一种陶瓷基和碳/碳复合材料构件的加工方法与流程
本申请涉及复合材料构件加工,特别是涉及一种陶瓷基和碳/碳复合材料构件的加工方法。
背景技术:
1、陶瓷基和碳/碳复合材料构件的加工技术在复合材料及其构件的制备中占有极其重要的地位。以陶瓷基复合材料及其构件的加工为例,在采用先驱体转化(pip)工艺和化学气相渗透(cvi)工艺制备c/sic、sic/sic,反应熔渗(rmi)工艺制备c/c-sic、sic/c-sic时,常常需要进行多次机械加工,才能获得高精度的复合材料构件。
2、现有的加工技术存在以下不足:
3、一是加工刀具的成本昂贵。由于sic等陶瓷基体的硬度高,所以必须采用昂贵的金刚石刀具和c-bn刀具,即使采用了高硬度的加工刀具,在加工过程中磨损也很快,需要频繁更换刀具,以确保加工精度,消耗量大,增加加工成本。
4、二是加工时间长。由于sic和c等基体的脆性大,加上加工刀具均为小锐角的粒状排列,加工时刀具与工件的接触面小,造成加工时进刀量小,走刀速度慢,所以加工时间长,加工效率低。
5、三是机加设备防护难度大,受损害严重。加工过程中产生的细小碳纤维粉尘,由于导电性良好,易对机加设备的电气系统造成干扰,甚至短路烧毁。sic等陶瓷粉尘硬度大,负压抽空防护装置很难完全除去陶瓷粉尘,进入设备内部后会导致轴承、导轨、丝杆等严重磨损,轻则影响精度,重则甚至使设备报废。
6、对于三轴、四轴、五轴等活动部件多的精密加工设备,防护尤其困难,因此陶瓷基和碳/碳复合材料的加工已成为制备技术中的重大难题。综合来看,陶瓷基和碳/碳复合材料的加工费用可达总制造费用的30%以上,针对复杂构件甚至达50%以上。
7、目前有关陶瓷基和碳/碳复合材料加工技术的研究,大多集中在优化刀具材质和加工工工艺参数、优化机加设备防护措施等方面。简科[国防科技大学博士论文]在其论文中研究了pip工艺制备c/sic的加工时机:在4~5次致密化周期时,加工较为容易;超过5次时,机体中sic含量逐渐增加,铣削难度快速增加(指金刚石刀具的磨损量增大),虽然论文中提出了加工时机问题,但没有提及加工精度和构件的变形问题。
8、有少量报道涉及在树脂基复合材料成型阶段,进行粗加工以减少最终陶瓷基复合材料加工量。如frenkel报道{walter frenkel and ralph renz,chapter 16,cmcs forfriction applications,in ceramic matrix composites(fiber reinforced ceramicsand their applications),ed.walter frenkel,wiley-vch,2008},在制备c/c-sic刹车片时,在模压成型树脂基复合材料后,先初步加工,去除多余的边角料,待渗硅完成后,再进行精加工。