一种塑料螺母内螺牙全周脱模结构的制作方法
本发明涉及脱模结构,特别涉及一种塑料螺母内螺牙全周脱模结构。
背景技术:
1、塑料螺母内螺牙模具,一般采用油缸或者马达带动螺纹杆芯旋转脱模,因此类模具结构复杂,量产中模具故障率较高,模具需要旋转脱模,每模的周期时间较长,大批量生产时产能很难提高。
2、现有的塑料螺母内螺牙全周脱模结构存在以下缺点:此类模具需要用油缸或马达驱动旋转,对螺牙起始位置有要求产品,很难做到螺纹相对产品位置定向,无法满足此类产品设计要求。为此,我们提出一种塑料螺母内螺牙全周脱模结构。
技术实现思路
1、本发明的主要目的在于提供一种塑料螺母内螺牙全周脱模结构,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明采取的技术方案为:
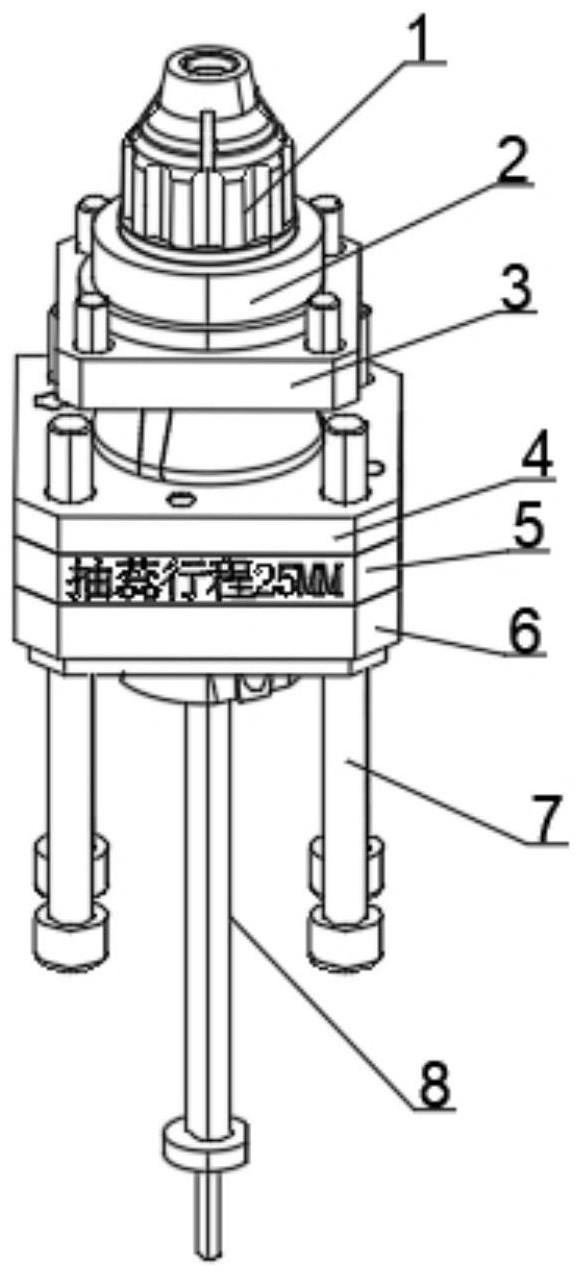
3、一种塑料螺母内螺牙全周脱模结构,包括内螺纹盖体、矩形定位板、垫板和底部支撑板,所述底部支撑板的顶部套设有外撑块且外撑块内部设置有内撑块,所述外撑块的顶部连接有螺纹外模且螺纹外模的顶部连接托模架,所述托模架的顶部卡合有顶部盖体模具,所述螺纹外模的底部设置有定位环且定位环的底部连接矩形定位板,所述外撑块的外侧由上至下分别套设有垫板和压合板,所述底部支撑板的底部轴心处套设有对位孔且内撑块的底端位于对位孔内,所述内撑块的底端通过安装孔安装有推动杆。
4、进一步地,所述底部支撑板的底部通过螺孔安装有加长螺栓且加长螺栓的顶部贯穿垫板外侧的螺栓孔a。
5、进一步地,所述螺纹外模和顶部盖体模具的外侧卡合有内螺纹盖体,通过顶推底部的推动杆带动外撑块内部的内撑块向上移动,从而使外撑块撑开,将螺纹外模和顶部盖体模具固定在内螺纹盖体内,便于塑料螺母内螺牙的成型。
6、进一步地,所述底部支撑板的底部且位于加长螺栓之间通过螺栓孔安装有短螺栓且短螺栓的顶端位于压合板外侧的螺栓孔b内。
7、进一步地,所述底部支撑板的顶部且位于外撑块的外侧设置有弧形限位块,利用弧形限位块对压合板起到限位的效果。
8、进一步地,所述定位环和矩形定位板之间设置具有防尘、防水功能的tpu垫环。
9、与现有技术相比,本发明具有如下有益效果:
10、1.本发明一种塑料螺母内螺牙全周脱模结构,通过顶推底部的推动杆带动外撑块内部的内撑块向上移动,从而使外撑块撑开,将螺纹外模和顶部盖体模具固定在内螺纹盖体内,便于塑料螺母内螺牙的成型,抽拉推动杆使内撑块回缩,外撑块合拢,从而使螺纹外模及顶部盖体模具脱离内螺纹盖体,实现全周脱模。
11、2.本发明一种塑料螺母内螺牙全周脱模结构,采用新型螺纹脱模结构,全周内斜顶内缩脱模,摒弃旋转脱模,简化结构,与油缸或马达旋转脱模对比结构简单,占用空间小,生产周期短,能够满足特殊产品(螺纹对产品定向要求)要求。
