一种碳纤维复合材料的成型系统及方法与流程
本发明涉及碳纤维,特别涉及一种碳纤维复合材料的成型系统及方法。
背景技术:
1、碳纤维预浸料是将树脂在未固化之前预先和碳纤维结合在一起,并保持一定的储存期,其是制作碳纤维复合材料的中间材料。碳纤维预浸料的常见组成部分为:底部是一层离型纸(白色),中间为成品预浸料(黑色),表面再覆盖一层聚乙烯薄膜(蓝色)。
2、为了获得高强度和高耐腐蚀性的碳纤维复合材料,需要在储存期内对多层碳纤维预浸料进行铺贴成型。相关技术中,通常采用人工铺贴的方式,即人工将离型纸和聚乙烯薄膜剥离后,对多层成品预浸料进行加压固化。但是,这种方式的碳纤维复合材料的成型效率低。
3、因此,目前亟待需要一种碳纤维复合材料的成型系统及方法来解决上述技术问题。
技术实现思路
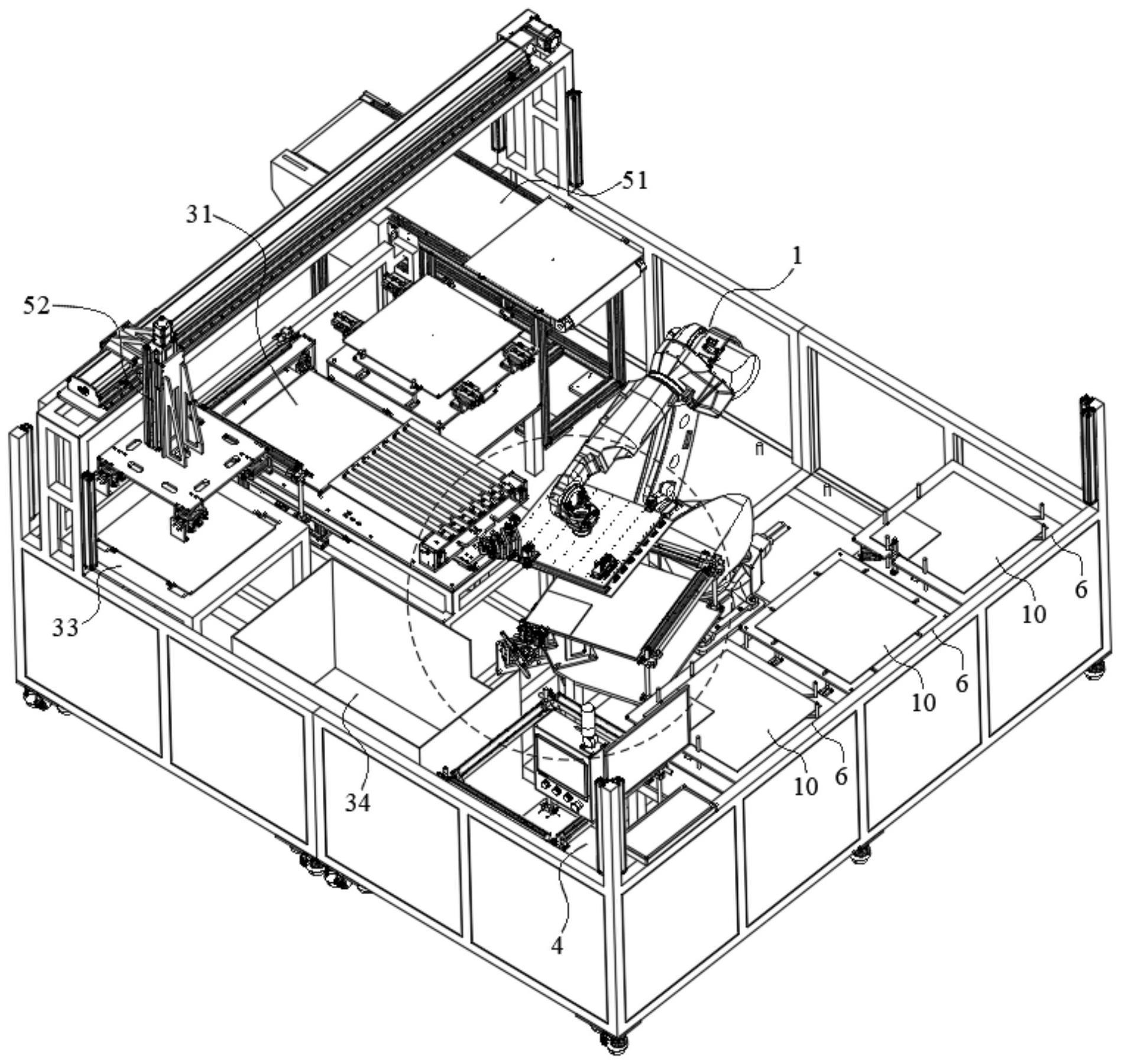
1、本发明实施例提供了一种碳纤维复合材料的成型系统及方法,能够提高碳纤维复合材料的成型效率。
2、第一方面,本发明实施例提供了一种碳纤维复合材料的成型系统,碳纤维预浸料包括离型纸、贴附于所述离型纸上的成品预浸料和贴附于所述成品预浸料上的聚乙烯薄膜,包括:
3、机械臂,末端设置有第一吸盘和第一剥离机构,所述第一吸盘用于吸附碳纤维预浸料的离型纸;
4、第二剥离机构,用于对所述第一吸盘吸附的碳纤维预浸料中聚乙烯薄膜进行剥离;
5、铺贴台,用于放置待压合的成品预浸料,所述机械臂用于将剥离掉聚乙烯薄膜的碳纤维预浸料转移至所述铺贴台并使所述第一吸盘与该碳纤维预浸料的离型纸脱离;
6、压辊,可相对所述铺贴台上下移动和水平移动,以对待压合的成品预浸料和剥离掉聚乙烯薄膜的碳纤维预浸料进行压合,得到碳纤维复合材料;
7、在压合操作完成后,所述第一剥离机构用于在所述机械臂的带动下对所述碳纤维复合材料的离型纸进行剥离;
8、抽真空装置,用于对所述碳纤维复合材料进行抽真空;
9、废物箱,用于接收剥离掉的聚乙烯薄膜和离型纸。
10、在一种可能的设计中,还包括:
11、剥离检测装置,设置有光源和第二视觉传感器,所述第二视觉传感器用于检测所述第二剥离机构是否将聚乙烯薄膜从碳纤维预浸料上完全剥离,所述光源用于向所述碳纤维预浸料提供光照。
12、在一种可能的设计中,还包括:
13、输送装置,用于输送抽真空后的碳纤维复合材料;
14、移动抓取机构,设置于所述铺贴台、所述抽真空装置和所述输送装置的上方,用于抓取碳纤维复合材料以由所述铺贴台依次转移至所述抽真空装置和所述输送装置。
15、在一种可能的设计中,还包括:
16、第一定位台,设置有多个固定的第一挡块和多个可移动的第二挡块,所有所述第一挡块和所有所述第二挡块形成所述碳纤维预浸料的定位空间。
17、在一种可能的设计中,还包括:
18、第二定位台,用于放置由所述机械臂从所述第一定位台吸附来的碳纤维预浸料;
19、所述机械臂的末端还设置有第一视觉传感器,所述第一视觉传感器用于检测位于所述第二定位台上的碳纤维预浸料的位置,以指示所述机械臂对该碳纤维预浸料的位置进行修正。
20、在一种可能的设计中,所述第二剥离机构包括:
21、第二胶轮,位于所述第二定位台下方的顶角处,所述碳纤维预浸料在所述机械臂的带动下,使得该碳纤维预浸料的聚乙烯薄膜与所述第二胶轮接触,以将部分聚乙烯薄膜从该碳纤维预浸料上剥离;
22、第二夹具,用于夹持从该碳纤维预浸料上剥离的部分聚乙烯薄膜,以在所述机械臂的带动下将全部聚乙烯薄膜从该碳纤维预浸料上剥离。
23、在一种可能的设计中,所述第一剥离机构包括:
24、第一胶轮,用于在所述机械臂的带动下与位于所述铺贴台上的碳纤维预浸料中离型纸接触,以将部分离型纸从该碳纤维预浸料上剥离;
25、第一夹具,用于夹持从该碳纤维预浸料上剥离的部分离型纸,以在所述机械臂的带动下将全部离型纸从该碳纤维预浸料上剥离。
26、在一种可能的设计中,还包括:
27、辅助机构,可相对所述铺贴台水平移动,所述辅助机构设置有第二吸盘,在所述第一吸盘与该碳纤维预浸料的离型纸脱离后,所述第二吸盘用于吸附碳纤维预浸料的离型纸;
28、在进行压合操作时,所述压辊和所述辅助机构同步水平移动,以配合完成压合操作。
29、在一种可能的设计中,所述第二吸盘的吸力小于所述第一吸盘的吸力;
30、所述第一吸盘包括多个相互间隔的第一条形吸盘,所述第二吸盘包括多个相互间隔的第二条形吸盘,所述第一条形吸盘和所述第二条形吸盘能相互交叉,以完成对剥离掉聚乙烯薄膜的碳纤维预浸料的吸附;
31、每个所述第二条形吸盘的高度沿运动方向逐渐升高。
32、第二方面,本发明实施例提供了一种碳纤维复合材料的成型方法,应用于上述任一项实施例所述的碳纤维复合材料的成型系统,包括:
33、利用所述第一吸盘吸附碳纤维预浸料的离型纸;
34、利用所述第二剥离机构对所述第一吸盘吸附的碳纤维预浸料中聚乙烯薄膜进行剥离;
35、利用所述机械臂将剥离掉聚乙烯薄膜的碳纤维预浸料转移至所述铺贴台,并使所述第一吸盘与该碳纤维预浸料的离型纸脱离;
36、利用所述压辊对待压合的成品预浸料和剥离掉聚乙烯薄膜的碳纤维预浸料进行压合;
37、在压合操作完成后,在所述机械臂的带动下利用所述第一剥离机构对该碳纤维预浸料的离型纸进行剥离;