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种陶瓷基和碳/碳复合材料构件的加工方法,以便降低加工成本和加工设备维护难度,同时提高加工效率并获得高精度的复合材料构件。
2、本发明提供一种陶瓷基和碳/碳复合材料构件的加工方法,包括:
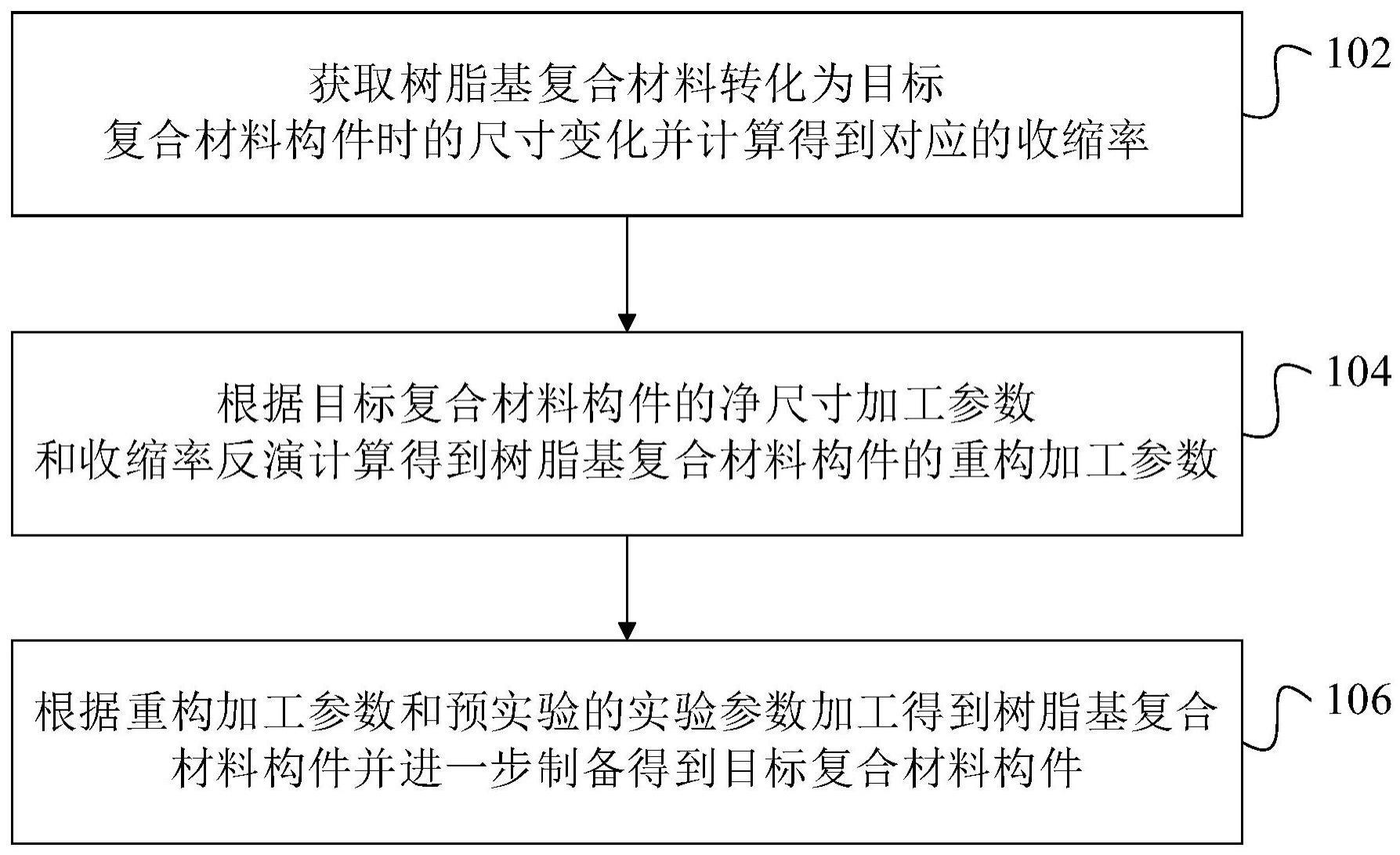
3、获取树脂基复合材料转化为目标复合材料构件时的尺寸变化并计算得到对应的收缩率;收缩率是通过预实验得到的;目标复合材料构件为陶瓷基复合材料构件或碳/碳复合材料构件;
4、根据目标复合材料构件的净尺寸加工参数和收缩率反演计算得到树脂基复合材料构件的重构加工参数;
5、根据重构加工参数和预实验的实验参数加工得到树脂基复合材料构件并进一步制备得到目标复合材料构件。
6、本发明创造性地提出:通过精确确定复合材料在制备过程中的收缩率,将陶瓷基和碳/碳复合材料构件的精密加工转化为容易进行的树脂基复合材料构件的精密加工,待复合工艺完成后,成品构件即满足净尺寸精度要求。
7、本发明的突出优势在于:
8、1、适应性广。本技术方案的核心在于将陶瓷等难加工工艺提前,并转化为易进行的树脂基复合材料加工工艺,使得高精度复合材料构件的实现难度大大降低。因此,凡是在成型和制备过程中构件尺寸有恒定变化的场合均可采用本方案。
9、2、加工成本显著降低。由于加工阶段的转化,本方案在三个方面显著降低了加工成本:一是采用普通的廉价白钢刀即可满足树脂基复合材料构件的加工要求,相比昂贵的金刚石和c-bn刀具节约了大量成本;二是加工时间大幅度缩短:由于加工参数(进刀量和走刀速度)较金刚石等刀具要提高一个数量级,所以加工时间减少,相应成本降低;三是设备受损害较小,设备防护难度降低,设备配件更换减少,相应也降低了成本。
10、3、加工设备防护难度显著降低。在背景技术中已经详述了陶瓷基和碳/碳复合材料加工过程对加工设备造成的严重危害,而且微小进刀量和慢走刀速度会造成更细微的粉尘,更长加工时间导致累积更多量的粉尘,对设备的损害严重,且一般的真空负压抽取装置难以有效去除这些有害粉尘。
11、本专利技术中树脂基复合材料构件的精密加工,一是彻底废除了高硬度陶瓷粉尘所导致的设备磨损影响;二是大进刀量和快速走刀形成加工碎屑尺寸较大,简单的空气沉降即可去除绝大部分粉尘,包括导电的碳纤维,多包裹于树脂中,难以形成飘浮物,因而对设备的电气系统没有影响;三是可以方便地进行湿法加工。这些因素合并在一起,机加设备的防护则变得简单易行。
