一种采用SLA技术打印CT球管大容量旋转靶盘包装盒的方法与流程
本发明涉及用于ct球管大容量旋转靶盘专用包装盒的制造,具体是一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法。
背景技术:
1、作为ct机的x线管的重要组成部件,ct球管大容量旋转靶盘主要用来吸收阴极子,通过高能电子轰击靶面产生x射线,是ct球管的核心部件。为了防止ct球管大容量旋转靶盘在运输过程中靶面被划伤、碰伤,通常采用硬度较低,同时强度要满足支撑和固定靶盘需要的包装盒进行包装,为此,普遍采用工程塑料(pe/pp)作为包装盒。
2、目前,工程塑料(pe/pp)的批量生产常用注塑、浇铸成型以及cnc加工的方法实现。其中,注塑的工艺流程通常为:定容加料→注塑机筒内塑化→塑化好的塑料熔体经过浇注系统快速进入封闭模腔→保压→冷却脱模→后处理(去应力、调湿)。由于注塑需要涉及模具,针对产品迭代而导致尺寸会发生变化,这就需要重新开模,而且工模具成本较高,开模时间长,并且不易实现多筋结果的包装盒,造成产品强度较低,并且成本较高、效率低下,难以满足多品种小批量的产品出货需求。
3、此外,也可以采用cnc加工的方法生产工程塑料(pe/pp),但由于加工应力较大,无法避免产品变形,使得产品的尺寸精度往往达不到要求。
4、由此可知,采用传统注塑、浇铸以及cnc加工的方法生产工程塑料(pe/pp),实现制造用于包装ct球管大容量旋转靶盘的包装盒,要么成本高、效率低,要么产品精度低,都会严重影响产品的正常交付。
5、光敏树脂,也称紫外线固化无影胶,主要由聚合物单体与预聚体组成,其中还包括紫外光引发剂(光敏剂)、稀释剂。在一定波长的紫外光(250~400nm)照射下会引起聚合反应,完成由液态到固态的转换。
6、由上可知,若以光敏树脂作为材料,并采用sla光固化成型技术,打印制造用于包装ct球管大容量旋转靶盘的专用包装盒,同时,由于ct球管大容量旋转靶盘单重大、体积小,而一般树脂材料或者工程塑料材料的强度相对比较低,采用多条加强筋的包装盒技术方案,以进一步增强包装盒的强度,对ct球管大容量旋转靶盘在运输和储存进行有效地保护,同时还可以提高生产效率、有效控制产品成本、提高产品尺寸精度,非常适合于多品种小批量的ct球管大容量旋转靶盘高效交付。
技术实现思路
1、本发明的目的是为了克服现有技术存在的缺陷和不足,提供一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法,采用sla光固化成型技术打印ct球管大容量旋转靶盘的包装盒,以提高生产效率,降低产品成本,提高产品尺寸精度,便于多品种小批量的ct球管大容量旋转靶盘高效交付。
2、为实现上述目的,本发明提供如下技术方案:
3、一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法,其特征在于:具体包括以下步骤:
4、s1.对所要打印的包装盒建立模型,将所建立的模型导入切片软件,并设置切片参数,所述的切片参数为:层数为1100-1200层,每层的层厚为0.03-0.06mm,曝光时间为2-5s,灭灯时间为1-3s;
5、s2.采用sla光固化3d打印机,将带有经所述步骤s1所设置的切片参数的切片软件导入光固化3d打印机,向sla光固化3d打印机的料槽中添加液态光敏树脂;
6、s3.设置sla光固化3d打印机的打印平台的抬升速度为3-5mm/s,开始打印,打印时间为7-8h;
7、s4.将打印完成的3d打印件从sla光固化3d打印机的打印平台上铲下,放入模型清洗机内,使用乙醇浸没所述的3d打印件,进行清洗;
