一种新型巨型轮胎翻新的方法
本发明涉及轮胎翻新,具体为一种新型巨型轮胎翻新的方法。
背景技术:
1、对于轮胎人来说,许多磨损不大,但是又被人抛弃的轮胎是个很头疼的事情,矿运车在行驶中轮胎所承受的应力不均匀,导致伤口扩散,由于空气,水的渗透力强,在雨水或雪水的冲刷下渐渐的随着轮胎伤口渗入钢丝层,使钢丝层迅速被氧化、锈蚀、折断,与胎面胶渐渐分离,从而使伤口不断增大,加深。如果不及时修理的话,就会造成轮胎局部剥离、掉块、直至报废,但是翻新轮胎的出席赋予了轮胎的“第二次生命”,翻新轮胎包括移除原来磨损的胎面和换上新胎面,翻新轮胎的表现与同等的新轮胎可以非常相似。
2、经检索,现有专利(公开号为:cn110962383a)公开了一种一种轮胎翻新的方法。该专利技术虽然通过斜裁加大接头对接粘连面积,增加抗拉伸性能,但是整体工艺难度系数大,且较为繁琐,在翻新硫化过程,硫化的温度会对轮胎造成二次伤害,同时不能对翻新后的轮胎进行抗压力和最大承受温度进行检测,增加轮胎翻新投入后使用的风险。因此,本领域技术人员提供了一种新型巨型轮胎翻新的方法,以解决上述背景技术中提出的问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种新型巨型轮胎翻新的方法,本发明的轮胎翻新方法由铣刨、轮胎修理、建造、硫化几大步骤构成,翻新方法简单快速,可延长轮胎的使用寿命,降低翻新过程中的成本,且可避免在轮胎硫化过程中,对其造成二次伤害。
3、(二)技术方案
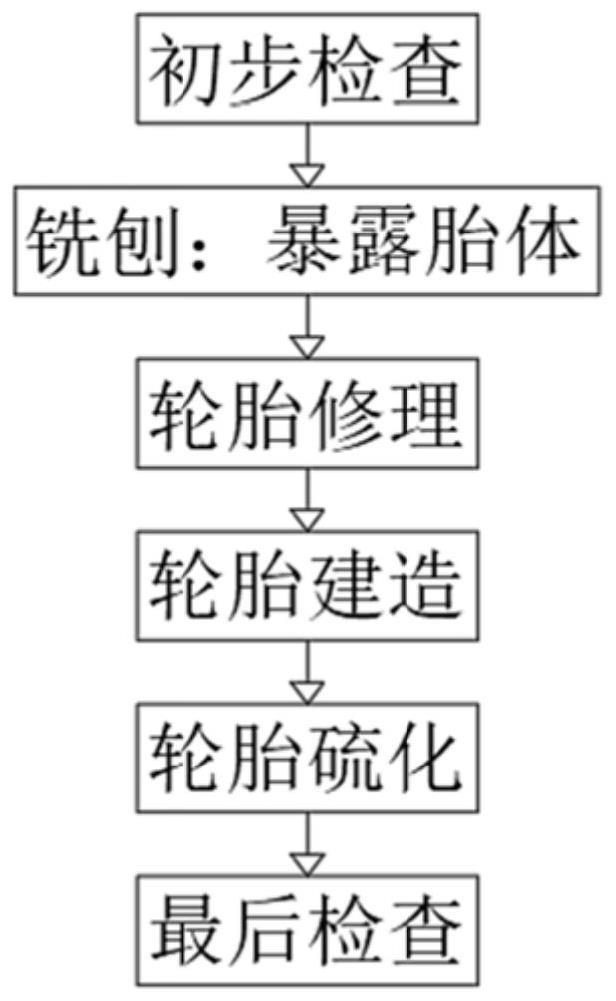
4、为实现以上目的,本发明通过以下技术方案予以实现:一种新型巨型轮胎翻新的方法,包括以下步骤:
5、s1.初步检查
6、1)检测轮胎是否有没有经历任何修补,避免一条轮胎出现第三次翻新;
7、2)对轮胎进行检测是否可以进行翻新;
8、s2.铣刨:暴露胎体
9、移出剩余的胎面胶,赋予胎体的胎冠和胎肩翻新所需要的轮廓,赋予加工表面所需的粗糙度;
10、s3.轮胎修理
11、轮胎修理包括打磨、除尘、喷涂橡胶溶液和填充;
12、s4.轮胎建造
13、在未硫化胶和预成型胎面进行选择,未硫化的橡胶(采用层叠条带缠绕、预成型或压延带)、预成型胎面(使用预硫化平面胎面带,分段胎面或环形胎面);
14、s5.轮胎硫化
15、将表面紧密贴合内外包装套的轮胎进行硫化;
16、s6.最后检查
17、对轮胎做最后检查,其中有缺陷或不符合要求的修理需要重新翻新。
18、优选的,在步骤s1初步检查过程中,其中检查出轮胎出现以下情况则不允翻新,趾口钢丝曝露或变形,受油脂物质、溶剂或腐蚀性产品损坏,损伤位于制造商指定的修理区域之外和或超出修复产品制造商允许的最大限制。
19、优选的,在步骤s1初步检查中,其中对轮胎进行检测是否可以进行翻新包括:深入检查(视觉检查、触摸胎体)和非破坏性试验(超声波测试、激光散斑、扫描、x射线)。
20、优选的,步骤s3中轮胎修理包括以下步骤:
21、s1.打磨
22、清除任何不需要的物体(嵌入的石头等),清理任何影响轮胎橡胶或胎体钢丝的伤口,通过打磨机对轮胎进行粗打磨,然后由工作人员手持打磨轮细打磨;
23、s2.除尘
24、把灰尘从刨好和打磨好的胎体上除去;
25、s3.喷涂橡胶溶液
26、在已清刷干净的伤口喷涂硫化溶液,使轮胎表面的凹坑进行填补;
27、s4.按照产品厂家规定的程度,应用填充橡胶、粘接橡胶、补片、蘑菇钉、修理件。
28、优选的,在步骤s5中对轮胎的硫化其目的是确保组件的内部粘结力,硫化未硫化的混合胶,在胎体和添加到各产品之间形成一个不可逆转的粘合,对翻新模具而言,即在橡胶上模铸出胎面花纹。
29、优选的,在步骤s5中轮胎硫化,设定硫化的温度为99℃。
30、优选的,步骤s6中最后检查包括以下步骤:
31、s1.轮胎测试
32、1)通过压力试验机对轮胎进行抗压力强度测试;
33、2)通过表面测温装置对轮胎表面进行测温。
34、s2.外观检查
