曲面复合材料结构修补方法、反曲率补片制备方法及装置
本公开涉及复合材料修复,尤其涉及一种曲面复合材料结构修补方法、反曲率补片制备方法及装置。
背景技术:
1、纤维增强复合材料具有比重小、比模量和比强度大等优异的性能,被广泛应用于航空航天、汽车等领域。其中,飞机机翼、机身等曲面区域已广泛使用复合材料,可以在减轻机身重量的同时承受载荷。
2、飞机机身等位置的曲面复合材料结构在实际飞行过程中常常会受到雷击或冲击损坏,从而产生损伤,进一步导致结构失效。因此在战场或其他特殊环境下,需要对飞机曲面复合材料结构进行快速抢修。然而,传统的修复方法存在以下问题:把受损曲面复合材料重新放置于热压罐进行修复,时间和金钱成本较高,无法满足战场快速抢修的要求。而湿铺贴修复方法通过钣金背板作为模具固定在损伤区域内侧,通过在模具上进行固化成型完成修复,这种修复方法需要重新制备钣金背板,成本较高,且曲面结构钣金背板制备工艺复杂,所需时间较长。
3、随着复合材料的快速发展,目前针对曲面结构的快速修复通常采用预固化修补片直接胶接的修补技术。但当损伤尺寸扩大到一定程度时,在复杂曲率下快速成形复合材料补片所需时间过长,是限制维修技术发展的一大难点。此外,由于复杂曲率结构修补后常出现残余应力过大的问题,进而出现分层、脱粘等二次损伤。
技术实现思路
1、鉴于上述问题,本发明提供了一种曲面复合材料结构修补方法、反曲率补片制备方法及装置,以解决现有技术维修成本高、修复时间长等问题。
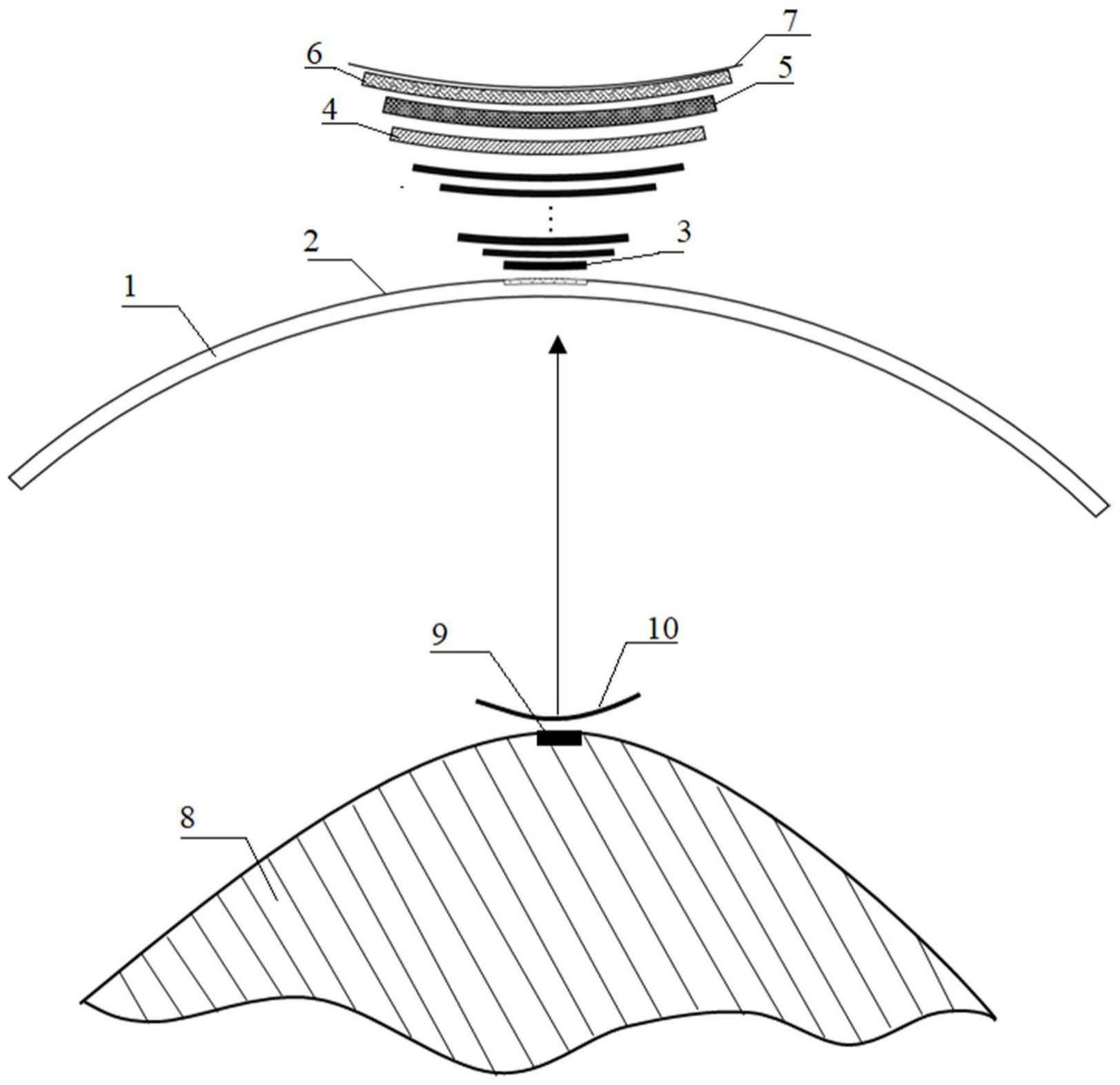
2、本公开的第一个方面提供了一种反曲率补片制备方法,包括:将可变形橡胶模具贴合在待修复曲面复合材料结构上,通过模具变形拓下待修复曲面复合材料结构的表面曲率形貌;固定所述可变形橡胶模具的形状,设置所述可变形橡胶模具与所述待修复曲面复合材料结构的接触面的背面为工作区域,在该工作区域与所述待修复曲面复合材料结构的损伤区域相对的位置铺放多层预固化薄补片,包覆上真空袋;通过真空设备将所述真空袋抽真空,将所述预固化薄补片压紧;通过加热设备将所述预固化薄补片压紧加热固化,固化完成后形成所述损伤区域的反曲率补片。
3、可选地,所述将可变形橡胶模具贴合在待修复曲面复合材料结构上,通过模具变形拓下待修复曲面复合材料结构的表面曲率形貌包括:将可变形橡胶模具贴合在待修复曲面复合材料结构上;将所述橡胶表皮内部抽真空,使所述橡胶表皮收缩贴紧到填充颗粒上固定形状,拓下待修复曲面复合材料结构的表面曲率形貌。
4、可选地,所述方法还包括:在包覆所述真空袋之前,在所述预固化薄补片上依次铺放隔离膜、加热毯、透气毡;其中,所述加热毯用作所述加热设备将所述预固化薄补片压紧加热固化。
5、本公开的第二个方面提供了一种反曲率补片制备装置,应用于如第一方面任意一项所述的反曲率补片制备方法,所述可变形橡胶模具,用于贴合在待修复曲面复合材料结构上,通过模具变形拓下待修复曲面复合材料结构的表面曲率形貌;预固化薄补片,用于当所述可变形橡胶模具固定形状后,以所述可变形橡胶模具与所述待修复曲面复合材料结构的接触面的背面为工作区域,在该工作区域与所述待修复曲面复合材料结构的损伤区域相对的位置进行铺放,通过真空压缩和加热处理后,形成所述损伤区域的反曲率补片;真空设备,用于用真空袋包覆所述预固化薄补片后,将所述真空袋抽真空,将所述预固化薄补片压紧;加热设备,用于将所述预固化薄补片压紧加热固化。
