一种短切纤维逾浸料全自动生产线的制作方法
本发明涉及短切纤维逾浸料,特别涉及一种短切纤维逾浸料全自动生产线。
背景技术:
1、现有的短切纤维逾浸料依靠人工上下料,费时费力,人工消耗比较大,并且刺激性气味大对人工不友好,并且原始技术采用人工撕松,撕松效果不稳定,原始设备通过自然晾干,晾干时间长,晾干不均匀,同时采用二辊或三辊撕松机对物料进行再次撕松存在以下缺点一是现有的二辊或三辊撕松机的撕松辊同向运动,撕松辊对物料进行冲击、挂扯从而实现对物料的蓬松。对树脂粘度高、纤维间粘结力大的预混料撕扯力不足,撕松效果差,二是现有的二辊或三辊撕松机进料采取拨料辊配合压板结构,进料口间隙小,大块物料进料困难。树脂粘度高的预混料进料时,被拨料辊碾压后物料松散度降低且容易发生粘棍问题。
技术实现思路
1、本发明的目的是提供一种短切纤维逾浸料全自动生产线,实现生产时的自动化上料、捏合、撕松、烘干,提高生产效率,降低人员参与度,提高产品的成型质量,方便推广。
2、为了达到上述发明目的,本发明采用的技术方案为:
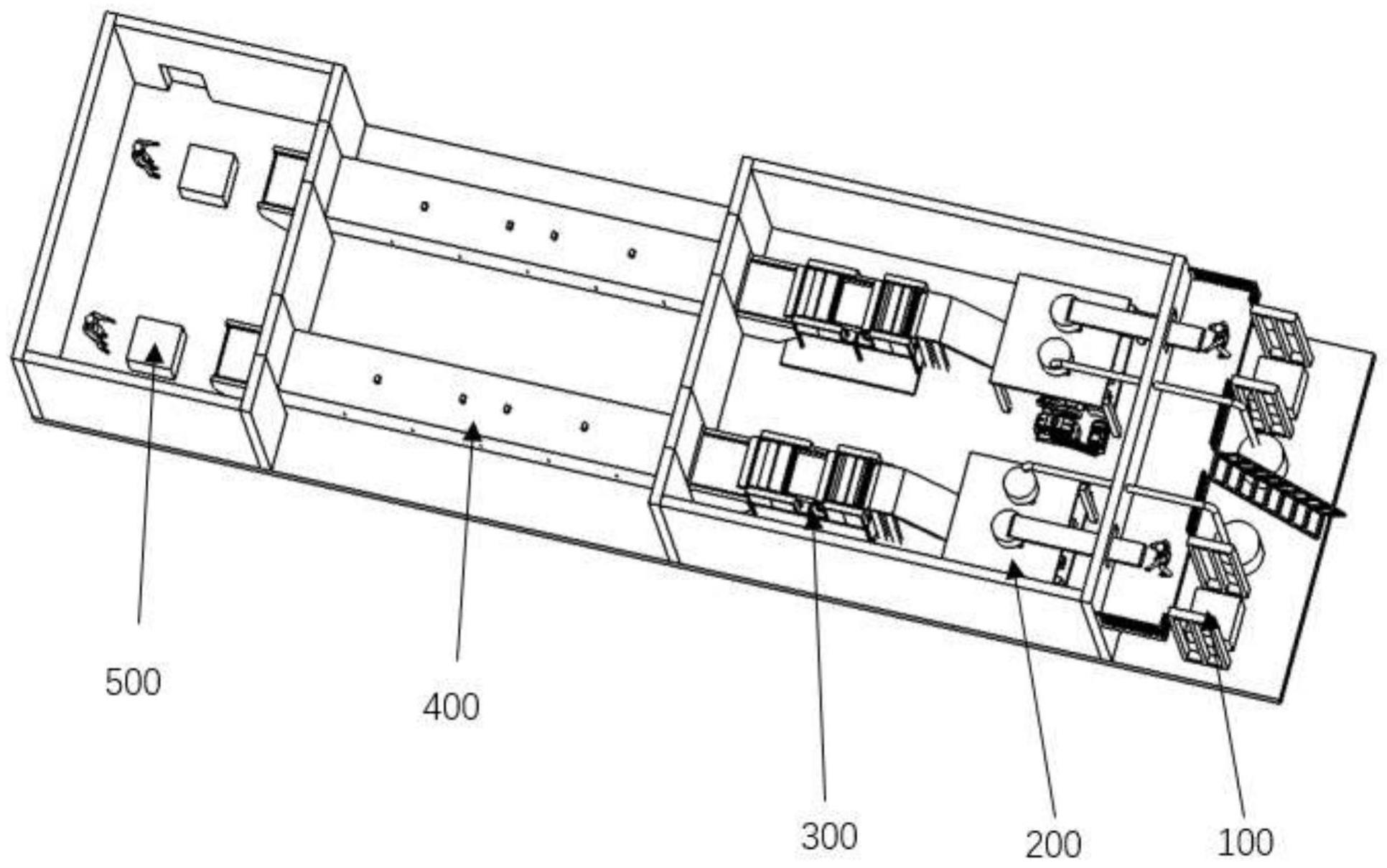
3、一种短切纤维逾浸料全自动生产线,包括自动升降机、树脂试重称捏合单元、撕松机、传送带烘箱加热系统、自动装箱,所述自动升降机包括对称设有的升降机,所述升降机内侧固定设有成对设置的树脂圆桶,所述升降机和树脂圆桶上方固定设有上料平台,所述上料平台上方设有上料传送带,所述自动装箱包括料箱;
4、所述树脂试重称捏合单元包括成对设置在上料传送带下方的短切玻璃纤维试重称,所述短切玻璃纤维试重称一侧固定设有高硅氧纤维试重称,所述高硅氧纤维试重称远离短切玻璃纤维试重称的一侧固定设有树脂试重称,所述短切玻璃纤维试重称、高硅氧纤维试重称和树脂试重称下方固定设有捏合机。
5、进一步的,所述撕松机包括固定设置在捏合机一侧的上传送带,所述上传送带远离捏合机的一侧固定设有大块钉滚撕松机,所述大块钉滚撕松机远离上传送带的一侧固定设有小块钉滚撕松机。
6、进一步的,所述传送带烘箱加热系统包括烘箱传送带,所述烘箱传送带一侧固定设有电加热烘箱,所述电加热烘箱包括低温烘干箱、常温烘干箱、高温烘干箱和超高温烘干箱。
7、进一步的,所述低温烘干箱的使用温度为100℃以下。
8、进一步的,所述常温烘干箱的使用温度为100-250℃。
9、进一步的,所述高温烘干箱的使用温度为250-400℃。
10、进一步的,所述超高温烘干箱的使用温度为400-600℃。
11、进一步的,生产包括以下步骤:
12、步骤一:由自动升降机把玻璃纤维,上升至人工辅助平台;
13、步骤二:人工把短切玻璃纤维和高硅氧纤维撕松机分别放置上料平台和上料传送带上,传送到短切玻璃纤维试重称和高硅氧纤维试重称内;
14、步骤三:通过管道把树脂圆桶的树脂抽送至树脂试重称,根据调节自动给捏合机加注树脂和纤维,翻转搅拌均匀;
15、步骤四:通过上传送带传输至两级撕松机,大块钉滚撕松机入口,对料片进行第一次撕松,出料口对接传送带,传送到小块钉滚撕松机入口,进行二次撕松;
16、步骤五:二次撕松完成后,从出料口把料放置到烘箱传送带上,通过传送带在电加热烘箱的传送,实现烘箱对料片进行烘干,固化,酒精挥发;