35、检查轮胎的外部和内部,尤其要注意的修复受损区域,注意对接面的外观。
36、工作原理:该新型巨型轮胎翻新的方法,先对轮胎进行初步检查,首先检测轮胎是否有没有经历任何修补,其次对轮胎进行检测是否可以进行翻新,然后对轮胎继续宁铣刨,移出剩余的胎面胶,赋予胎体的胎冠和胎肩翻新所需要的轮廓,赋予加工表面所需的粗糙度,接着对轮胎进行打磨、除尘、喷涂橡胶溶液和填充,在未硫化胶和预成型胎面进行选择,未硫化的橡胶(采用层叠条带缠绕、预成型或压延带)、预成型胎面(使用预硫化平面胎面带,分段胎面或环形胎面),然后将表面紧密贴合内外包装套的轮胎进行硫化,最后从外观检查轮胎的外部和内部,尤其要注意的修复受损区域,注意对接面的外观,其中有缺陷或不符合要求的修理需要重新翻新。
37、(三)有益效果
38、本发明提供了一种新型巨型轮胎翻新的方法。具备以下有益效果:
39、1、本发明提供了一种新型巨型轮胎翻新的方法,本发明相比传统工艺,在对轮胎翻新前进行初步检查,并断定轮胎是否可以进行后续翻新,其中趾口钢丝暴露或变形、受油脂物质、溶剂或腐蚀性产品损坏、损伤位于制造商指定的修理区域之外和或超出修复产品制造商允许的最大限制的轮胎不允许翻新,对轮胎进行判定,减少胎体在进入翻新车间初步检查时被拒绝的风险。
40、2、本发明提供了一种新型巨型轮胎翻新的方法,本发明的轮胎翻新方法由铣刨、轮胎修理、建造、硫化几大步骤构成,翻新方法简单快速,可延长轮胎的使用寿命,降低翻新过程中的成本,且硫化温度相比传统的硫化温度降至99℃,避免了高温对胎体橡胶的二次伤害,解决了因高温加速轮胎橡胶老化的问题。
41、3、本发明提供了一种新型巨型轮胎翻新的方法,本发明在对轮胎翻新后,再次对轮胎进行检测,其中对轮胎的抗压力强度和温度以及外观进行检测,相比现有的翻新轮胎最终检测只通过全息技术进行检测,本检测方法更加全面,减少轮胎翻新投入后的风险。
技术特征:
1.一种新型巨型轮胎翻新的方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种新型巨型轮胎翻新的方法,其特征在于:在步骤s1初步检查过程中,其中检查出轮胎出现以下情况则不允翻新,趾口钢丝暴露或变形,受油脂物质、溶剂或腐蚀性产品损坏,损伤位于制造商指定的修理区域之外和或超出修复产品制造商允许的最大限制。
3.根据权利要求1所述的一种新型巨型轮胎翻新的方法,其特征在于:在步骤s1初步检查中,其中对轮胎进行检测是否可以进行翻新包括:深入检查(视觉检查、触摸胎体)和非破坏性试验(超声波测试、激光散斑、扫描、x射线)。
4.根据权利要求1所述的一种新型巨型轮胎翻新的方法,其特征在于:在步骤s3中轮胎修理包括以下步骤:
5.根据权利要求1所述的一种新型巨型轮胎翻新的方法,其特征在于:在步骤s5中对轮胎的硫化其目的是确保组件的内部粘结力,硫化未硫化的混合胶,在胎体和添加到各产品之间形成一个不可逆转的粘合,对翻新模具而言,即在橡胶上模铸出胎面花纹。
6.根据权利要求1所述的一种新型巨型轮胎翻新的方法,其特征在于:在步骤s5中轮胎硫化,设定硫化的温度为99℃。
7.根据权利要求1所述的一种新型巨型轮胎翻新的方法,其特征在于:在步骤s6中最后检查包括以下步骤:
技术总结
本发明提供一种新型巨型轮胎翻新的方法,涉及轮胎翻新技术领域。该新型巨型轮胎翻新的方法,包括以下步骤:S1.初步检查、S2.铣刨:暴露胎体、S3.轮胎修理、S4.轮胎建造、S5.轮胎硫化、S6.最后检查。本发明的轮胎翻新方法由铣刨、轮胎修理、建造、硫化几大步骤构成,翻新方法简单快速,可延长轮胎的使用寿命,降低翻新过程中的成本,且可避免在轮胎硫化过程中,对其造成二次伤害,同时在对轮胎翻新前进行初步检查,并断定轮胎是否可以进行后续翻新,减少胎体在进入翻新车间初步检查时被拒绝的风险。
技术研发人员:王强
受保护的技术使用者:黑龙江工程学院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!