一种双层结构复合材料包容机匣及其制备方法与流程
本发明属于结构功能一体化复合材料,涉及一种双层结构复合材料包容机匣及其制备方法。
背景技术:
1、涡扇发动机包容机匣不仅为外来空气提供进入通道,而且需要在高速旋转的叶片受到外物撞击或发生内部缺陷断裂时将高速高能的危险碎片包容住,因此需要具有足够的结构刚度及断叶包容能力。传统的包容机匣大多采用全金属材料或芳纶纤维缠绕金属内环的半复材结构,相较而言,树脂基复合材料具有密度低、比强度、比模量高等特点,在发动机推重比和效率不断提高的驱动下,制备复合材料包容机匣已成为一个必然的趋势。
2、目前复合材料包容机匣普遍采用碳纤维复合材料制备,如美国专利us8322971b2、欧洲专利ep1674244、欧洲专利ep1674671均采用碳纤维机织预制体在缠绕芯轴上后,再通过树脂液态成型制备得到复合材料包容机匣。与有机纤维相比,碳纤维密度大、模量高、韧性低,在实现相同包容能力下,碳纤维复合材料比有机纤维复合材料重量更大,减重效果有限;经过试验验证发现,通过预制体缠绕工艺制备的包容机匣,多层预制体的层间界面处仅靠树脂进行粘接,没有纤维增强,在受到冲击时极易发生树脂基体破裂,从而导致分层失效,同时缠绕工艺中最外层预制体的末端属于自由端,在受到冲击后也容易引发大面积撕裂脱粘,导致机匣出现分层甚至发生机匣解体,存在较高的安全隐患。
技术实现思路
1、本发明的目的是:为了解决现有技术中预制体缠绕存在层间界面薄弱点的技术缺陷,本发明提供一种双层结构复合材料包容机匣及其制备方法。
2、为解决此技术问题,本发明的技术方案是:
3、一方面,提供一种双层结构复合材料包容机匣,由碳纤维复合材料芯层和有机纤维复合材料包容层组成,其中,
4、碳纤维复合材料芯层由单向碳纤维预浸料铺贴,热压罐成型技术制备;
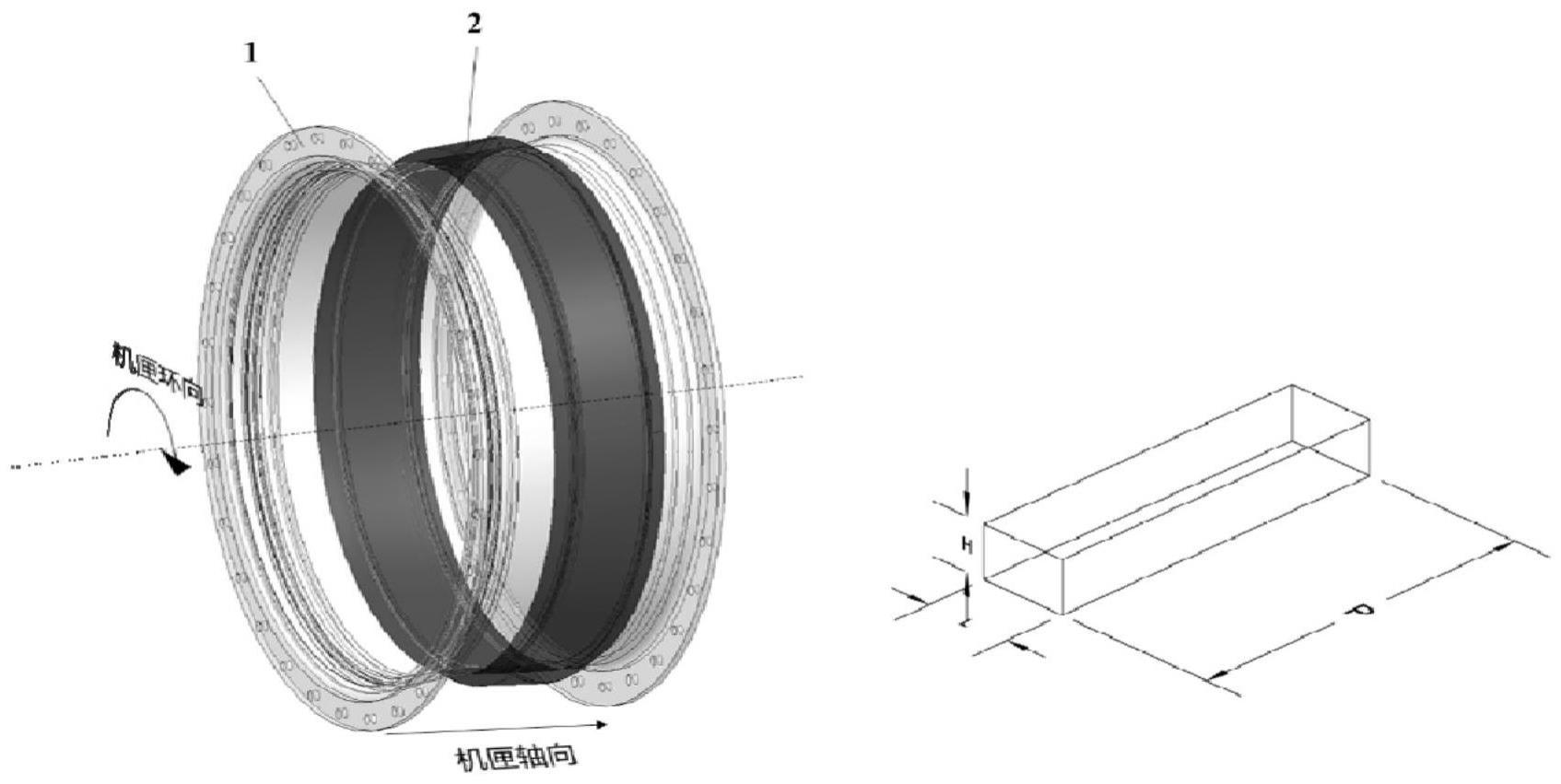
5、有机纤维复合材料包容层由有机纤维纤维整体编织在碳纤维复合材料芯层上,rtm成型技术制备;包容层有机纤维的整体编织规则如下:
6、包容层有机纤维纱线以机匣轴向为编织经向,以机匣环向为编织纬向,其中有机纤维纱线的经纱、纬纱均为连续纱线;
7、有机纤维纬纱的总列数为p/b,其中,p为包容层沿轴向要求的宽度,b为纬纱沿芯层轴向移动的距离;
8、奇数列纬纱穿过的交叉开口的经纱相同,偶数列纬纱穿过的交叉开口的经纱相同,奇数列纬纱与偶数列纬纱所经过的交叉开口的经纱不同,沿机匣环向方向形成交互联锁结构,消除经纱排布列之间的界面;连续的纬纱绕机匣一周穿过一层经纱开口后,沿厚度方向移动后继续穿过下一层经纱开口,直至达到指定厚度h,消除经纱排布层之间的界面;
9、包容层有机纤维纱线的经纱、纬纱均为连续纱线,通过纬纱连续编织,经纱、纬纱成为一个整体编织物,消除了纯树脂粘接的界面。
10、一方面,提供所述双层结构复合材料包容机匣的制备方法,如下:
11、(1)制备碳纤维复合材料芯层:将碳纤维预浸料铺贴在成型芯模上,固化脱模后得到净尺寸的碳纤维复合材料芯层;
12、(2)制备有机纤维复合材料包容层:
13、a)根据包容层厚度h要求确定有机纤维经纱层数n,在碳纤维复合材料芯层表面沿机匣环向排布m列经纱,由包容区上端开始,相邻列经纱交叉开口引入第一列第一圈纬纱,第一圈纬纱沿机匣环向依次穿过第一层第i列与第i+1列经纱的开口,总计穿过m列经纱后回到第一列第一圈纬纱起始位置,纬纱沿厚度方向向外移动h/n距离继续沿机匣环向依次穿过第二层第i列与第i+1列经纱的开口形成第一列第二圈纬纱,总计穿过m列经纱后回到第一列第二圈纬纱起始位置,依次完成n圈纬纱缠绕后n层经纱互锁达到指定厚度h,完成第一列纬纱编织,此时纬纱位于第一列第n圈位置;
14、b)纬纱沿芯层轴向移动b距离后依次穿过第n层第i+1列与第i+2列经纱的开口形成第二列第n圈纬纱,总计穿过m列经纱后回到第二列第n圈纬纱起始位置,纬纱沿厚度方向向内移动h/n距离继续沿机匣环向穿过第n-1层第i+1列与第i+2列经纱的开口形成第二列第n-1圈纬纱,依次完成n圈纬纱缠绕后n层经纱互锁达到指定厚度h,完成第二列纬纱编织,此时纬纱达位于第二列第一圈位置,纬纱沿芯层轴向移动b距离开始下一列第一圈纬纱编织;其中,i为正整数,i≤m-1。
15、c)重复步骤a)、步骤b),完成p/b列纬纱编织后,达到包容层沿轴向要求的宽度p,得到整体编织的有机纤维包容层。
16、d)复合材料包容机匣固化成型:在有机纤维包容层中填充树脂升温固化,得到一种双层结构复合材料包容机匣。
17、碳纤维复合材料芯层在成型芯模上的铺贴方法为手工铺贴或自送铺丝或自动铺带中的一种或多种。
18、包容层有机纤维纱线以机匣轴向为编织经向,以机匣环向为编织纬向。包容层有机纤维中经纱、纬纱均为连续纱线。
19、包容层有机纤维纬纱中奇数列纬纱穿过的交叉开口的经纱相同,偶数列纬纱穿过的交叉开口的经纱相同,奇数列纬纱与偶数列纬纱所经过的交叉开口的经纱不同,沿机匣环向方向形成交互联锁结构,消除经纱排布列之间的界面;连续的纬纱绕机匣一周穿过一层经纱开口后,沿厚度方向移动后继续穿过下一层经纱开口,直至达到指定厚度h,消除经纱排布层之间的界面。
20、包容层有机纤维为芳纶纤维、高分子量聚乙烯纤维、聚对苯撑苯并双噁唑纤维、聚对苯并咪唑纤维、聚苯撑吡啶并二咪唑纤维、聚酰亚胺纤维中的一种或者多种。
21、本发明的有益效果是:
22、本发明包容区有机纤维采用连续的纬纱依次穿过经纱开口,奇数列纬纱穿过的交叉开口的经纱相同,偶数列纬纱穿过的交叉开口的经纱相同,奇数列纬纱与偶数列纬纱所经过的交叉开口的经纱不同,沿机匣环向方向形成交互联锁结构,通过连续的纬纱经过设计好的经纱开口实现了整体编织,消除了经纱排布列之间的界面;连续的纬纱绕机匣一周穿过一层经纱开口后,沿厚度方向移动后继续穿过下一层经纱开口,直至达到指定厚度h,消除了经纱排布层之间的界面,形成了整体编织结构的包容层,有效避免了包容机匣受冲击后的层间失效风险,提升了机匣的包容能力。
