一种非充气轮胎制备方法及装置与流程
本发明涉及轮胎成型制造,具体为一种非充气轮胎制备方法及装置。
背景技术:
1、非充气轮胎解决了车辆爆胎风险,具有免充气、防扎、经济、耐磨以及模块化等特点。但现有的非充气轮胎,其成型方式为轮辋与支撑体单独加工完成后,通过粘结方式将轮辋与支撑体结合,最后在支撑体外部贴上胎面硫化成型;此种方式成型效率低,耗时长,轮胎的一致性、均一性会随着人员操作熟练度出现波动,导致非充气轮胎耐久以及可靠性不能满足需求。市场需要一种非充气轮胎成型制备方法以及对应成型装置,避免人员成型过程中误操作出现产品波动,缩短轮胎整体成型时间,减少非充气轮胎成型后耐久可靠性低现象。
技术实现思路
1、本发明提供一种非充气轮胎制备方法及装置,用以解决上述背景技术提出的:现有的非充气轮胎,其成型方式为轮辋与支撑体单独加工完成后,通过粘结方式将轮辋与支撑体结合,最后在支撑体外部贴上胎面硫化成型;此种方式成型效率低,耗时长,轮胎的一致性、均一性会随着人员操作熟练度出现波动的技术问题。
2、为解决上述技术问题,本发明公开了一种非充气轮胎制备方法,包括:
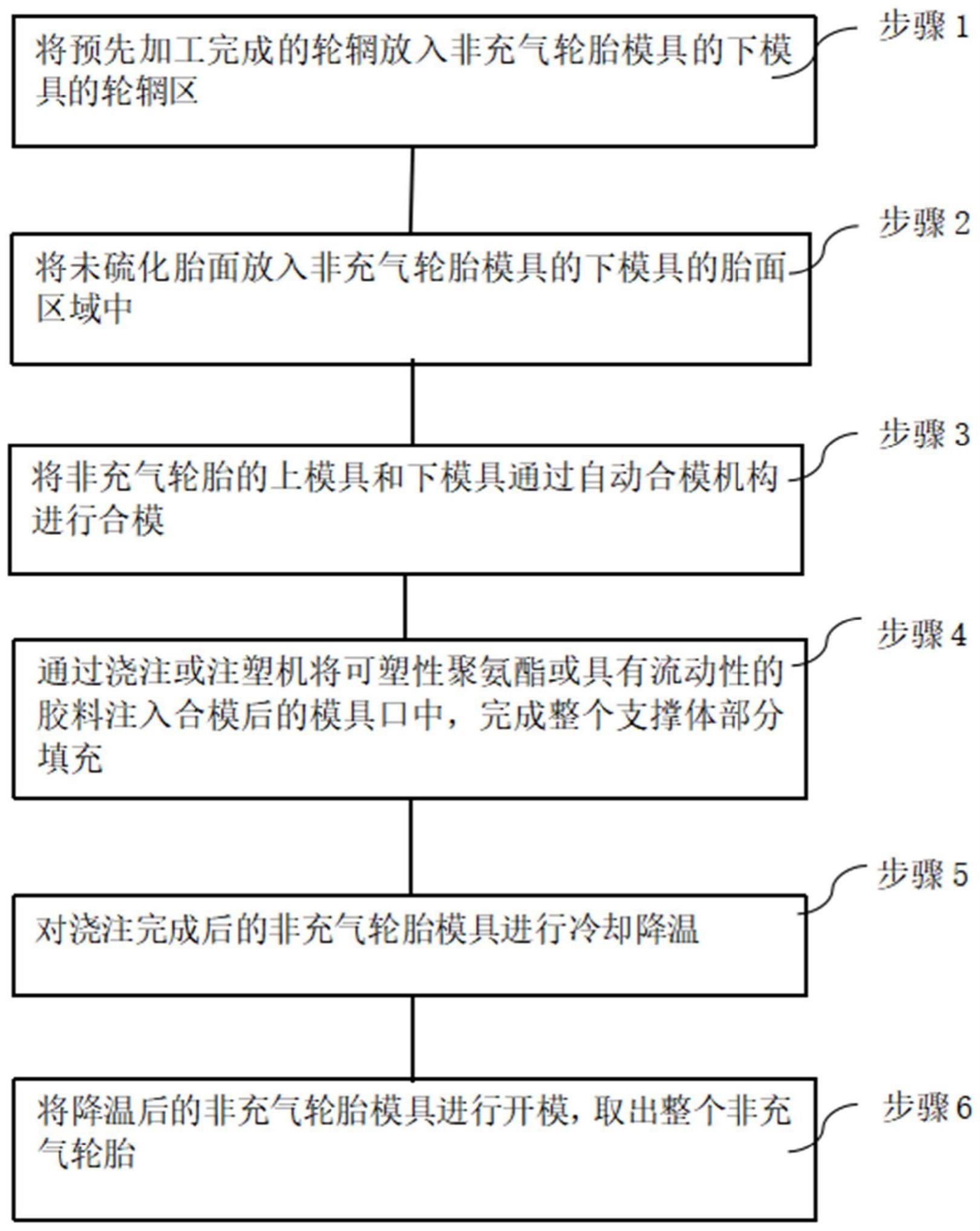
3、步骤1:将预先加工完成的轮辋放入非充气轮胎模具的下模具的轮辋区;
4、步骤2:将未硫化胎面放入非充气轮胎模具的下模具的胎面区域中;
5、步骤3:将非充气轮胎的上模具和下模具通过自动合模机构进行合模;
6、步骤4:通过浇注或注塑机将可塑性聚氨酯或具有流动性的胶料注入合模后的模具口中,完成整个支撑体部分填充;
7、步骤5:对浇注完成后的非充气轮胎模具进行冷却降温;
8、步骤6:将降温后的非充气轮胎模具进行开模,取出整个非充气轮胎。
9、本发明还公开了一种非充气轮胎制备装置,应用于所述的一种非充气轮胎制备方法,包括:非充气轮胎模具,非充气轮胎模具包括下模具和上模具,下模具内部从中心向外侧依次设有轮辋区、支撑体区和胎面硫化区。
10、优选的,所述下模具内部中心处固定设有轮辋区,所述轮辋区内安装轮辋;
11、优选的,所述轮辋区外围设有支撑体区,所述支撑体区内设有若干轮胎支撑体,若干轮胎支撑体环形分布在轮辋外圈。
12、优选的,所述胎面硫化区内部设有若干花纹活络块,所述花纹活络块形状与非充气轮胎的硫化胎面花纹相同。
13、优选的,所述非充气胎面向中心侧包裹住轮胎支撑体。
14、优选的,还包括注塑机,所述底板上固定安装注塑机,注塑机一侧固定设有模具安装台,模具安装台底部与底板固定连接。
15、优选的,模具安装台上固定安装自动合模机构,所述自动合模机构包括配重座,配重座上一侧固定安装支架一,支架一顶部转动连接翻转件一,翻转件一另一端铰连接翻转件二,翻转件一顶部中间铰连接连杆一底端,配重座上另一侧铰连接液压伸缩杆,液压伸缩杆顶部铰连接连杆一顶端,连杆一和翻转件二顶部之间铰连接连杆二,所述翻转件二上固定安装非充气轮胎的上模具,上模具下方模具安装台上固定安装非充气轮胎的下模具。
