铝塑膜的复合制备方法与流程
本申请涉及铝塑膜加工,尤其涉及一种铝塑膜的复合制备方法。
背景技术:
1、装随着锂离子电池在3c、动力及储能领域的快速发展,因软包装铝塑膜的锂离子电池具有容量大、重量轻、安全性高等优点,所以也越来越受到重视和应用,自然铝塑膜的性能要求也是越来越高。
2、目前,软包装铝塑膜一般由三层不同功能的薄膜复合而成,外层是由尼龙(pa)薄膜作为保护层,中间是由铝箔作为绝缘层,内层是由流延聚丙烯(cpp)薄膜作为热封层。但是现有软包装铝塑膜因其存在耐冲击强度低、耐腐蚀性不高等问题,严重影响了锂离子电池的稳定性及使用广泛性。
3、申请号为cn201810784785.4的中国专利公开了一种铝塑膜及其制作方法,其通过共挤出流延方式制作pet/pa共挤流延膜,显然,其实通过在模具外形成符合膜再与基材压合成型,这样容易导致窜层的情况出现,使得成型膜材的质量大大降低。
技术实现思路
1、本申请的主要目的旨在提供一种先在模具内形成多层膜状物再与基材压合成型的铝塑膜的复合制备方法,该方法采用了多层共挤铝塑复合机进行制备,实现了制备过程的全自动,操作方便,且成膜质量高。
2、为了实现上述目的,本申请提供以下技术方案:
3、一种铝塑膜的复合制备方法,采用多层共挤铝塑复合机制备,所述多层共挤铝塑复合机包括供料装置、原料挤出装置、共挤成型模具、流延装置及牵引收卷装置;
4、所述铝塑膜的复合制备方法包括以下步骤:
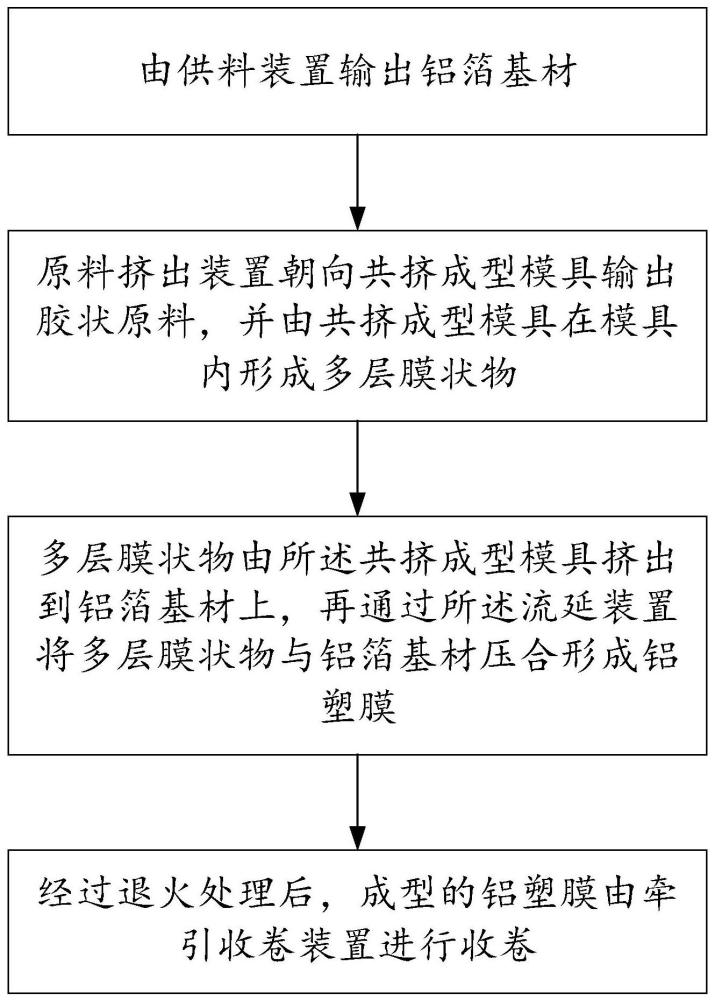
5、由供料装置输出铝箔基材;
6、原料挤出装置朝向共挤成型模具输出胶状原料,并由共挤成型模具在模具内形成多层膜状物;
7、多层膜状物由所述共挤成型模具挤出到铝箔基材上,再通过所述流延装置将多层膜状物与铝箔基材压合形成铝塑膜;
8、经过退火处理后,成型的铝塑膜由牵引收卷装置进行收卷。
9、进一步设置:所述由供料装置输出铝箔基材包括:供料装置包括供料机架、安装辊、供料牵引辊及与供料牵引辊连接的供料电机,所通过所述供料电机驱动所述供料牵引辊转动,以牵引绕过所述供料牵引辊的铝箔基材朝向流延装置的方向进行输送。
10、进一步设置:所述原料挤出装置朝向共挤成型模具输出胶状原料包括:原料挤出装置包括原料料斗、挤出机及原料输送管道,所述原料输送管道内设有螺旋输送杆;
11、通过原料料斗熔化固体颗粒状的塑料;
12、通过挤出机将熔化在原料料斗内的胶状原料输送至原料输送管道内;
13、利用螺旋输送杆将原料输送管道内的胶状原料输送至共挤成型模具处。
14、进一步设置:所述原料输送管道内的胶状原料在输入共挤成型模具前通过设置在原料输送管道上的换网器进行过滤;
15、所述换网器包括过滤网及安装壳,所述过滤网与安装壳之间为可拆卸连接,所述安装壳的两侧设有连接管,所述连接管与所述原料输送管道连通,所述安装壳的下方设有用于驱动其两侧的连接管相互靠近或远离的驱动机构,所述驱动机构包括驱动螺杆,所述驱动螺杆的两端分别设有旋向相反的螺纹段,所述安装壳两侧的连接管设有对应套接在所述驱动螺杆的两端上的螺纹段的连接块,所述安装壳沿其径向向外设有连接杆,所述连接杆连接有与所述连接管的轴向平行的转动杆,所述转动杆通过同步带与所述驱动螺杆连接;
16、当需要拆换换网器的过滤网上,通过翻转安装壳以使其朝远离两根连接管的方向移动,所述安装壳两侧的连接管在所述驱动机构的驱动下相互远离;当过滤网更换完毕后,通过将安装壳翻转到两根连接管中间,所述安装壳两侧的连接管在所述驱动机构的驱动下相互靠近并与所述安装壳紧密贴合.