6、可选地,所述可变形橡胶模具包括:橡胶表皮和填充颗粒,所述填充颗粒位于所述橡胶表皮中;其中,通过将所述橡胶表皮内部抽真空使所述填充颗粒固定形状。
7、可选地,所述预固化薄补片为经过半固化的连续纤维增强复合材料薄片预浸料。
8、可选地,所述连续纤维增强复合材料薄片预浸料厚度为0.2~0.3mm。
9、可选地,所述加热设备包括加热毯、热电偶和温控仪。
10、本公开的第三个方面提供了一种曲面复合材料结构修补方法,包括:制备反曲率补片,所述反曲率补片与待修复曲面复合材料结构的损伤区域的曲率相反;将所述反曲率补片粘合在所述损伤区域。
11、可选地,所述待修复曲面复合材料结构的曲面曲率半径应不小于50mm。
12、在本公开实施例采用的上述至少一个技术方案能够达到以下有益效果:
13、基于此,本发明提出一种针对曲面复合材料结构的反曲率补片修补结构制备方法,与传统的修复方法相比不需新制钣金背板工装,无需热压罐成型,有效降低了修复成本,提高了修复效率,并且采用反曲率补片降低了粘接后结构的残余应力,可以在大大缩减维修时间的同时,保证维修质量。
技术特征:
1.一种反曲率补片制备方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述将可变形橡胶模具贴合在待修复曲面复合材料结构上,通过模具变形拓下待修复曲面复合材料结构的表面曲率形貌包括:
3.根据权利要求1所述的方法,其特征在于,所述方法还包括:
4.一种反曲率补片制备装置,应用于如权利要求1至5任意一项所述的反曲率补片制备方法,其特征在于,包括:
5.根据权利要求4所述的装置,其特征在于,所述可变形橡胶模具包括:
6.根据权利要求4所述的装置,其特征在于,所述预固化薄补片为经过半固化的连续纤维增强复合材料薄片预浸料。
7.根据权利要求6所述的装置,其特征在于,所述连续纤维增强复合材料薄片预浸料厚度为0.2~0.3mm。
8.根据权利要求4所述的装置,其特征在于,所述加热设备包括加热毯、热电偶和温控仪。
9.一种曲面复合材料结构修补方法,其特征在于,包括:
10.根据权利要求9所述的方法,其特征在于,所述待修复曲面复合材料结构的曲面曲率半径应不小于50mm。
技术总结
本公开实施例提供了一种反曲率补片制备方法,包括:将可变形橡胶模具贴合在待修复曲面复合材料结构上,通过模具变形拓下待修复曲面复合材料结构的表面曲率形貌;固定可变形橡胶模具的形状,设置可变形橡胶模具与待修复曲面复合材料结构的接触面的背面为工作区域,在该工作区域与待修复曲面复合材料结构的损伤区域相对的位置铺放多层预固化薄补片,包覆上真空袋;通过真空设备将真空袋抽真空,将预固化薄补片压紧;通过加热设备将预固化薄补片压紧加热固化,固化完成后形成损伤区域的反曲率补片。该方法有效降低了修复成本,提高了修复效率,也能保证维修质量。本公开还提供了一种反曲率补片制备装置及曲面复合材料结构修补方法。
技术研发人员:姚学锋,闫涵,阚艳,符彬,宣善勇
受保护的技术使用者:清华大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!