16、优选的,所述模具安装台前侧还设有夹取翻转打磨装置,夹取翻转打磨装置包括滑动导轨,所述模具安装台前侧的底板上固定安装左右方向的滑动导轨,滑动导轨上设有滑动座,滑动座沿滑动导轨上左右滑动,所述滑动座上一侧固定安装旋转机构一,旋转机构一上固定安装电动液压升降柱,旋转机构一用于实现电动液压升降柱水平方向转动,电动液压升降柱顶端连接水平机械臂,水平机械臂上设有翻转机构,翻转机构用于机械臂纵向旋转角度,机械臂前端固定安装夹取机构,夹取机构上下对称包括夹取支架,夹取支架一侧中心固定安装夹取电机。
17、优选的,夹取电机输出轴连接横向蜗杆,横向蜗杆与夹取支架转动连接,横向蜗杆下方啮合连接蜗轮,蜗轮固定安装在转动轴一中心处,转动轴一沿上下方向转动贯穿夹取支架,转动轴一两端对称固定连接锥齿轮一,锥齿轮一啮合连接锥齿轮二,锥齿轮二固定连接双向丝杠,双向丝杠与夹取支架转动连接,双向丝杠的两个旋向相反的螺纹段分别螺纹连接一对滑动块,滑动块与夹取支架左右方向滑动连接,滑动块通过连杆三铰连接夹紧板,夹取支架前侧上下对称设有套筒,套筒内滑动设有导引杆,导引杆与夹紧板中心端固定连接,夹取机构下方设有打磨台,打磨台上设有打磨机构,打磨机构用于打磨非充气轮胎表面多余的橡胶部分。
18、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:
1.一种非充气轮胎制备方法,其特征在于,包括:
2.一种非充气轮胎制备装置,应用于如权利要求1所述的一种非充气轮胎制备方法,其特征在于,包括:非充气轮胎模具(1),非充气轮胎模具(1)包括下模具(19)和上模具(18),下模具(19)内部从中心向外侧依次设有轮辋区(2)、支撑体区(3)和胎面硫化区(4)。
3.根据权利要求2所述的一种非充气轮胎制备装置,其特征在于,所述下模具(19)内部中心处固定设有轮辋区(2),所述轮辋区(2)内安装轮辋(5)。
4.根据权利要求2所述的一种非充气轮胎制备装置,其特征在于,所述轮辋区(2)外围设有支撑体区(3),所述支撑体区(3)内设有若干轮胎支撑体(6),若干轮胎支撑体(6)环形分布在轮辋(5)外圈。
5.根据权利要求2所述的一种非充气轮胎制备装置,其特征在于,所述胎面硫化区(4)内部设有若干花纹活络块(7),所述花纹活络块(7)形状与非充气轮胎的硫化胎面花纹相同。
6.根据权利要求2所述的一种非充气轮胎制备装置,其特征在于,所述非充气胎面向中心侧包裹住轮胎支撑体(6)。
7.根据权利要求2所述的一种非充气轮胎制备装置,其特征在于,还包括注塑机(8),底板(10)上固定安装注塑机(8),注塑机(8)一侧固定设有模具安装台(9),模具安装台(9)底部与底板(10)固定连接。
8.根据权利要求7所述的一种非充气轮胎制备装置,其特征在于,模具安装台(9)上固定安装自动合模机构,所述自动合模机构包括配重座(11),配重座(11)上一侧固定安装支架一(12),支架一(12)顶部转动连接翻转件一(13),翻转件一(13)另一端铰连接翻转件二(14),翻转件一(13)顶部中间铰连接连杆一(15)底端,配重座(11)上另一侧铰连接液压伸缩杆(16),液压伸缩杆(16)顶部铰连接连杆一(15)顶端,连杆一(15)和翻转件二(14)顶部之间铰连接连杆二(17),所述翻转件二(14)上固定安装非充气轮胎的上模具(18),上模具(18)下方模具安装台(9)上固定安装非充气轮胎的下模具(19)。