17、进一步设置:所述共挤成型模具连接多组原料挤出装置,多组所述原料挤出装置同时朝向所述共挤成型模具输送不同的胶状原料,所述共挤成型模具的进料口处设置有分流器以与多组所述原料挤出装置同步连接,所述共挤成型模具内设有与多个所述原料挤出装置一一对应的成型通道,且多个所述成型通道的末端连通至同一成膜输出通道,通过所述共挤成型模具朝向其下方的流延装置输出多层膜状物。
18、进一步设置:铝箔基材及多层膜状物通过流延装置中的成型辊和胶辊对压成型,铝箔基材从胶辊的上方进入到成型辊和胶辊之间的间隙中,使得铝箔基材靠近胶辊,多层膜状物靠近成型辊,且所述成型辊的辊体表面做喷砂处理。
19、进一步设置:在所述流延装置的流延机架上设有可沿所述流延装置的输送方向移动的调节座,所述胶辊安装在所述调节座上,所述调节座包括对应安装在流延机架两侧的调节板,所述胶辊的两端分别安装在两块所述调节板上,所述流延机架上设有沿其长度方向延伸的导轨,所述调节板的底部设有与导轨配合的导向块,则通过调节胶辊沿膜材的输送方向的位置以调节。
20、进一步设置:所述退火处理包括:经过压合成型的铝塑膜呈s形的绕过流延装置上设置的退火机构,所述退火机构包括退火辊及与退火辊连接的模温机,所述模温机用于控制退火辊的温度,使得经过退火辊的铝塑膜升温后冷却。
21、进一步设置:靠近退火机构进膜处的退火辊温度高于靠近退火机构出膜处的退火辊的温度。
22、进一步设置:所述成型的铝塑膜由牵引收卷装置进行收卷包括:所述牵引收卷装置包括收卷辊及用于驱动收卷辊转动的收卷电机,通过收卷电机驱动收卷辊转动,以使经过退火后的成型铝塑膜卷绕在收卷辊上,且位于所述收卷辊一侧的切刀可对收卷到一定尺寸的铝塑膜进行切割裁剪。
23、相比现有技术,本申请的方案具有以下优点:
24、本申请的铝塑膜复合制备方法采用干式复合的方法,并利用多层共挤铝塑复合机实现自动化水流作业,操作方便,利用共挤成型模具使得多种不同的塑料原料在模具内成型,减少了原料之间的窜层,减少了粘结剂的使用,优化了生产步骤,提高了生产效果及产品品质,适于推广使用。
25、本申请附加的方面和优点将在下面的描述中部分给出,这些将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:
1.一种铝塑膜的复合制备方法,采用多层共挤铝塑复合机制备,其特征在于,所述多层共挤铝塑复合机包括供料装置(1)、原料挤出装置(2)、共挤成型模具(3)、流延装置(4)及牵引收卷装置(5);
2.根据权利要求1所述的铝塑膜的复合制备方法,其特征在于,所述由供料装置(1)输出铝箔基材包括:所述供料装置(1)包括供料机架(11)、安装辊(12)、供料牵引辊(13)及与供料牵引辊(13)连接的供料电机(14),所通过所述供料电机(14)驱动所述供料牵引辊(13)转动,以牵引绕过所述供料牵引辊(13)的铝箔基材朝向流延装置(4)的方向进行输送。
3.根据权利要求1所述的铝塑膜的复合制备方法,其特征在于,所述原料挤出装置(2)朝向共挤成型模具(3)输出胶状原料包括:所述原料挤出装置(2)包括原料料斗(21)、挤出机及原料输送管道(22),所述原料输送管道(22)内设有螺旋输送杆;
4.根据权利要求3所述的铝塑膜的复合制备方法,其特征在于,所述原料输送管道(22)内的胶状原料在输入共挤成型模具(3)前通过设置在原料输送管道(22)上的换网器(25)进行过滤;
