一种复材蜂窝夹芯板深孔加工方法与流程
本发明涉及板材上的孔加工方法,特别涉及一种在复材蜂窝夹芯板上加工深孔的方法。
背景技术:
1、复材蜂窝夹芯板是航空内饰部件上常用的夹层结构板材,它由上下两层复合材料面板和作为夹层结构中心构件的蜂窝芯胶接而成,蜂窝芯通常为纸蜂窝芯。不仅承载能力强、自身质量小,而且具有光滑的气动表面、吸音、隔热、耐疲劳等优点,因此被广泛地应用。
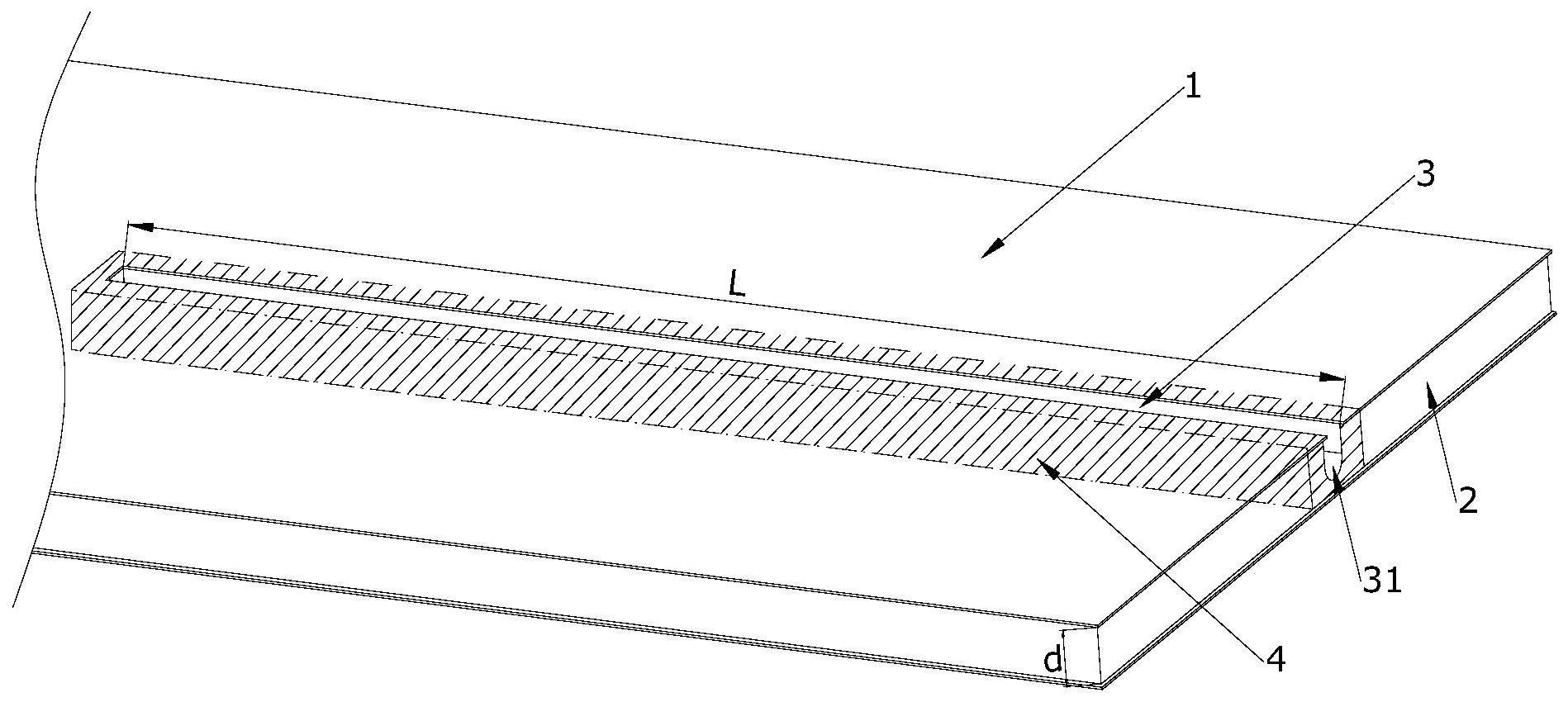
2、结合附图1所示,在复材蜂窝夹芯板上加工的孔,是平行于面板方向(即垂直于夹芯板厚度方向)在蜂窝芯上形成的,孔横穿蜂窝芯的芯格,纸蜂窝芯在孔机加工后破损形成毛刺不可避免,并且这样的孔方向在加工时定位困难,加工后的孔无法保证孔精度。
3、目前常采用的方法是在蜂窝芯需要加工孔的部位填充灌封胶,固化成型后再钻孔以解决毛刺问题。但是对于深孔(一般指深度超过0.5米),过长的钻头会在加工过程中会产生晃动,使得灌封胶碎裂,钻出的孔无法满足位置度、内壁粗糙度以及尺寸需求,也使得复材蜂窝夹芯板无法应用于高精度配合场景。
技术实现思路
1、发明目的:本发明的目的是提供一种在复材蜂窝夹芯板上加工深孔的方法,改善钻孔方式产生的纸蜂窝芯毛刺、孔质量不佳等问题。
2、技术方案:一种复材蜂窝夹芯板深孔加工方法,包括以下步骤:
3、步骤s10:制造夹芯板时,对蜂窝芯待加工孔区域预填充灌封胶并固化;
4、步骤s20:从夹芯板的一侧面板表面开始,以平行于夹芯板厚度方向,向蜂窝芯内铣切沉槽,沉槽的一端与夹芯板周向侧面贯穿;
5、步骤s30:向沉槽内放置预制管,预制管内孔与待加工孔一致;
6、步骤s40:向沉槽内填充灌封胶,至与面板表面齐平,对预制管固定;
7、步骤s50:在面板表面铺贴干玻璃布覆盖沉槽区域,通过涂刷树脂胶使干玻璃布粘接;
8、步骤s60:待树脂胶固化后,对干玻璃布边缘打磨平滑。
9、进一步的,步骤s50中:在面板表面铺贴干玻璃布覆盖沉槽区域时,干玻璃布边缘与面板表面搭接,涂刷的树脂胶将干玻璃布浸润,铺贴去除气泡和褶皱。
10、进一步的,干玻璃布铺贴两层。
11、进一步的,上层干玻璃布覆盖下层干玻璃布边缘。
12、进一步的,干玻璃布边缘与面板表面搭接的宽度不少于10mm。
13、进一步的,铣切沉槽的位置度结合预制管和待加工孔。