9.根据权利要求8所述的一种非充气轮胎制备装置,其特征在于,所述模具安装台(9)前侧还设有夹取翻转打磨装置(20),夹取翻转打磨装置(20)包括滑动导轨(21),所述模具安装台(9)前侧的底板(10)上固定安装左右方向的滑动导轨(21),滑动导轨(21)上设有滑动座(22),滑动座(22)沿滑动导轨(21)上左右滑动,所述滑动座(22)上一侧固定安装旋转机构一(45),旋转机构一(45)上固定安装电动液压升降柱(23),旋转机构一(45)用于实现电动液压升降柱(23)水平方向转动,电动液压升降柱(23)顶端连接水平机械臂(25),水平机械臂(25)上设有翻转机构(24),翻转机构(24)用于机械臂纵向旋转角度,机械臂前端固定安装夹取机构(26),夹取机构(26)上下对称包括夹取支架(27),夹取支架(27)一侧中心固定安装夹取电机(28)。
10.根据权利要求9所述的一种非充气轮胎制备装置,其特征在于,夹取电机(28)输出轴连接横向蜗杆(29),横向蜗杆(29)与夹取支架(27)转动连接,横向蜗杆(29)下方啮合连接蜗轮(30),蜗轮(30)固定安装在转动轴一(31)中心处,转动轴一(31)沿上下方向转动贯穿夹取支架(27),转动轴一(31)两端对称固定连接锥齿轮一(32),锥齿轮一(32)啮合连接锥齿轮二(33),锥齿轮二(33)固定连接双向丝杠(34),双向丝杠(34)与夹取支架(27)转动连接,双向丝杠(34)的两个旋向相反的螺纹段分别螺纹连接一对滑动块(35),滑动块(35)与夹取支架(27)左右方向滑动连接,滑动块(35)通过连杆三(36)铰连接夹紧板(37),夹取支架(27)前侧上下对称设有套筒(38),套筒(38)内滑动设有导引杆(39),导引杆(39)与夹紧板(37)中心端固定连接,夹取机构(26)下方设有打磨台(40),打磨台(40)上设有打磨机构(41),打磨机构(41)用于打磨非充气轮胎表面多余的橡胶部分。
技术总结
本发明涉及轮胎成型制造领域,本发明提供了一种非充气轮胎制备方法及装置,方法包括:步骤1:将预先加工完成的轮辋放入非充气轮胎模具的下模具的轮辋区;步骤2:将未硫化胎面放入非充气轮胎模具的下模具的胎面区域中;步骤3:将非充气轮胎的上模具和下模具通过自动合模机构进行合模;步骤4:通过浇注或注塑机将可塑性聚氨酯或具有流动性的胶料注入合模后的模具口中,完成整个支撑体部分填充;步骤5:对浇注完成后的非充气轮胎模具进行冷却降温;步骤6:将降温后的非充气轮胎模具进行开模,取出整个非充气轮胎。本发明非充气轮胎模具内置胎面硫化模、支撑体注塑/浇注模,一体化程度高,成型效率高,产品质量好,避免外观缺陷等现象。
技术研发人员:王锋,宋明亮,路波,王新宁,刘世江,盛世文,杨翠霞
受保护的技术使用者:山东玲珑轮胎股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!