38、利用所述抽真空装置对所述碳纤维复合材料进行抽真空;
39、利用所述废物箱接收剥离掉的聚乙烯薄膜和离型纸。
40、本发明实施例提供了一种碳纤维复合材料的成型系统及方法,通过设置机械臂、第二剥离机构、铺贴台、压辊、抽真空装置和废物箱等结构,不仅可以实现对碳纤维预浸料的离型纸和聚乙烯薄膜的剥离,还可以实现碳纤维复合材料的压合成型,如此能够提高碳纤维复合材料的成型效率。
技术特征:
1.一种碳纤维复合材料的成型系统,碳纤维预浸料包括离型纸、贴附于所述离型纸上的成品预浸料和贴附于所述成品预浸料上的聚乙烯薄膜,其特征在于,包括:
2.根据权利要求1所述的碳纤维复合材料的成型系统,其特征在于,还包括:
3.根据权利要求1所述的碳纤维复合材料的成型系统,其特征在于,还包括:
4.根据权利要求1所述的碳纤维复合材料的成型系统,其特征在于,还包括:
5.根据权利要求4所述的碳纤维复合材料的成型系统,其特征在于,还包括:
6.根据权利要求5所述的碳纤维复合材料的成型系统,其特征在于,所述第二剥离机构包括:
7.根据权利要求1所述的碳纤维复合材料的成型系统,其特征在于,所述第一剥离机构包括:
8.根据权利要求1-7中任一项所述的碳纤维复合材料的成型系统,其特征在于,还包括:
9.根据权利要求8所述的碳纤维复合材料的成型系统,其特征在于,所述第二吸盘的吸力小于所述第一吸盘的吸力;
10.一种碳纤维复合材料的成型方法,其特征在于,应用于如权利要求1-9中任一项所述的碳纤维复合材料的成型系统,包括:
技术总结
本发明涉及碳纤维技术领域,特别涉及一种碳纤维复合材料的成型系统及方法。在该系统中,机械臂的末端设置有第一吸盘和第一剥离机构,第一吸盘用于吸附碳纤维预浸料的离型纸;第二剥离机构用于对第一吸盘吸附的碳纤维预浸料中聚乙烯薄膜进行剥离;铺贴台用于放置待压合的成品预浸料,机械臂用于将剥离掉聚乙烯薄膜的碳纤维预浸料转移至铺贴台并使第一吸盘与该碳纤维预浸料的离型纸脱离;压辊可相对铺贴台上下移动和水平移动,以对待压合的成品预浸料和剥离掉聚乙烯薄膜的碳纤维预浸料进行压合,得到碳纤维复合材料;第一剥离机构用于在机械臂的带动下对碳纤维复合材料的离型纸进行剥离。本方案能够提高碳纤维复合材料的成型效率。
技术研发人员:李卫,刘承光,蔡培雄,马丹,汤超,王玲,陈志仁,杨斌,王俊琪
受保护的技术使用者:南京玻璃纤维研究设计院有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!