技术特征:
1.一种陶瓷基和碳/碳复合材料构件的加工方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述获取树脂基复合材料转化为目标复合材料构件时的尺寸变化并计算得到对应的收缩率,包括:
3.根据权利要求1所述的方法,其特征在于,所述目标复合材料构件和所述树脂基复合材料构件包括二维简单型面构件和三维复杂型面构件;
4.根据权利要求3所述的方法,其特征在于,若所述目标复合材料构件和所述树脂基复合材料构件为二维简单型面构件,所述根据目标复合材料构件的净尺寸加工参数和所述收缩率反演计算得到树脂基复合材料构件的重构加工参数,包括:
5.根据权利要求3所述的方法,其特征在于,若所述目标复合材料构件和所述树脂基复合材料构件为三维复杂型面构件,所述根据目标复合材料构件的净尺寸加工参数和所述收缩率反演计算得到树脂基复合材料构件的重构加工参数,包括:
6.根据权利要求1所述的方法,其特征在于,根据重构加工参数加工得到树脂基复合材料构件并进一步制备得到目标复合材料构件,包括:
7.根据权利要求6所述的方法,其特征在于,所述步骤s1中,纤维预制件的制备方法为:单向纤维铺层、针刺毡、纤维布叠层、2.5d编织、3d编织或缠绕成型中的一种;其中纤维为碳纤维、sic纤维、si3n4纤维、沥青纤维或石墨纤维中的一种或多种;
8.根据权利要求6所述的方法,其特征在于,所述步骤s2中采用的陶瓷先驱体包括聚碳硅烷、聚氮硅烷、聚硅氧烷或聚硼氮烷中的一种或多种;
9.根据权利要求6所述的方法,其特征在于,所述步骤s3中采用的机加工设备包括数控铣数控车,数控磨或电火花线切割机中的一种或多种;
10.根据权利要求6所述的方法,其特征在于,当所述陶瓷基复合材料构件为c/c-sic构件时,所述树脂基复合材料为c/c毛坯件;
技术总结
本申请涉及一种陶瓷基和碳/碳复合材料构件的加工方法。所述方法包括:获取树脂基复合材料转化为目标复合材料构件时的尺寸变化并计算得到对应的收缩率;收缩率是通过预实验得到的;根据目标复合材料构件的净尺寸加工参数和所述收缩率反演计算得到树脂基复合材料构件的重构加工参数;根据重构加工参数和预实验的实验参数加工得到树脂基复合材料构件并进一步制备得到目标复合材料构件。采用本方法能够降低加工成本、加工设备维护难度以及提高加工效率并获得高精度的复合材料构件。
技术研发人员:胡海峰
受保护的技术使用者:湖南远辉复合材料有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!