技术特征:
1.一种塑料螺母内螺牙全周脱模结构,包括内螺纹盖体(1)、矩形定位板(3)、垫板(4)和底部支撑板(6),其特征在于:所述底部支撑板(6)的顶部套设有外撑块(12)且外撑块(12)内部设置有内撑块(19),所述外撑块(12)的顶部连接有螺纹外模(11)且螺纹外模(11)的顶部连接托模架(10),所述托模架(10)的顶部卡合有顶部盖体模具(9),所述螺纹外模(11)的底部设置有定位环(2)且定位环(2)的底部连接矩形定位板(3),所述外撑块(12)的外侧由上至下分别套设有垫板(4)和压合板(5),所述底部支撑板(6)的底部轴心处套设有对位孔(18)且内撑块(19)的底端位于对位孔(18)内,所述内撑块(19)的底端通过安装孔安装有推动杆(8)。
2.根据权利要求1所述的一种塑料螺母内螺牙全周脱模结构,其特征在于:所述底部支撑板(6)的底部通过螺孔安装有加长螺栓(16)且加长螺栓(16)的顶部贯穿垫板(4)外侧的螺栓孔a(14)。
3.根据权利要求1所述的一种塑料螺母内螺牙全周脱模结构,其特征在于:所述螺纹外模(11)和顶部盖体模具(9)的外侧卡合有内螺纹盖体(1)。
4.根据权利要求1所述的一种塑料螺母内螺牙全周脱模结构,其特征在于:所述底部支撑板(6)的底部且位于加长螺栓(16)之间通过螺栓孔安装有短螺栓(17)且短螺栓(17)的顶端位于压合板(5)外侧的螺栓孔b(15)内。
5.根据权利要求1所述的一种塑料螺母内螺牙全周脱模结构,其特征在于:所述底部支撑板(6)的顶部且位于外撑块(12)的外侧设置有弧形限位块(13)。
6.根据权利要求1所述的一种塑料螺母内螺牙全周脱模结构,其特征在于:所述定位环(2)和矩形定位板(3)之间设置具有防尘、防水功能的tpu垫环(20)。
技术总结
本发明公开了一种塑料螺母内螺牙全周脱模结构,包括内螺纹盖体、矩形定位板、垫板和底部支撑板,所述底部支撑板的顶部套设有外撑块且外撑块内部设置有内撑块,所述外撑块的顶部连接有螺纹外模且螺纹外模的顶部连接托模架,所述托模架的顶部卡合有顶部盖体模具,所述螺纹外模的底部设置有定位环且定位环的底部连接矩形定位板,所述外撑块的外侧由上至下分别套设有垫板和压合板,所述底部支撑板的底部轴心处套设有对位孔且内撑块的底端位于对位孔内。采用螺纹脱模结构,全周内斜顶内缩脱模,摒弃旋转脱模,简化结构,与油缸或马达旋转脱模对比结构简单,占用空间小,生产周期短,能够满足特殊产品(螺纹对产品定向要求)要求。
技术研发人员:邢建国
受保护的技术使用者:天津康圣特电子有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!