一种铝塑组合盖分离装置及其分离方法与流程
本发明涉及一种包装盖,具体地说是一种铝塑组合盖分离装置及其分离方法。
背景技术:
1、目前,一些口服液瓶、药液瓶、输液瓶等都采用玻璃瓶身并使用铝塑组合盖进行密封,在生产铝塑组合盖时,通常是先将塑盖中心铆柱穿过铝盖芯孔,然后再将铆接柱塑性变形,使其向外翻边压延在铝盖的芯孔边沿上,以实现铝盖与塑盖的铆接组合。
2、在铝塑组合盖生产的过程中难免会出现残次品,将这些有缺陷的铝塑组合盖分离回收再利用能够产生更大的经济价值。现有的铝盖与塑盖的分离方式是,将组合盖的内口向上,用一根杵杆杵动铝盖内芯上的塑盖,使塑盖上的铆柱体断裂,塑盖脱离。由于塑盖铆柱上的压延边的直径大于铝盖芯孔的孔径,所以,在塑盖脱离后,其铆柱上的压延边就留在了铝盖内。这在分离后的铝盖在回收后的回炉熔炼过程中,就难免会掺杂进塑料高分子材料,使得成分改变,影响二次利用。并且,这种组合盖的人工分离方式效率十分低下,难以满足废盖回收工作的工作需要。
技术实现思路
1、本发明的目的就是提供一种铝塑组合盖分离装置及其分离方法,以解决在分离铝塑组合盖时,分离的盖体上粘合杂质影响回收再利用的问题。
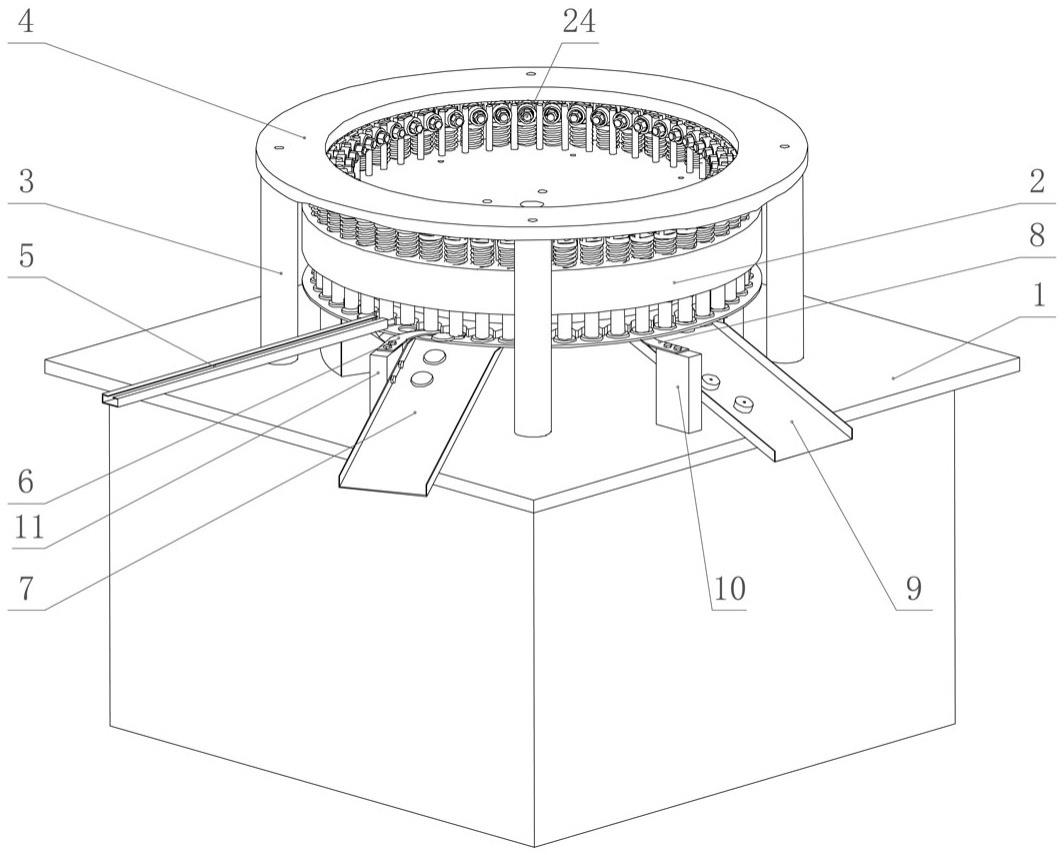
2、本发明是这样实现的:一种铝塑组合盖分离装置,包括:
3、固定工作台,用于承载各工作部件;
4、定位机构,设置在所述固定工作台上,用于定位及推压铝塑组合盖;
5、轨道盘,通过立柱连接在固定工作台上,位于所述定位机构上方,在所述轨道盘的下表面设置有弧形凹槽以及弧形凸起用以对应设置铝塑组合盖的进料位以及铝盖退料位;
6、热风循环组件,设置在固定工作台下方,用于软化铝塑组合盖的塑盖铆柱;
7、铝盖退料板,设置在定位机构的铝盖退料位处,紧贴所述定位机构的定位盘下表面,用于将铝盖从铝塑组合盖上剥离;以及
8、塑盖退料板,设置在定位机构由铝盖的退料位向铝塑组合盖的进料位的顺向旋转路径上,紧贴所述定位机构的定位盘上表面,用于将塑盖从定位盘上剥离。
9、进一步的,所述铝盖退料板与塑盖退料板均为镰刀形板片,所述铝盖在随定位机构顺向旋转过程中被铝盖退料板的内沿拦挡从铝塑组合盖上剥离;所述塑盖在随定位机构顺向旋转过程中被塑盖退料板的内沿拦挡从定位盘上剥离。
10、进一步的,所述定位机构包括由动力单元驱动旋转的导向盘、连接在所述导向盘下方的承接件、连接在所述承接件下方的环形定位盘以及设置在所述导向盘上的若干压杆组件,所述压杆组件呈环形阵列穿接在沿所述导向盘边缘开设的竖向通孔中,所述压杆组件由定位机构带动旋转随轨道盘下表面的起伏在所述竖向通孔中上下移动,在所述定位盘的边缘处开设有若干定位孔,所述定位孔的位置与在导向盘上开设的竖向通孔的位置相对,所述定位孔的直径略大于铝盖的外径且小于塑盖的外径。
11、进一步的,所述压杆组件包括穿接在所述导向盘竖向通孔中的轴杆、螺纹连接在所述轴杆下端的压头、螺纹连接在轴杆上端的轴座、套接在所述轴杆外侧的弹簧以及由销轴并接设置在轴座内侧的第一轴承和轴座外侧的第二轴承;所述弹簧的一端抵顶在导向盘的上表面,弹簧的另一端抵顶在所述轴座的下部凸沿上,所述第一轴承抵顶所述轨道盘的下表面,所述第二轴承由设置在导向盘上的挡销卡接限位。