5.根据权利要求3所述的铝塑膜的复合制备方法,其特征在于,所述共挤成型模具(3)连接多组原料挤出装置(2),多组所述原料挤出装置(2)同时朝向所述共挤成型模具(3)输送不同的胶状原料,所述共挤成型模具(3)的进料口处设置有分流器以与多组所述原料挤出装置(2)同步连接,所述共挤成型模具(3)内设有与多个所述原料挤出装置(2)一一对应的成型通道,且多个所述成型通道的末端连通至同一成膜输出通道,通过所述共挤成型模具(3)朝向其下方的流延装置(4)输出多层膜状物。
6.根据权利要求5所述的铝塑膜的复合制备方法,其特征在于,铝箔基材及多层膜状物通过流延装置(4)中的成型辊(42)和胶辊(43)对压成型,铝箔基材从胶辊(43)的上方进入到成型辊(42)和胶辊(43)之间的间隙中,使得铝箔基材靠近胶辊(43),多层膜状物靠近成型辊(42),且所述成型辊(42)的辊体表面做喷砂处理。
7.根据权利要求6所述的铝塑膜的复合制备方法,其特征在于,在所述流延装置(4)的流延机架(41)上设有可沿所述流延装置(4)的输送方向移动的调节座(44),所述胶辊(43)安装在所述调节座(44)上,所述调节座(44)包括对应安装在流延机架(41)两侧的调节板,所述胶辊(43)的两端分别安装在两块所述调节板上,所述流延机架(41)上设有沿其长度方向延伸的导轨,所述调节板的底部设有与所述导轨配合的导向块,则通过调节胶辊(43)沿膜材的输送方向的位置以调节所述成型辊(42)与胶辊(43)之间的间隙距离。
8.根据权利要求1所述的铝塑膜的复合制备方法,其特征在于,所述退火处理包括:经过压合成型的铝塑膜呈s形的绕过流延装置(4)上设置的退火机构(47),所述退火机构(47)包括退火辊(471)及与退火辊(471)连接的模温机(472),所述模温机(472)用于控制退火辊(471)的温度,使得经过退火辊(471)的铝塑膜升温后冷却。
9.根据权利要求8所述的铝塑膜的复合制备方法,其特征在于,靠近退火机构(47)进膜处的退火辊(471)温度高于靠近退火机构(47)出膜处的退火辊(471)的温度。
10.根据权利要求1所述的铝塑膜的复合制备方法,其特征在于,所述成型的铝塑膜由牵引收卷装置(5)进行收卷包括:所述牵引收卷装置(5)包括收卷辊(52)及用于驱动收卷辊(52)转动的收卷电机(521),通过收卷电机(521)驱动收卷辊(52)转动,以使经过退火后的成型铝塑膜卷绕在收卷辊(52)上,且位于所述收卷辊(52)一侧的切刀(53)可对收卷到一定尺寸的铝塑膜进行切割裁剪。
技术总结
本申请提供一种铝塑膜的复合制备方法,采用多层共挤铝塑复合机制备,其特征在于,所述多层共挤铝塑复合机包括供料装置、原料挤出装置、共挤成型模具、流延装置及牵引收卷装置;所述铝塑膜的复合制备方法包括以下步骤:由供料装置输出铝箔基材;原料挤出装置朝向共挤成型模具输出胶状原料,并由共挤成型模具在模具内形成多层膜状物;多层膜状物由所述共挤成型模具挤出到铝箔基材上,再通过所述流延装置将多层膜状物与铝箔基材压合形成铝塑膜;经过退火处理后,成型的铝塑膜由牵引收卷装置进行收卷。本申请利用共挤成型模具使得多种不同的塑料原料在模具内成型再与基材压合成型,优化了生产步骤,提高生产效果及产品品质。
技术研发人员:黄彦淇,段亚飞,赵盛
受保护的技术使用者:广东宝路盛精密机械有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!