用于制造鞋类物品的系统和方法与流程
1.发明领域本发明总体上涉及使用模具制造鞋类物品的其中一部分,尤其是鞋类物品的鞋底结构的其中一部分。
背景技术:
1、2.背景描述
2、一般而言,鞋类物品包括界定内部空间的鞋面,该内部空间用于容纳使用者的脚。鞋底结构通常连接到鞋面的下端,以在鞋面和支撑表面例如地面之间延伸。因此,当鞋被穿着和/或使用时,鞋底通常为使用者提供稳定性和缓冲。在一些情况下,鞋底可以包括多个组件,例如外底、中底和内底。外底可以为鞋底的下表面提供附着摩擦力,中底可以附接到外底的上表面,以大致在外底和鞋面之间延伸。
3、在许多情况下,鞋底结构的至少一部分,例如中底,可以是通过一个或多个模具形成的发泡组件。对于传统工艺,这种发泡组件通常使用注射成型工艺或压塑成型工艺来制成。在注射成型过程中,液体材料,通常是聚合物材料,被注入到模腔中并固化以形成发泡组件。在压塑过程中,坯料被置于模具中,然后被加热以使坯料在模具中膨胀,从而形成发泡组件。然而,这些传统的模制工艺会限制模制组件的性能特征,例如缓冲、弹性、稳定性、密度和重量。此外,在一些情况下,特别是在压塑模制过程中,必须在发泡组件和模具之间使用脱模剂以防止粘着,但是这些相同的脱模剂同样会抑制其他鞋底组件的附着,例如外底。
技术实现思路
1、如本文所述,一种制造用于鞋类物品的发泡组件的方法,可包括,通过使用超临界流体在模腔内使得由一个或多个子组件制成的预成型组件(例如,坯件)膨胀,来形成发泡组件。在一些情况下,该方法可以消除膨胀后压缩发泡组件的需要,并且还可以消除使用脱模剂的需要。
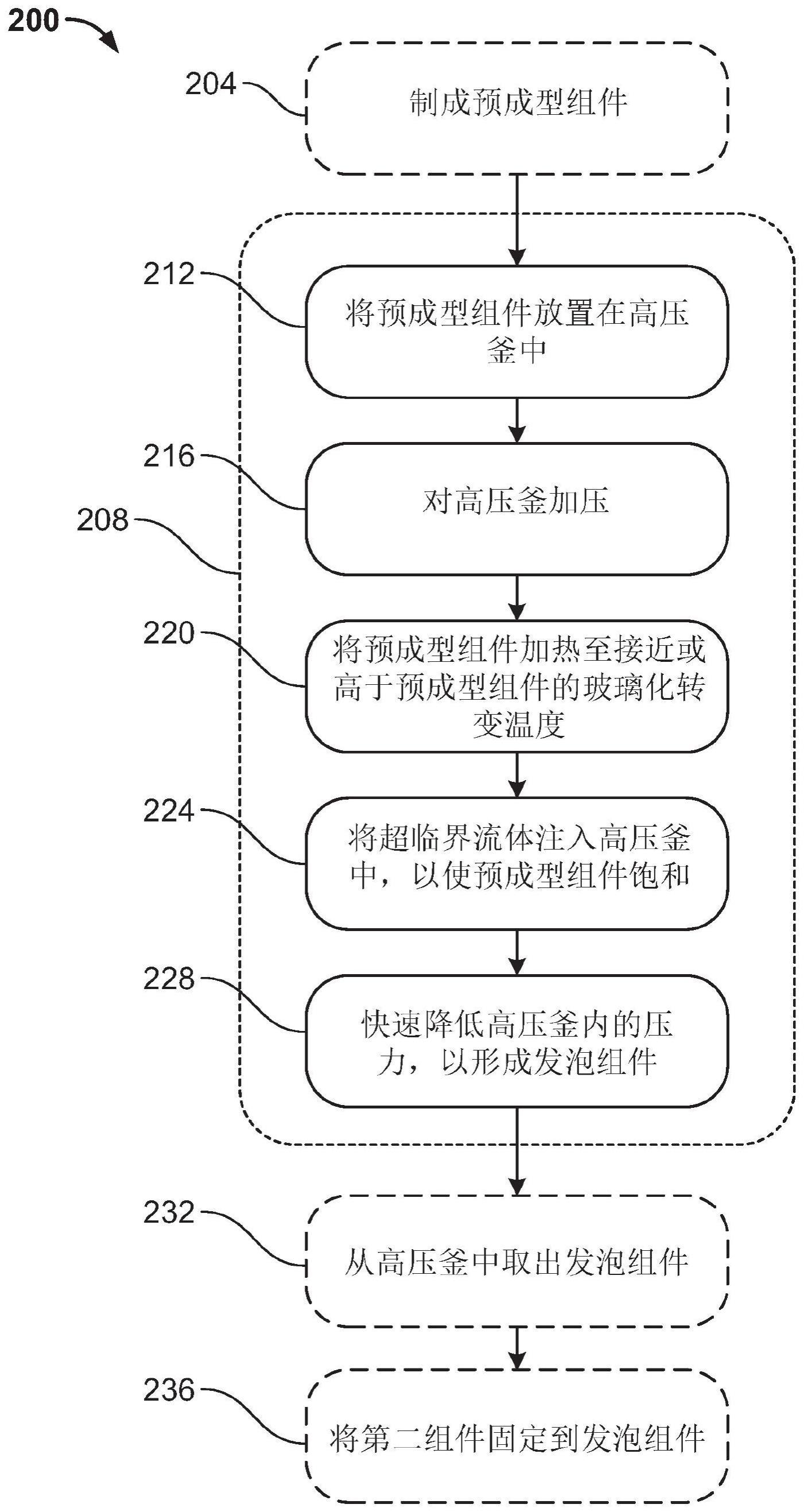
2、根据本公开的一个方面,一种用于制造鞋底结构的发泡组件的方法,包括将预成型组件放置在高压釜的腔内,将预成型组件加热到等于或高于预成型组件的材料的玻璃化转变温度,并对高压釜加压。可以将发泡剂注入高压釜的腔中。发泡剂可以变成浸透预成型组件的超临界流体。高压釜腔内的压力可以下降,以使超临界流体在预成型组件内成核,并使预成型组件的材料基本上均匀地膨胀和结晶,从而形成发泡组件。发泡组件可以具有基本均匀的密度。
3、在一些实施例中,预成型组件之间的膨胀比可在1.4和1.8之间(包括1.4和1.8)。更具体地,膨胀比可以是大约1.6。在一些情况下,脱模剂不施加到预成型组件上。
4、在一些实施例中,该方法还可包括,通过将预成型组件的材料注射到模具中来形成预成型组件。预成型组件的材料可以处于液态,其可以被允许在模具内固化以形成固体。在一些情况下,预成型组件的材料可以是热塑性聚合物。