8、s5.将清洗后的3d打印件的表面吹干,再放入固化箱中进行二次固化,增加所述3d打印件的表面强度;
9、s6.对二次固化后的3d打印件进行抛光打磨,最终得到用于包装ct球管大容量旋转靶盘的包装盒。
10、进一步的,所述的步骤s1中,3d打印温度为20-25℃,3d打印速度为5-20s/层,紫外光功率为50mw。
11、进一步的,所述的步骤s2和s3中,所述sla光固化3d打印机包括有打印平台和料槽。
12、进一步的,所述料槽的底部设有波长为405nm的若干颗紫外led阵列和覆盖于若干颗紫外led阵列上且紫外光透过率≥95%的nfep离型膜,所述若干颗紫外led阵列和nfep离型膜的长×宽尺寸为298×165mm。
13、进一步的,所述的步骤s3中,所述的打印平台以3mm/s的速度垂直向下移动,在距离所述nfep离型膜0.5mm时,转为以0.1mm/s的速度继续向下移动,直至距离nfep离型膜0.05mm时停止,然后曝光30s,曝光结束后灭灯2.5s,使得固化后、厚度为0.05mm的第一层树脂成型于离型膜与打印平台之间;在nfep离型膜具有较小的离型力的作用下,所述打印平台以1mm/s的速度垂直向上抬升2-3mm,将所述第一层树脂从nfep离型膜上分离,并以3mm/s的速度继续垂直向上抬升2-8mm;在打印平台向上抬升的过程中,所述料槽中的液态树脂会向打印平台的正下方汇聚,直至液面平整;然后,依照上述过程循环往复进行,直至打印完所有层数。
14、进一步的,所述的步骤s3中,先在sla光固化3d打印机的打印平台上打印出支撑,再打印出3d打印件。
15、进一步的,所述的步骤s4中,乙醇的浓度≥95%,清洗时间为2-6min。
16、进一步的,所述的步骤s5中,所述的固化箱采用紫外光固化机,所述紫外光固化机的固化腔的侧面和顶面共设有功率为500mw、波长为405nm的若干颗紫外led,所述固化腔的底部设有由功率为50w电机驱动其旋转的托盘,所述托盘的底部铺满有反光镜片,所述的3d打印件放在托盘中,以5rpm/min的速度进行旋转,四周受到所述若干颗紫外led发射且波长为405nm的紫外光照射,完成表面的二次固化。
17、进一步的,所述的步骤s6中,采用1000目的水磨砂纸,手工反复打磨二次固化后的3d打印件的表面。
18、与现有技术相比,本发明的有益效果是:
19、本发明采用sla光固化成型技术打印ct球管大容量旋转靶盘的包装盒,将产品分为多层(每层的层厚为0.03-0.06mm)并逐层打印,充分利用紫外光固化每层液态树脂材料,同时每打印一层打印平台就会自下而上将每层固化完成的固态树脂从装满液态树脂的料槽中抬升一段距离,使得多余的液态树脂回流至料槽中,直至将产品打印完成,非常适合多品种小批量的ct球管大容量旋转靶盘的生产出货,提高了产品质量和尺寸精度,降低了产品成本,提高了出货效率。
技术特征:
1.一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法,其特征在于:具体包括以下步骤:
2.根据权利要求1所述的一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法,其特征在于:所述的步骤s1中,3d打印温度为20-25℃,3d打印速度为5-20s/层,紫外光功率为50mw。
3.根据权利要求1所述的一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法,其特征在于:所述的步骤s2和s3中,所述sla光固化3d打印机包括有打印平台和料槽。
