一种基于自动脱水口的塑胶眼镜架加工工艺的制作方法
本发明涉及眼镜架加工,具体为一种基于自动脱水口的塑胶眼镜架加工工艺。
背景技术:
1、眼镜作为人们日常生活中的一种必需品,尤其是对于近视人群来说,发挥着越来越重要的作用。目前市场上的眼镜框种类繁多,其中塑料与金属结合的眼镜框深受消费者的喜爱,但是现有注塑眼镜架模具生产的产品表面较粗糙,合模线粗,留有水口,后续还要做大量的表面处理工作,严重影响生产效率和品质,增加了大量成本和损耗,故而需要一种基于自动脱水口的塑胶眼镜架加工工艺来解决上述问题。
技术实现思路
1、针对现有技术的不足,本发明提供了一种基于自动脱水口的塑胶眼镜架加工工艺,解决了现有注塑眼镜架模具生产的产品表面较粗糙,留有水口的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种基于自动脱水口的塑胶眼镜架加工工艺,包括以下步骤:
3、s1、开好产品模具,分为a模具和b模具;
4、s2、采用分级镜面火花及激光抛光技术,对模具型腔的镜面级光洁度进行加工,使得表面光洁可免喷光油,减少了大量加工工序;
5、s3、将a模具装在注塑机台上,同时进行注塑料去湿烘烤,将烘烤好的注塑料分步放入注塑料储料斗继续进行去湿烘烤;
6、s4、调整注塑射速、压力、射胶量等参数,通过a模具,进行第一次注塑,等待完成;
7、s5、将步骤s4中得到的工件进行加热,同时将b模具装在注塑机台上,进行注塑料去湿烘烤,将烘烤好的注塑料分步放入注塑料储料斗继续进行去湿烘烤;
8、s6、调整注塑射速、压力、射胶量等参数,将步骤s5中加热后的工件放入b模具中,同时启动抽真空机将b模内空气排出,进行第二次注塑;
9、s7、等待注塑机注塑完成,通过精密夹具及中走丝线切割相结合的工装技术,对脱水口进行精准的切割。
10、优选的,所述步骤s3和步骤s5中,注塑料去湿烘烤的温度为80~90摄氏度。
11、优选的,所述步骤s5中工件的加热温度为80~90摄氏度。
12、优选的,所述步骤s6中用的真空机压力在0.1mpa~0.09mpa之间。
13、优选的,所述步骤s2中的分级镜面火花技术采用的镜面加工电极尺寸缩放量取单侧0.2mm~0.05mm之间。
14、优选的,所述步骤s7中的中走丝线切割技术,其走丝速度为1m/s~3m/s,达到最大加工效率。
15、优选的,所述步骤s1中的模具采用精密cnc加工模具型腔,保证了产品尺寸的精准。
16、优选的,所述步骤s3和步骤s5中,放入注塑料储料斗继续去湿烘烤的温度为90~110摄氏度。
17、优选的,所述步骤s4中第一次注塑和步骤s6中第二次注塑的注射压力通常在1000bar~2000bar之间。
18、优选的,所述步骤s4中第一次注塑和步骤s6中第二次注塑的注塑冷却时间为30s~160s。
19、本发明提供了一种基于自动脱水口的塑胶眼镜架加工工艺。具备以下有益效果:
