一种复合管管件先进先出注塑结构的制作方法
本发明涉及一种注塑设备,更确切地说,是一种复合管管件先进先出注塑结构。
背景技术:
1、现有的复合管管件一般采用专用管件注塑机注塑成型,如图1所示,注料口21a设置在储料缸200的前端,柱塞300前移注射后,背压下余料随柱塞后移,每当新的塑化料进入储料缸200时,新料从前端充填,余料在后端不能全部被射出,导致余料长期储存在储料缸200内,pe塑料会长期受热分解致使(降解)碳化发生,余料前段部分碳化料在下一成型周期内与新料混熔会注入管件成型,从而影响产品质量。同时,每当生产完成排除储料缸余料停机时,由于余料长时滞留在高温储料缸内,pe塑料会长期受热分解致使(降解)碳化,排出后不能再次使用,增加了工艺损耗,造成材料浪费。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种复合管管件先进先出注塑结构。
2、为了解决上述技术问题,本发明采用了如下所述的技术方案:
3、一种复合管管件先进先出注塑结构,其特征在于,所述的复合管管件先进先出注塑结构包含一储料缸,所述的储料缸的前部设有一转阀,所述的储料缸内设有一管状的衬套和一可移动的柱塞,所述的柱塞贯穿所述的衬套,
4、所述的储料缸的侧壁上设有一注料口,所述的注料口上设有一预塑组件,所述的衬套的外壁上设有一环形的环向槽,所述的环向槽与所述的注料口相配合,
5、其中,所述的柱塞处于一起始位置和一终止位置之间,所述的注料口位于所述的起始位置的后部。
6、作为本发明较佳的实施例,
7、所述的衬套的前端与所述的储料缸之间具有一预先设置的第一单边间隙,所述的第一单边间隙和所述的环向槽构成一环向流道。
8、作为本发明较佳的实施例,所述的第一单边间隙为3mm~12mm。
9、作为本发明较佳的实施例,所述的第一单边间隙为7.5mm。
10、作为本发明较佳的实施例,所述的储料缸的后部设有一储料缸支架和一挡盖,所述的衬套的后部端面上设有若干衬套螺孔,所述的衬套螺孔通过第一紧固螺栓和第一弹簧垫片与所述的挡盖相连接,所述的储料缸通过第二紧固螺栓和第二弹簧垫片与所述的储料缸支架相连接。
11、作为本发明较佳的实施例,所述的衬套的内孔与所述的柱塞配磨,所述的衬套的内孔与所述的柱塞之间具有一预先设置的第二单边间隙,所述的第二单边间隙为0.02 mm~0.08mm。
12、与现有技术相比,本发明有以下有益效果:
13、该复合管管件先进先出注塑结构利用环向流道,进料均匀,流动状态好,易于排除空气,解决了余料长时滞留分解、碳化的问题,同时,也解决了降解料被注入管件中而造成产品质量的问题,生产完成后,储料缸清空余料再次使用,提高了材料利用率。
技术特征:
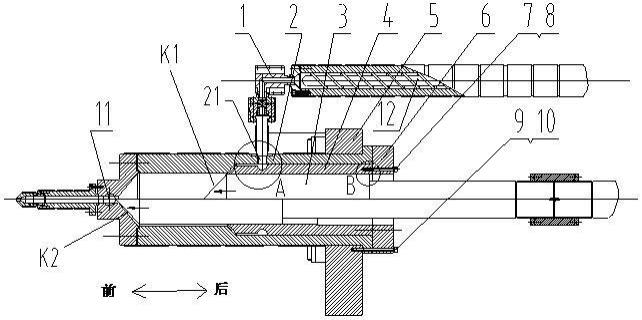
1.一种复合管管件先进先出注塑结构,其特征在于,所述的复合管管件先进先出注塑结构包含一储料缸(2),所述的储料缸(2)的前部设有一转阀(11),所述的储料缸(2)内设有一管状的衬套(4)和一可移动的柱塞(3),所述的柱塞(3)贯穿所述的衬套(4),
2.根据权利要求1所述的复合管管件先进先出注塑结构,其特征在于,
3.根据权利要求2所述的复合管管件先进先出注塑结构,其特征在于,所述的第一单边间隙。为3mm~12mm。
4.根据权利要求3所述的复合管管件先进先出注塑结构,其特征在于,所述的第一单边间隙为7.5mm。
5.根据权利要求1所述的复合管管件先进先出注塑结构,其特征在于,所述的储料缸(2)的后部设有一储料缸支架(5)和一挡盖(6),所述的衬套(4)的后部端面上设有若干衬套螺孔(42),所述的衬套螺孔(42)通过第一紧固螺栓(7)和第一弹簧垫片(8)与所述的挡盖(6)相连接,所述的储料缸(2)通过第二紧固螺栓(9)和第二弹簧垫片(10)与所述的储料缸支架(5)相连接。
6.根据权利要求1所述的复合管管件先进先出注塑结构,其特征在于,所述的衬套(4)的内孔与所述的柱塞(3)配磨,所述的衬套(4)的内孔与所述的柱塞(3)之间具有一预先设置的第二单边间隙(m2),所述的第二单边间隙(m2)为0.02 mm~0.08mm。
7.根据权利要求1所述的复合管管件先进先出注塑结构,其特征在于,所述的衬套(4)的后端与所述的储料缸(2)采用间隙配合。
8.根据权利要求1所述的复合管管件先进先出注塑结构,其特征在于,所述的所述衬套(4)为38crmoala制成,调质hb240-269,氮化处理深度0.3mm~0.6mm,hv≥850,脆化等级小于ⅱ级。
9.根据权利要求1所述的复合管管件先进先出注塑结构,其特征在于,所述的环向槽(41)的横截面呈半圆形。
技术总结
本发明公开了一种复合管管件先进先出注塑结构,包含一储料缸,所述的储料缸的前部设有一转阀,所述的储料缸内设有一管状的衬套和一可移动的柱塞,所述的柱塞贯穿所述的衬套,所述的储料缸的侧壁上设有一注料口,所述的注料口上设有一预塑组件,所述的衬套的外壁上设有一环形的环向槽,所述的环向槽与所述的注料口相配合,其中,所述的柱塞处于一起始位置和一终止位置之间,所述的注料口位于所述的起始位置的后部。该复合管管件先进先出注塑结构利用环向流道,进料均匀,流动状态好,易于排除空气,解决了余料长时滞留分解、碳化的问题,同时,也解决了降解料被注入管件中而造成产品质量的问题,提高了材料利用率。
技术研发人员:黄裕中,邓发忠,邹慈胜,牛铭昌,严志强,张亮,李辉,钱国华,何振兴
受保护的技术使用者:安徽优耐德管道技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!