常是调整钉柱在钉柱镶块中的位置,并更换镶块或者对镶块进行修复加工实现的。该注塑集成的方式需要耗费大量的时间对钉柱进行位置调整,导致生产效率低下,进而提高了生产成本。
技术实现思路
1、本发明所要解决的技术问题是:提供一种钉柱注塑模具,在确保被固定零件与钣金之间具有高匹配程度的前提下,提高生产效率。
2、为了解决上述技术问题,本发明采用的技术方案为:
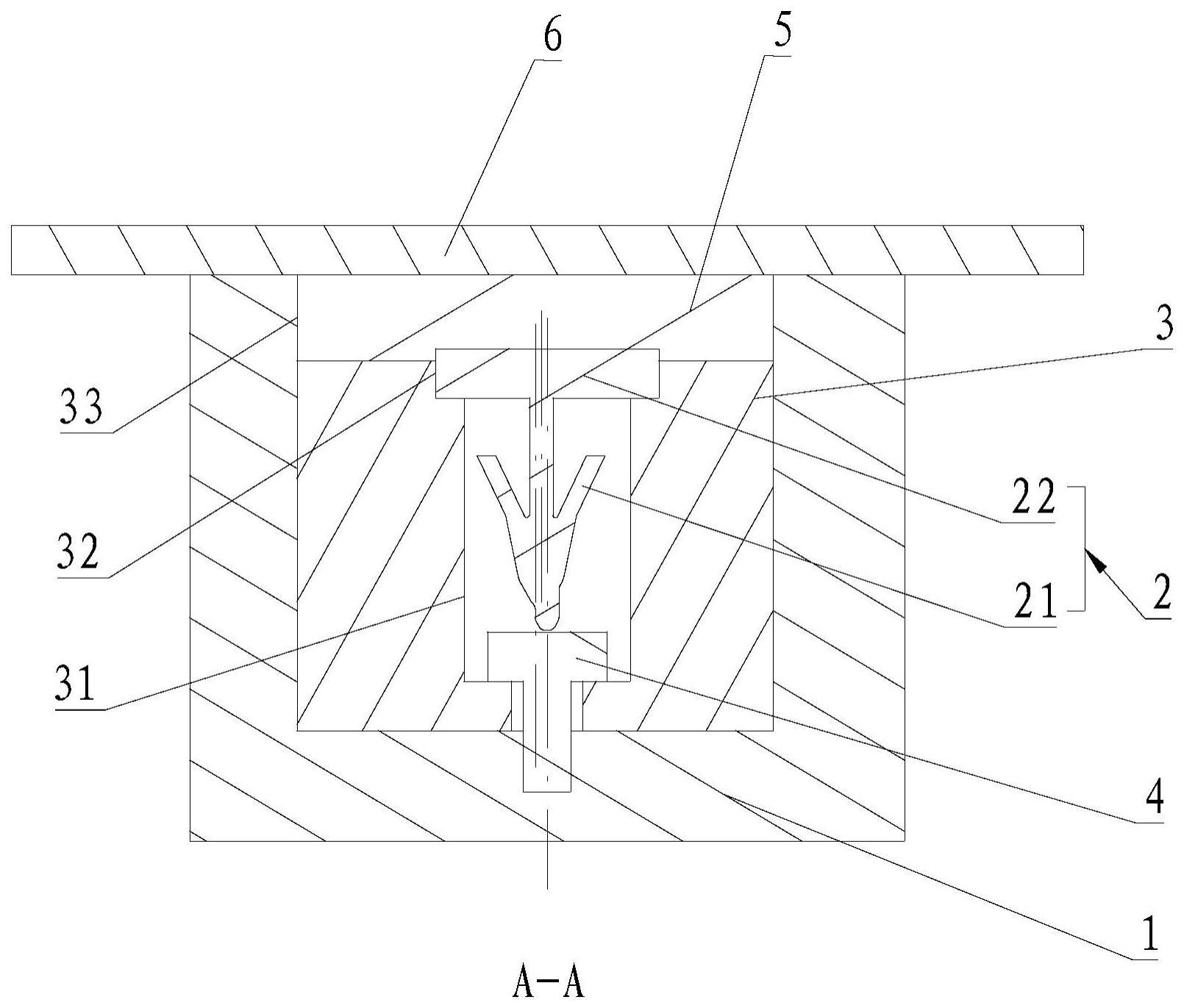
3、一种钉柱注塑模具,包括模仁和用于嵌设钉柱的镶块;
4、所述镶块嵌设于所述模仁内并可相对于所述模仁旋转,所述钉柱能够相对于所述镶块转动;
5、所述镶块开设有沿轴向分布的安装槽,所述安装槽与所述镶块的外壁非同轴设置,且所述安装槽的轴线与所述镶块的外壁的轴线相互平行;
6、所述安装槽与所述钉柱的基座同轴设置且与所述钉柱的定位部非同轴设置,且所述安装槽的轴线与所述定位部的轴线相互平行。
7、为了解决上述技术问题,本发明采用的另一个技术方案为:
8、一种钉柱注塑模具,包括模仁、镶块、钉柱和调节组件;
9、所述镶块嵌设于所述模仁内;
10、所述调节组件包括第一滑动件和第二滑动件;
11、所述调节组件嵌设于所述镶块内且所述第一滑动件与所述镶块连接,所述钉柱装设于所述第二滑动件内,所述第二滑动件能够相对于所述第一滑动件沿x轴方向移动。
12、本发明的有益效果在于:通过对钉柱进行结构改变或者增设调节组件,使钉柱的定位部能够相对于模仁发生位置变化,具体为,钉柱的定位部的轴线能够相对于模仁的轴线移动,并且钉柱的定位部的轴线将与模仁的轴线始终保持相互平行的关系,实现钉柱与被固定零件之间的位置调整,在确保被固定零件与钣金之间具有高匹配程度的前提下,通过提高钉柱的调整效率而提高了注塑效率,进而提高生产效率。
技术特征:
1.一种钉柱注塑模具,其特征在于,包括模仁、调节组件和用于嵌设钉柱的镶块;
2.根据权利要求1所述的钉柱注塑模具,其特征在于,还包括紧固件;
3.根据权利要求1或2所述的钉柱注塑模具,其特征在于,所述调节组件还包括第三滑动件;
4.根据权利要求3所述的钉柱注塑模具,其特征在于,还包括第一控制组件和第二控制组件;
5.根据权利要求1所述的钉柱注塑模具,其特征在于,还包括第三控制组件;
6.根据权利要求5所述的钉柱注塑模具,其特征在于,所述第一滑动件能够相对于所述镶块绕该镶块的轴线旋转。
7.根据权利要求1或5所述的钉柱注塑模具,其特征在于,所述镶块能够相对于所述模仁沿所述镶块的周向旋转。
技术总结
本发明公开了一种钉柱注塑模具,包括模仁和用于嵌设钉柱的镶块;所述镶块嵌设于所述模仁内并可相对于所述模仁旋转,所述钉柱能够相对于所述镶块转动;所述镶块开设有沿轴向分布的安装槽,所述安装槽与所述镶块的外壁非同轴设置,且所述安装槽的轴线与所述镶块的外壁的轴线相互平行;所述安装槽与所述钉柱的定位部同轴设置且与所述钉柱的基座非同轴设置,且所述安装槽的轴线与所述基座的轴线相互平行。本发明能够实现钉柱的快速调节,提高生产效率。
技术研发人员:王丽强,陈华,张科,林启明,陈荣霖,曾东,余长和
受保护的技术使用者:福耀玻璃工业集团股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!