14、进一步的,沉槽底部与预制管底部形状匹配贴合。
15、有益效果:本发明的优点是:待加工的深孔通过预制管得以保证形貌尺寸,开设沉槽位置度保证预制管满足深孔要求,不受加工刀具和加工设备的限制,对蜂窝芯铣切避免了加工后蜂窝芯的毛刺,并且不会对深孔产生影响,而且可以加工各种深度的孔,提高加工精度,拓展复合材料应用场景,使其可以应用于高精度配合场景,避免了现有技术钻孔由于钻头长度晃动产生的公差以及钻头长度对加工的限制。
技术特征:
1.一种复材蜂窝夹芯板深孔加工方法,其特征在于包括以下步骤:
2.根据权利要求1所述的一种复材蜂窝夹芯板深孔加工方法,其特征在于:步骤s50中:在面板表面铺贴干玻璃布覆盖沉槽区域时,干玻璃布边缘与面板表面搭接,涂刷的树脂胶将干玻璃布浸润,铺贴去除气泡和褶皱。
3.根据权利要求1或2所述的一种复材蜂窝夹芯板深孔加工方法,其特征在于:干玻璃布铺贴两层。
4.根据权利要求3所述的一种复材蜂窝夹芯板深孔加工方法,其特征在于:上层干玻璃布覆盖下层干玻璃布边缘。
5.根据权利要求2所述的一种复材蜂窝夹芯板深孔加工方法,其特征在于:干玻璃布边缘与面板表面搭接的宽度不少于10mm。
6.根据权利要求1所述的一种复材蜂窝夹芯板深孔加工方法,其特征在于:铣切沉槽的位置度结合预制管和待加工孔。
7.根据权利要求1所述的一种复材蜂窝夹芯板深孔加工方法,其特征在于:沉槽底部与预制管底部形状匹配贴合。
技术总结
本发明公开了一种复材蜂窝夹芯板深孔加工方法,包括以下步骤:步骤S10:制造夹芯板时对蜂窝芯待加工孔区域预填充灌封胶并固化;步骤S20:从夹芯板的一侧面板表面开始,以平行于夹芯板厚度方向,向蜂窝芯内铣切沉槽,沉槽的一端与夹芯板周向侧面贯穿;步骤S30:向沉槽内放置预制管,预制管内孔与待加工孔一致;步骤S40:向沉槽内填充灌封胶,至与面板表面齐平,对预制管固定;步骤S50:在面板表面铺贴干玻璃布覆盖沉槽区域,通过涂刷树脂胶使干玻璃布粘接;步骤S60:待树脂胶固化后,对干玻璃布边缘打磨平滑。深孔加工不受加工刀具和加工设备的限制,避免了现有技术钻孔由于钻头长度晃动产生的公差以及钻头长度对加工的限制。
技术研发人员:杨超凡
受保护的技术使用者:菲舍尔航空部件(镇江)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!