5、在一些实施例中,该方法还可包括从高压釜中取出发泡组件,并将第二组件固定到发泡组件上。固定第二组件可以包括以下方法中的至少一种,在发泡组件和第二组件之间施加粘合剂,或者将第二组件包覆成型到发泡组件上。在一些情况下,发泡组件可以是中底,第二组件可以是鞋面或中底中的至少一个。
6、在某些实施例中,发泡组件可包括多个尺寸和分布大致均匀的泡孔。在一些情况下,发泡组件的密度的变化小于或等于约15%。发泡组件的平均密度可以小于大约0.13g/cm3。在一些情况下,发泡组件的肖氏c硬度的变化可以小于或等于大约6%。
7、在一些实施例中,发泡剂可为氮气。在一些实施例中,加压高压釜可包括,将高压釜腔内的压力从第一压力升高到第二压力,降低压力可包括将高压釜腔内的压力从第二压力降低到第三压力。第三压力可以等于或低于第一压力。
8、根据本公开的另一方面,一种制造鞋底结构的方法可包括,形成预成型组件和使预成型组件发泡以形成中底。使预成型组件发泡可包括,将预成型组件放置在高压釜内,将预成型组件加热至等于或高于预成型组件的玻璃化转变温度,并对高压釜加压。使预成成型组件发泡还可以包括,用超临界流体使预成型组件饱和并降低高压釜内的压力。降低高压釜内的压力,可以使预成型组件内的超临界流体成核,并可以使预成型组件的材料膨胀和结晶,以形成中底。中底的密度变化可以小于或等于约15%。可以从高压釜中取出中底,可以将外底固定到中底的下表面以形成鞋底结构。在一些实施例中,中底可以在从高压釜中取出后处于最终尺寸。
9、根据本公开的又一方面,一种制造鞋底结构的发泡组件的方法,包括将预成型组件放置在高压釜的腔内。预成型组件可被加热至第一温度,该第一温度等于或高于预成型组件的材料的玻璃化转变温度。高压釜可以被加压到根据第一温度选择的压力,使得高压釜内的发泡剂变成超临界流体。高压釜腔内的压力可以下降,以使超临界流体在预成型组件内成核,并使预成型组件的材料膨胀和结晶,从而形成发泡组件。发泡组件可以在高压釜内膨胀至最终尺寸。预成型组件和发泡组件之间的膨胀比可以在大约1.4和大约1.8之间(包括1.4和1.8)。
10、在一些实施例中,该方法还可包括将发泡剂注入高压釜中。发泡剂可以是氮气。在一些情况下,超临界流体,例如超临界状态的发泡剂,可以被允许在预定的时间内使预成型组件饱和。
11、本领域普通技术人员在阅读附图和详细说明后,将会明白本文所述鞋类物品或部分鞋类物品的其他方面及其制造方法,包括其特征和优点。因此,鞋类物品的所有这些方面旨在包括在具体实施方式和本
技术实现要素:
中。
技术特征:
1.一种用于制造鞋底结构的发泡组件的方法,包括:
2.根据权利要求1所述的方法,其中所述预成型组件和所述发泡组件之间的膨胀比在约1.4和约1.8之间。
3.根据权利要求2所述的方法,其中,所述膨胀比为约1.6。
4.根据权利要求1所述的方法,还包括通过将处于液态的所述预成型组件的所述材料注入到模具中,并允许所述材料固化以形成固体,从而形成所述预成型组件。
5.根据权利要求4所述的方法,其中所述预成型组件的材料是热塑性聚合物。
6.根据权利要求1所述的方法,其中,脱模剂不施加到所述预成型组件。
7.根据权利要求1所述的方法,还包括从所述高压釜中取出所述发泡组件,并通过以下步骤中的至少一个,将第二组件固定到所述发泡组件:
8.根据权利要求7所述的方法,其中,所述发泡组件是中底,所述第二组件是鞋面或外底中的至少一个。
9.根据权利要求1所述的方法,其中,所述发泡组件包括多个泡孔,所述多个泡孔在整个发泡组件中具有近似均匀的尺寸和分布。
10.根据权利要求1的方法,其中,所述发泡组件的密度变化小于或等于约15%。
11.根据权利要求10的方法,其中,所述发泡组件的平均密度小于约0.13g/cm3。
12.根据权利要求1的方法,其中,所述发泡组件的肖氏c硬度的变化小于或等于约6%。
13.根据权利要求1所述的方法,其中,所述发泡剂为氮气。
14.根据权利要求1所述的方法,其中对所述高压釜加压包括,将所述高压釜的所述腔内的压力从第一压力升高至第二压力,并且
15.根据权利要求14的方法,其中,所述第三压力等于或低于所述第一压力。
16.一种用于制造鞋底结构的方法,包括:
17.根据权利要求16所述的方法,其中,所述中底在从所述高压釜中取出后处于最终尺寸。
18.一种用于制造鞋底结构的发泡组件的方法,包括:
19.根据权利要求18所述的方法,还包括将发泡剂注入所述高压釜中,其中所述发泡剂是氮气。
20.根据权利要求18所述的方法,还包括允许所述超临界流体在预设时间内浸透所述预成型组件。
技术总结
一种用于制造鞋底结构的发泡组件的方法,包括将预成型组件放置在高压釜的腔内,将预成型组件加热到等于或高于预成型组件的材料的玻璃化转变温度,并对高压釜加压。该方法还包括,将发泡剂注入高压釜的腔中,该发泡剂变成饱和预成型组件的超临界流体,并降低腔内的压力。压力下降导致超临界流体在预成型组件内成核,以使预成型组件的材料膨胀和结晶,从而形成最终的发泡组件,使得发泡组件具有基本均匀的密度。
技术研发人员:M·哈特曼,P·塞姆蓬斯
受保护的技术使用者:彪马欧洲公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!