4.根据权利要求3所述的一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法,其特征在于:所述料槽的底部设有波长为405nm的若干颗紫外led阵列和覆盖于若干颗紫外led阵列上且紫外光透过率≥95%的nfep离型膜,所述若干颗紫外led阵列和nfep离型膜的长×宽尺寸为298×165mm。
5.根据权利要求4所述的一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法,其特征在于:所述的步骤s3中,所述的打印平台以3mm/s的速度垂直向下移动,在距离所述nfep离型膜0.5mm时,转为以0.1mm/s的速度继续向下移动,直至距离nfep离型膜0.05mm时停止,然后曝光30s,曝光结束后灭灯2.5s,使得固化后、厚度为0.05mm的第一层树脂成型于离型膜与打印平台之间;在nfep离型膜具有较小的离型力的作用下,所述打印平台以1mm/s的速度垂直向上抬升2-3mm,将所述第一层树脂从nfep离型膜上分离,并以3mm/s的速度继续垂直向上抬升2-8mm;在打印平台向上抬升的过程中,所述料槽中的液态树脂会向打印平台的正下方汇聚,直至液面平整;然后,依照上述过程循环往复进行,直至打印完所有层数。
6.根据权利要求5所述的一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法,其特征在于:所述的步骤s3中,先在sla光固化3d打印机的打印平台上打印出支撑,再打印出3d打印件。
7.根据权利要求1所述的一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法,其特征在于:所述的步骤s4中,乙醇的浓度≥95%,清洗时间为2-6min。
8.根据权利要求1所述的一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法,其特征在于:所述的步骤s5中,所述的固化箱采用紫外光固化机,所述紫外光固化机的固化腔的侧面和顶面共设有功率为500mw、波长为405nm的若干颗紫外led,所述固化腔的底部设有由功率为50w电机驱动其旋转的托盘,所述托盘的底部铺满有反光镜片,所述的3d打印件放在托盘中,以5rpm/min的速度进行旋转,四周受到所述若干颗紫外led发射且波长为405nm的紫外光照射,完成表面的二次固化。
9.根据权利要求1所述的一种采用sla技术打印ct球管大容量旋转靶盘包装盒的方法,其特征在于:所述的步骤s6中,采用1000目的水磨砂纸,手工反复打磨二次固化后的3d打印件的表面。
技术总结
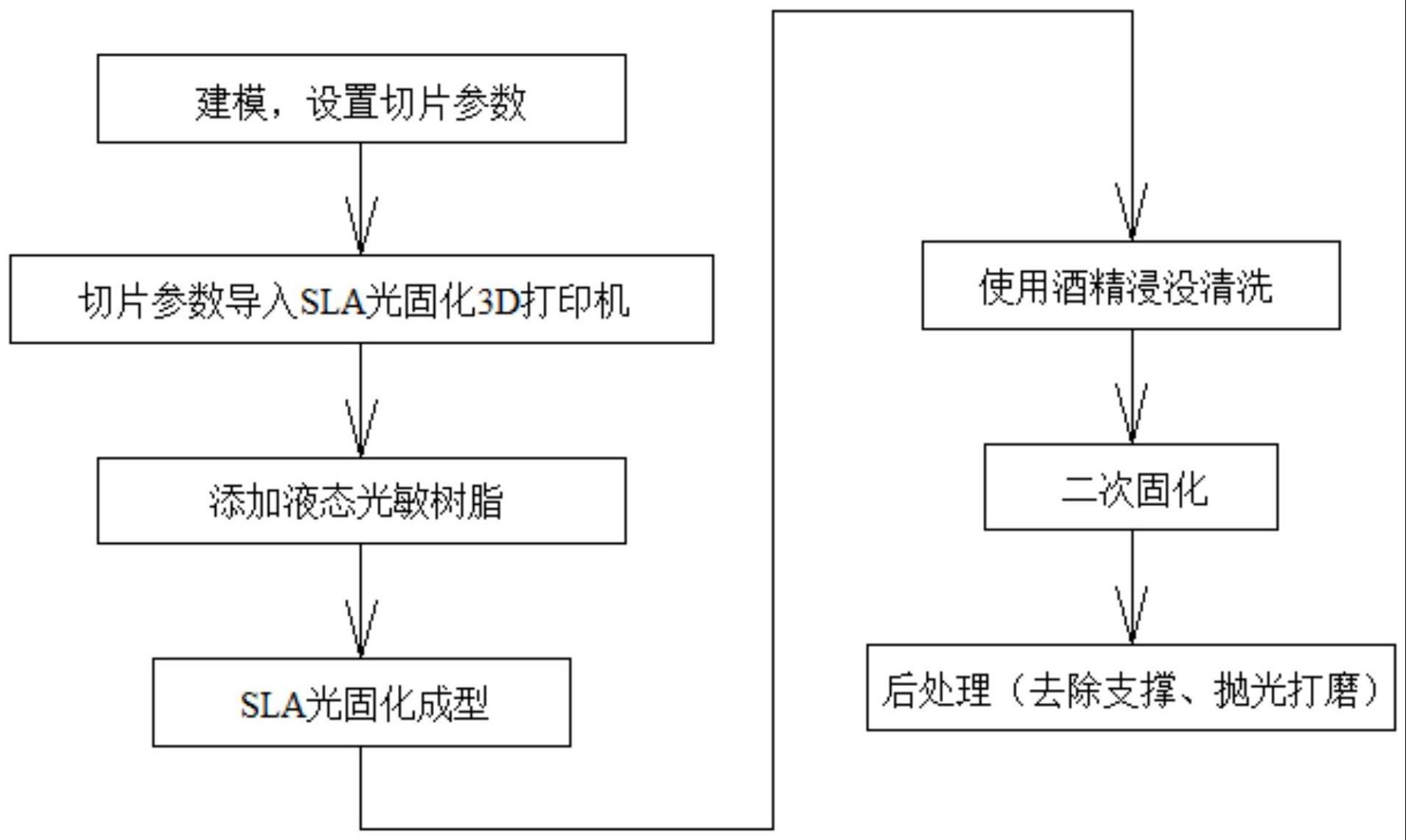
本发明公开了一种采用SLA技术打印CT球管大容量旋转靶盘包装盒的方法,具体包括:(1)建模,设置切片参数;(2)将带有切片参数的切片软件导入光固化3D打印机,添加液态光敏树脂;(3)设置打印平台的抬升速度,开始打印,SLA光固化成型;(4)对打印完成的3D打印件使用酒精进行浸没清洗;(5)对清洗后的3D打印件进行二次固化;(6)对二次固化后的3D打印件进行抛光打磨。本发明采用SLA光固化成型技术打印CT球管大容量旋转靶盘的包装盒,非常适合多品种小批量的CT球管大容量旋转靶盘的生产出货,提高了产品质量和尺寸精度,降低了产品成本,提高了出货效率。
技术研发人员:江辉,袁江胜,杨波,程高,仇治勤,胡忠娟,徐林
受保护的技术使用者:安庆瑞迈特科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!