12、进一步的,所述热风循环组件包括依次相连的回风管、风机、热风箱、送风管以及弧形风道,所述回风管的回风口位于所述弧形风道内侧,所述弧形风道向上收口形成有风嘴,所述风嘴位于所述定位盘的定位孔下方。
13、进一步的,在所述固定工作台上设置有第一枕块以及第二枕块,铝盖退料板以及塑盖退料板分别连接在第一枕块以及第二枕块上,在所述第一枕块的侧边连接有铝盖退料滑道,在所述第二枕块的侧边连接有塑盖退料滑道。
14、本发明铝盖塑盖分离方法包括:
15、a、启动本发明铝塑组合盖分离装置,使定位机构从铝塑组合盖的进料位向铝盖出料位顺向旋转;
16、b、热风循环组件预加热,使弧形风道风嘴处的出风温度达到140℃-160℃,将出风温度温度控制在140℃-160℃,使塑盖铆柱的外翻边软化收缩且不至于融化,能够将铝盖在不粘连塑盖材料的情况下从铝塑组合盖上剥离;
17、c、通过进料通道将铝塑组合盖从进料位送入定位盘,铝塑组合盖中的铝盖穿接在定位盘的定位孔中,铝塑组合盖中的塑盖卡接在所述定位盘的上表面;
18、d、在定位机构带动铝塑组合盖从进料位向铝盖出料位顺向旋转的过程中,位于定位孔下方的风嘴吹出的热风使铝塑组合盖中的塑盖铆柱软化收缩;
19、e、随定位机构旋转至铝盖出料位的压杆组件向下推压铝塑组合盖使塑盖变形,将铝盖外露于定位盘下表面,外露的铝盖受到铝盖退料板的拦挡被从铝塑组合盖上剥离;
20、f、在定位机构继续带动塑盖从铝盖出料位向进料位顺向旋转的过程中,所述塑盖被塑盖退料板从定位盘上剥离。
21、步骤c中,当定位机构上的压杆组件旋转进入进料位时,压杆组件沿轨道盘上的弧形凹槽向上移动,在压头与定位孔之间形成可容纳铝塑组合盖进入定位机构的空隙;
22、当定位机构上的压杆组件旋转离开进料位时,压杆组件沿轨道盘上的弧形凹槽向下移动,压头抵顶限位定位孔中的铝塑组合盖。
23、步骤e中,当定位机构上的压杆组件旋转进入铝盖退料位时,压杆组件沿轨道盘上的弧形凸起向下移动,压头向下推压铝塑组合盖使塑盖变形;当定位机构上的压杆组件旋转离开铝盖退料位时,压杆组件沿轨道盘上的弧形凸起向上移动,压头抵顶限位定位盘上的塑盖。
24、本发明通过在定位机构下方设置热风循环组件,使定位盘上的塑盖铆柱软化收缩,铝塑组合盖在定位机构旋转过程中,被铝盖退料板以及塑盖退料板拦挡实现铝盖同塑盖的分离,铝盖和塑盖分别被相应位置的滑道收集回收再利用,由于塑盖铆柱被风嘴吹出的热风软化,因此被回收的铝盖和塑盖能够彻底分离无挂连,相互无杂质粘合,提高了盖体回收再利用率。
25、本发明铝塑组合盖分离装置还具有以下优点:
26、1、通过将定位机构设置为圆盘状,能够实现铝塑组合盖的连续快速分离作业,且定位盘上可设置更多的定位孔,对铝塑组合盖的处理量大,效率高。
27、2、整体结构紧凑,体积小,节约空间场地的同时也便于安装布置。
28、3、通过将热风循环组件的回风口设置于弧形风道内侧,使得从风嘴中吹出的大部分热风从回风口再次进入风机并被循环利用,可以降低能耗、节约装置作业成本。
技术特征:
1.一种铝塑组合盖分离装置,其特征在于,包括:
2.如权利要求1所述的铝塑组合盖分离装置,其特征在于,所述铝盖退料板与塑盖退料板均为镰刀形板片,所述铝盖在随定位机构顺向旋转过程中被铝盖退料板的内沿拦挡从铝塑组合盖上剥离;所述塑盖在随定位机构顺向旋转过程中被塑盖退料板的内沿拦挡从定位盘上剥离。
3.如权利要求1所述的铝塑组合盖分离装置,其特征在于,所述定位机构包括由动力单元驱动旋转的导向盘、连接在所述导向盘下方的承接件、连接在所述承接件下方的环形定位盘以及设置在所述导向盘上的若干压杆组件,所述压杆组件呈环形阵列穿接在沿所述导向盘边缘开设的竖向通孔中,所述压杆组件由定位机构带动旋转随轨道盘下表面的起伏在所述竖向通孔中上下移动,在所述定位盘的边缘处开设有若干定位孔,所述定位孔的位置与在导向盘上开设的竖向通孔的位置相对,所述定位孔的直径略大于铝盖的外径且小于塑盖的外径。
4.如权利要求3所述的铝塑组合盖分离装置,其特征在于,所述压杆组件包括穿接在所述导向盘竖向通孔中的轴杆、螺纹连接在所述轴杆下端的压头、螺纹连接在轴杆上端的轴座、套接在所述轴杆外侧的弹簧以及由销轴并接设置在轴座内侧的第一轴承和轴座外侧的第二轴承;所述弹簧的一端抵顶在导向盘的上表面,弹簧的另一端抵顶在所述轴座的下部凸沿上,所述第一轴承抵顶所述轨道盘的下表面,所述第二轴承由设置在导向盘上的挡销卡接限位。
5.如权利要求3所述的铝塑组合盖分离装置,其特征在于,所述热风循环组件包括依次相连的回风管、风机、热风箱、送风管以及弧形风道,所述回风管的回风口位于所述弧形风道内侧,所述弧形风道向上收口形成有风嘴,所述风嘴位于所述定位盘的定位孔下方。
6.如权利要求1所述的铝塑组合盖分离装置,其特征在于,在所述固定工作台上设置有第一枕块以及第二枕块,铝盖退料板以及塑盖退料板分别连接在第一枕块以及第二枕块上,在所述第一枕块的侧边连接有铝盖退料滑道,在所述第二枕块的侧边连接有塑盖退料滑道。
7.一种铝盖塑盖分离方法,其特征在于,包括:
8.如权利要求7所述的铝盖塑盖分离方法,其特征在于,步骤c中,
9.如权利要求7所述的铝盖塑盖分离方法,其特征在于,步骤e中,
技术总结
本发明公开了一种铝塑组合盖分离装置及其分离方法,本发明铝塑组合盖分离装置包括固定工作台、轨道盘、定位机构、热风循环组件、铝盖退料板以及塑盖退料板;所述定位机构由设置在固定工作台上的动力单元驱动旋转,定位机构上的压杆组件沿轨道盘下表面上下移动,压杆组件配合定位盘完成对铝塑组合盖的定位及推压,再辅以热风循环组件向定位盘上的铝塑组合盖吹出热风使塑盖铆柱软化收缩,铝塑组合盖在随定位机构顺向旋转的过程中,铝盖在铝盖退料位被铝盖退料板剥离,塑盖被塑盖退料板剥离。本发明将铝塑组合盖的铝盖塑盖分离回收再利用,被回收的铝盖和塑盖分离彻底互不挂连,且铝盖上无杂质粘合,盖体的回收再利用率高。
技术研发人员:胡京山,陶宇,刘增鲁,牛楠,李杰,柴景明,寇新春,杨振永,梁昭权,卢洪林
受保护的技术使用者:河北金环包装有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!