17、步骤六:把成品料片传送至送料箱。
18、作为改进,本发明的有益效果为:
19、本发明的一种短切纤维逾浸料全自动生产线,解决原技术捏合机依靠人工上下料,费时费力,人工消耗比较大,并且刺激性气味大对人工不友好,并且原始技术采用人工撕松,撕松效果不稳定,原始设备通过自然晾干,晾干时间长,晾干不均匀等问题,实现自动化上料、捏合、撕松、烘干,提高生产效率,降低人员参与度,提高产品的成型质量,自动化程度高,撕松大小规格一致性好,烘干均匀快速,人员操作友好。
技术特征:
1.一种短切纤维逾浸料全自动生产线,包括自动升降机(100)、树脂试重称捏合单元(200)、撕松机(300)、传送带烘箱加热系统(400)、自动装箱(500),其特征在于,所述自动升降机(100)包括对称设有的升降机(101),所述升降机(101)内侧固定设有成对设置的树脂圆桶(102),所述升降机(101)和树脂圆桶(102)上方固定设有上料平台(103),所述上料平台(103)上方设有上料传送带(104),所述自动装箱(500)包括料箱(501);
2.根据权利要求1所述的一种短切纤维逾浸料全自动生产线,其特征在于,所述撕松机(300)包括固定设置在捏合机(204)一侧的上传送带(301),所述上传送带(301)远离捏合机(204)的一侧固定设有大块钉滚撕松机(302),所述大块钉滚撕松机(302)远离上传送带(301)的一侧固定设有小块钉滚撕松机(303)。
3.根据权利要求1所述的一种短切纤维逾浸料全自动生产线,其特征在于,所述传送带烘箱加热系统(400)包括烘箱传送带(402),所述烘箱传送带(402)一侧固定设有电加热烘箱(401),所述电加热烘箱(401)包括低温烘干箱、常温烘干箱、高温烘干箱和超高温烘干箱。
4.根据权利要求3所述的一种短切纤维逾浸料全自动生产线,其特征在于,所述低温烘干箱的使用温度为100℃以下。
5.根据权利要求3所述的一种短切纤维逾浸料全自动生产线,其特征在于,所述常温烘干箱的使用温度为100-250℃。
6.根据权利要求3所述的一种短切纤维逾浸料全自动生产线,其特征在于,所述高温烘干箱的使用温度为250-400℃。
7.根据权利要求3所述的一种短切纤维逾浸料全自动生产线,其特征在于,所述超高温烘干箱的使用温度为400-600℃。
8.根据权利要求1所述的一种短切纤维逾浸料全自动生产线,生产包括以下步骤:
技术总结
本发明的目的是提供一种短切纤维逾浸料全自动生产线,解决原技术捏合机依靠人工上下料,费时费力,人工消耗比较大,并且刺激性气味大对人工不友好,并且原始技术采用人工撕松,撕松效果不稳定,原始设备通过自然晾干,晾干时间长,晾干不均匀等问题,实现自动化上料、捏合、撕松、烘干,提高生产效率,降低人员参与度,提高产品的成型质量,自动化程度高,撕松大小规格一致性好,烘干均匀快速,人员操作友好。
技术研发人员:高昌,唐茂生
受保护的技术使用者:江苏万事预复合材料科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!