一种脉冲消融网篮热定型工装的制作方法
本发明涉及医疗器械制造,特别涉及一种脉冲消融网篮热定型工装。
背景技术:
1、心脏脉冲消融导管目前已经广泛地应用于医疗,尤其是心脏电生理实践中;其主要通过消融或标测头端与心脏腔内组织不同程度的贴靠,记录电生理信号或递送消融能量,从而达到对心脏疾病标测、诊断或消融治疗的目的。
2、脉冲消融导管的核心零件是远端进入心内的网篮,网篮的定形形状及在使用过程中与消融位置贴靠有着决定性的因素,由于市面上设计的热定型工装较传统化,网篮形状不稳定,设计者针对不同形状需要不同的热定型工装,故而需要加工多种工装并反复进行热定型试验,工装适应性低,生产效率低下,生产成本居高不下。
技术实现思路
1、为了解决解决现有技术中网篮工装适应性不强,生产不同形状的网篮需要加工多种工装并反复进行热定型试验,导致网篮生产成本过高的技术难题,本发明披露了一种脉冲消融网篮热定型工装,本发明的技术方案是这样实施的:
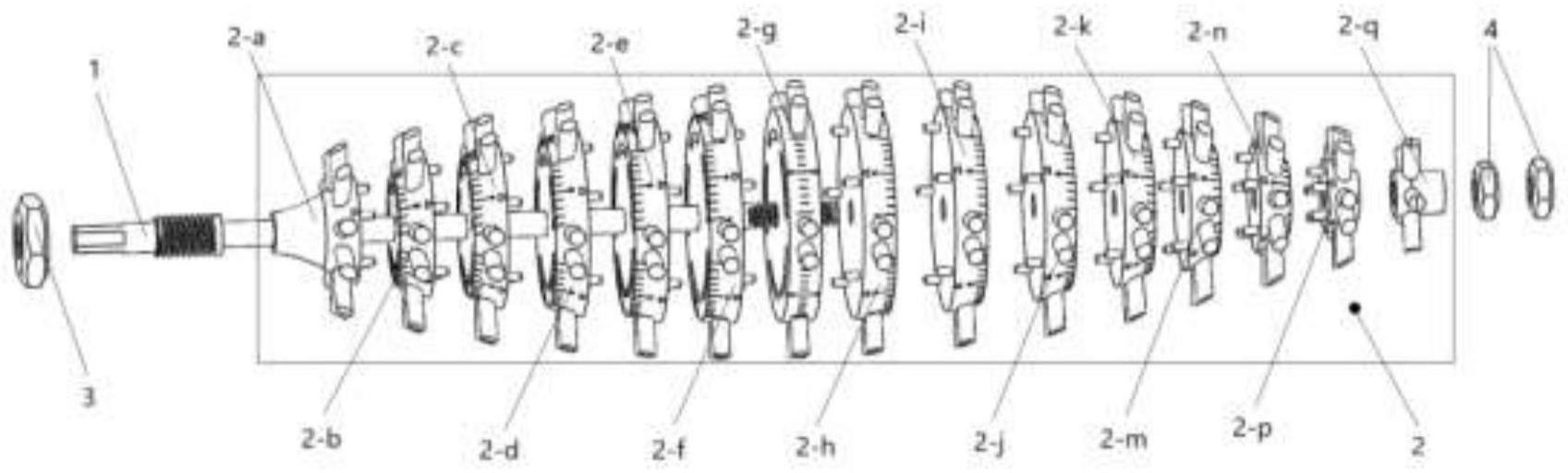
2、一种脉冲消融网篮热定型工装,包括工装轴、拨盘组件、第一螺母和第二螺母;
3、所述拨盘组件包括n个子拨盘;
4、所述n个子拨盘依次排列于所述工装轴上,
5、所述第一螺母旋拧于所述工装轴的一端,所述第二螺母旋拧于所述工装轴的另一端;
6、所述子拨盘中央开设有拨盘回转孔,所述子拨盘端面开设有若干滑动槽,每个所述滑动槽内均安装有滑动柱,所述子拨盘圆周面上设置有刻度尺和若干成对的限位柱,所述刻度尺上设置有标记。
7、优选地,所述拨盘组件和所述工装轴的材料选自包括钢、铜、铂中的一种。
8、优选地,所述子拨盘的数量为15。
9、优选地,所述第二螺母的数量为2。
10、优选地,所述滑动槽的数量为5。
11、优选地,所述滑动槽为弧状,所述滑动槽的弧度为15°-30°。
12、优选地,每对所述限位柱的间距为0.3mm-1mm。
13、本发明可随意调节网篮形状、弯型曲率可调,灵活性好,适用范围广,操作性简单,热定型时尺寸形状稳定可靠。
技术特征:
1.一种脉冲消融网篮热定型工装,其特征在于,包括工装轴、拨盘组件、第一螺母和第二螺母;
2.根据权利要求1所述的脉冲消融网篮热定型工装,其特征在于,所述拨盘组件和所述工装轴的材料选自包括钢、铜、铂中的一种。
3.根据权利要求2所述的脉冲消融网篮热定型工装,其特征在于所述子拨盘的数量为15。
4.根据权利要求3所述的脉冲消融网篮热定型工装,其特征在于,所述第二螺母的数量为2。
5.根据权利要求4所述的脉冲消融网篮热定型工装,其特征在于,所述滑动槽的数量为5。
6.根据权利要求5所述的脉冲消融网篮热定型工装,其特征在于,所述滑动槽为弧状,所述滑动槽的弧度为15°-30°。
7.根据权利要求6所述的脉冲消融网篮热定型工装,其特征在于,每对所述限位柱的间距为0.3mm-1mm。
技术总结
本发明涉及医疗器械制造技术领域的一种脉冲消融网篮热定型工装,包括工装轴、拨盘组件、第一螺母和第二螺母;所述拨盘组件包括n个子拨盘;所述n个子拨盘依次排列于所述工装轴上,所述第一螺母旋拧于所述工装轴的一端,所述第二螺母旋拧于所述工装轴的另一端;所述子拨盘中央开设有拨盘回转孔,所述子拨盘端面开设有若干滑动槽,每个所述滑动槽内均安装有滑动柱,所述子拨盘圆周面上设置有刻度尺和若干成对的限位柱,所述刻度尺上设置有标记。本发明可随意调节网篮形状、弯型曲率可调,灵活性好,适用范围广,操作性简单,热定型时尺寸形状稳定可靠。
技术研发人员:王凯凯,周宏雷,唐瑜珅,姚佳佳
受保护的技术使用者:梅达沃科技(上海)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!