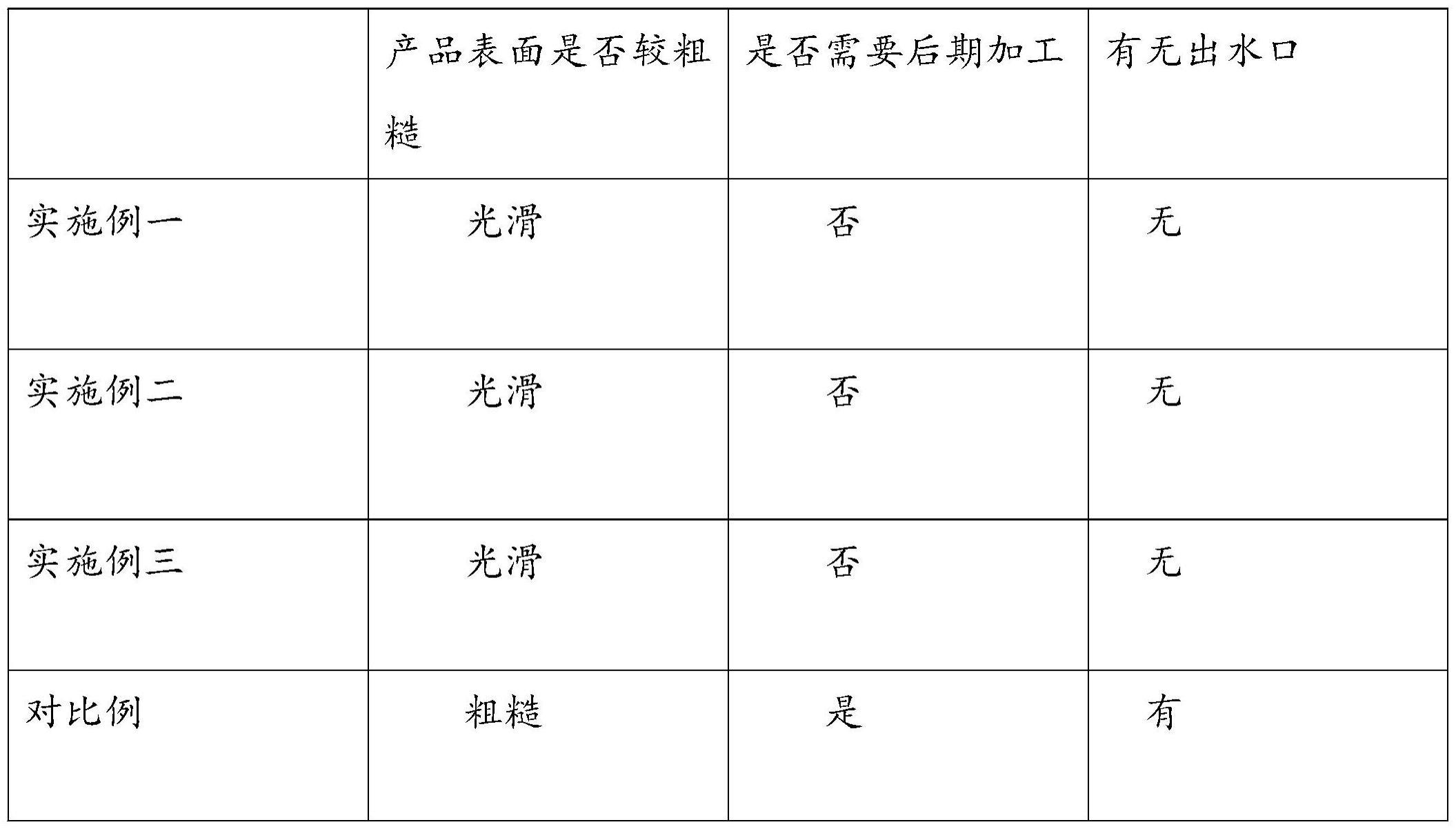
20、本技术可达成注塑眼镜架出模即无水口,表面光洁可免喷光油,减少了大量加工工序,产品品质提升,降低成本。
技术特征:
1.一种基于自动脱水口的塑胶眼镜架加工工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于自动脱水口的塑胶眼镜架加工工艺,其特征在于,所述步骤s3和步骤s5中,注塑料去湿烘烤的温度为80~90摄氏度。
3.根据权利要求1所述的一种基于自动脱水口的塑胶眼镜架加工工艺,其特征在于,所述步骤s5中工件的加热温度为80~90摄氏度。
4.根据权利要求1所述的一种基于自动脱水口的塑胶眼镜架加工工艺,其特征在于,所述步骤s6中用的真空机压力在0.1mpa~0.09mpa之间。
5.根据权利要求1所述的一种基于自动脱水口的塑胶眼镜架加工工艺,其特征在于,所述步骤s2中的分级镜面火花技术采用的镜面加工电极尺寸缩放量取单侧0.2mm~0.05mm之间。
6.根据权利要求1所述的一种基于自动脱水口的塑胶眼镜架加工工艺,其特征在于,所述步骤s7中的中走丝线切割技术,其走丝速度为1m/s~3m/s,达到最大加工效率。
7.根据权利要求1所述的一种基于自动脱水口的塑胶眼镜架加工工艺,其特征在于,所述步骤s1中的模具采用精密cnc加工模具型腔,保证了产品尺寸的精准。
8.根据权利要求1所述的一种基于自动脱水口的塑胶眼镜架加工工艺,其特征在于,所述步骤s3和步骤s5中,放入注塑料储料斗继续去湿烘烤的温度为90~110摄氏度。
9.根据权利要求1所述的一种基于自动脱水口的塑胶眼镜架加工工艺,其特征在于,所述步骤s4中第一次注塑和步骤s6中第二次注塑的注射压力通常在1000bar~2000bar之间。
10.根据权利要求1所述的一种基于自动脱水口的塑胶眼镜架加工工艺,其特征在于,所述步骤s4中第一次注塑和步骤s6中第二次注塑的注塑冷却时间为30s~160s。
技术总结
本申请涉及眼镜架加工技术领域,提供了一种基于自动脱水口的塑胶眼镜架加工工艺,包括以下步骤:S1、开好产品模具,分为A模具和B模具;S2、采用分级镜面火花及激光抛光技术,对模具型腔的镜面级光洁度进行加工,使得表面光洁可免喷光油,减少了大量加工工序;S3、将A模具装在注塑机台上,同时进行注塑料去湿烘烤,将烘烤好的注塑料分步放入注塑料储料斗继续进行去湿烘烤;S4、调整注塑射速、压力、射胶量等参数,通过A模具,进行第一次注塑,等待完成。本技术可达成注塑眼镜架出模即无水口,表面光洁可免喷光油,减少了大量加工工序,产品品质提升,降低成本。
技术研发人员:张德胜
受保护的技术使用者:浙江布鲁金眼镜有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!