23、相比于有机纤维,碳纤维密度大、模量高、韧性低,在实现相同包容能力下,碳纤维复合材料比有机纤维复合材料厚度更大,导致机匣重量更大,因此本发明使用碳纤维复合材料与有机纤维复合材料组合,相比于纯碳纤维包容机匣制备技术可实现进一步减重。
24、与现有编织预制体缠绕工艺相比,本发明采用整体编织技术不需要二次缠绕,所需生产设备少,生产效率更高。
25、将结构承载功能与包容功能分离,通过碳纤维复合材料、有机纤维复合材料分别实现结构承载能力与包容能力,可按照功能需求进行分离式设计及考核,大大缩短研制周期。
技术特征:
1.一种双层结构复合材料包容机匣,由碳纤维复合材料芯层和有机纤维复合材料包容层组成,其特征在于:其中,
2.根据权利要求1所述双层结构复合材料包容机匣的制备方法,其特征在于,制备方法如下:
3.根据权利要求2所述的制备方法,其特征在于,碳纤维复合材料芯层在成型芯模上的铺贴方法为手工铺贴或自送铺丝或自动铺带中的一种或多种。
4.根据权利要求2所述的制备方法,其特征在于,包容层有机纤维纱线以机匣轴向为编织经向,以机匣环向为编织纬向。
5.根据权利要求2所述的制备方法,其特征在于,包容层有机纤维中经纱、纬纱均为连续纱线。
6.根据权利要求2所述的制备方法,其特征在于,包容层有机纤维纬纱中奇数列纬纱穿过的交叉开口的经纱相同,偶数列纬纱穿过的交叉开口的经纱相同,奇数列纬纱与偶数列纬纱所经过的交叉开口的经纱不同,沿机匣环向方向形成交互联锁结构,消除经纱排布列之间的界面;连续的纬纱绕机匣一周穿过一层经纱开口后,沿厚度方向移动后继续穿过下一层经纱开口,直至达到指定厚度h,消除经纱排布层之间的界面。
7.根据权利要求2所述的制备方法,其特征在于,i为正整数,i≤m-1。
8.根据权利要求2所述的制备方法,其特征在于,包容层有机纤维为芳纶纤维、高分子量聚乙烯纤维、聚对苯撑苯并双噁唑纤维、聚对苯并咪唑纤维、聚苯撑吡啶并二咪唑纤维、聚酰亚胺纤维中的一种或者多种。
技术总结
本发明提出了一种双层结构复合材料包容机匣及其制备方法。该双层结构包容机匣为“碳纤维复合材料芯层+有机纤维包容层”结构形式,其有机纤维包容层纤维为整体编织在碳纤维复合材料芯层上。本发明采用高强度碳纤维复合材料作为包容机匣结构承载层,有效提升包容机匣在冲击载荷下保持结构完整性的能力;有机纤维包容层采用经纱、纬纱连续交错互锁,消除了包容机匣受冲击后的层间失效风险,提升了机匣的包容能力。
技术研发人员:张代军,燕吉强,雷帅,刘燕峰,李军,陈祥宝
受保护的技术使用者:中国航发北京航空材料研究院
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!