竹基复合材料管生产工艺用智能检测系统的制作方法
本发明涉及智能检测系统领域,特别涉及竹基复合材料管生产工艺用智能检测系统。
背景技术:
1、竹缠绕复合管是一种以竹子为基材,采用机械缠绕方式,以树脂为胶黏剂,采用缠绕工艺加工成型的新型生物基管道,替代螺旋焊管、预应力钢筒混凝土管等传统管道,可广泛应用于农水、石化、城建、住宅、储运等领域,现有的竹基复合材料的生产的管材,主要在管材生产成型后,对管材进行测试,但是竹基的复合管的材料多样,每个生产环节中出现都容易出现误差,只对成材后管材进行检测,不易得到问题的原因,不易找到对应的生产环节,查找不智能,且部分生产环节中出现的误差也容易被掩盖,造成成品使用时,质量不达标。
技术实现思路
1、本发明的主要目的在于提供竹基复合材料管生产工艺用智能检测系统,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明采取的技术方案为:
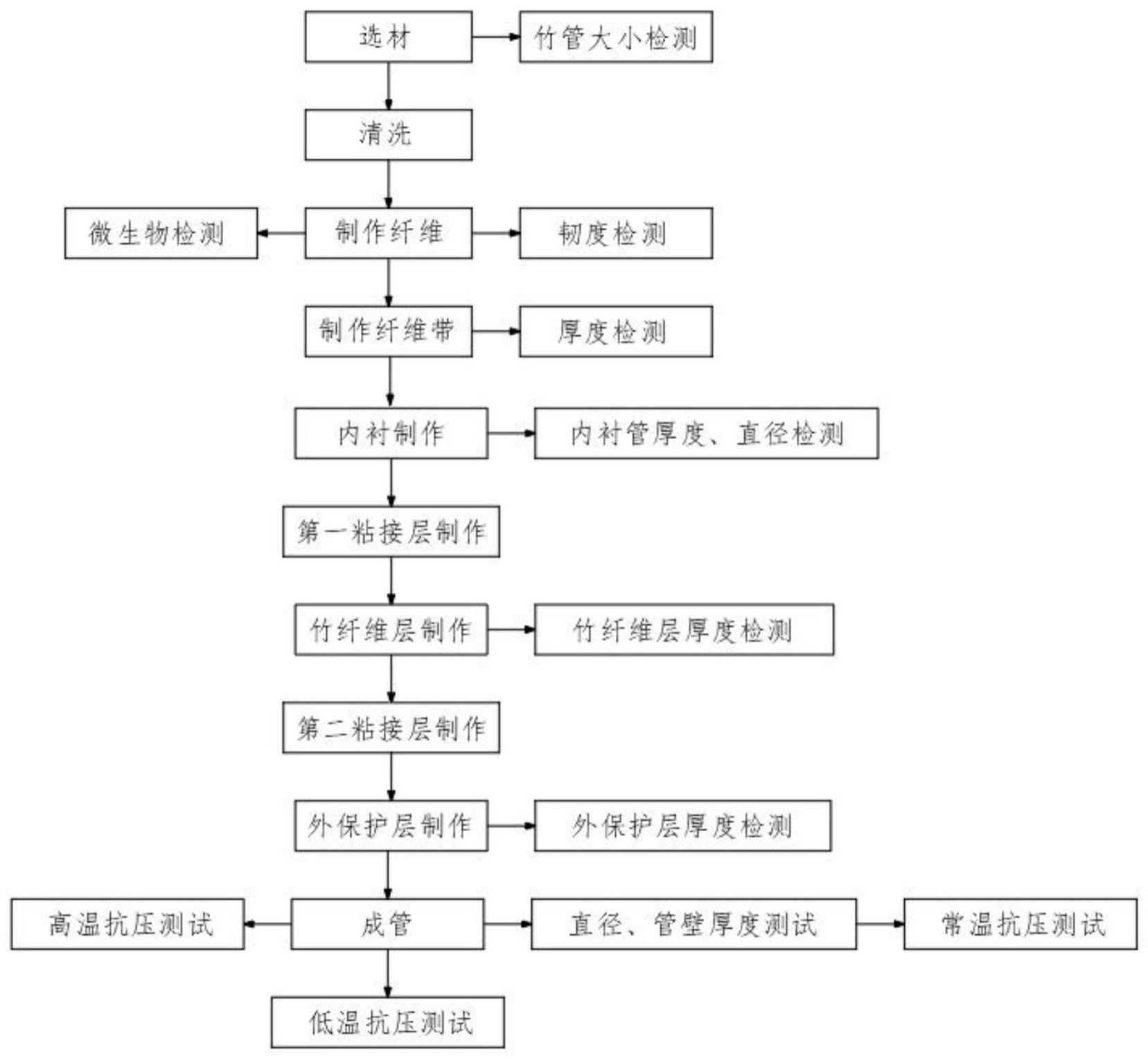
3、竹基复合材料管生产工艺用智能检测系统,包括以下步骤:
4、s1、选材:选取同种品质的竹子进行砍伐,对竹子进行竹管大小检测,以竹管直径5厘米及5厘米以上竹子为原料,低于5厘米的竹子不取;
5、s2、清洗:对选取的竹子进行清洗,将竹身上的泥土、杂质进行去除;
6、s3、制作纤维:将清洗后的竹子制作成竹纤维,并对制成的竹纤维分别进行韧度检测和微生物检测;
7、s4、制作纤维带:将品质合格的竹纤维纺织成竹纤维带,并对制成的竹纤维带进行厚度检测;
8、s5、内衬制作:将融化后树脂通过模具制成内衬管,并检测内衬管的厚度和直径;
9、s6、第一粘接层制作:将树脂粘接胶均匀的涂抹在检测合格的内衬管上,并通过高温保持树脂胶的黏性;
10、s7、竹纤维层制作:将制作的纤维带缠绕在第一粘接层上,绷紧纤维带均匀沿着管体进行缠绕,缠绕检测后,对纤维层进行厚度检测;
11、s8、第二粘接层制作:将树脂粘接胶均匀的涂抹在检测合格的竹纤维层上,继续保持室内的高温,使得树脂胶的黏性保持;
12、s9、外保护层制作:通过聚乙烯制成的两个半圆的外保护管粘接在第二粘接层上,并通过热熔继续将连接缝隙消除,再次检测外保护管的外保护层厚度;
13、s10、成管:将制成的混合管进行直径、管壁整体厚度检测,然后将成管在常温中进行抗压测试和在高温中进行抗压测试以及在低温中进行抗压测试,测试合格后,为合格品存入仓库待用。
14、优选的,所述s3步骤中,需要将清洗后的竹子,进行破碎,破碎后的竹子通过制竹片、蒸竹片、压缩分解、生物酶脱胶、梳理纤维制成纺织用纤维,纤维的韧度通过限位拉力测试仪进行检测,纤维的微生物检测通过织物抗菌性能检测方法、如平行划线法等检测纤维上的菌落数是否合格。
15、优选的,所述s4步骤中,纺织成的纤维带的厚度为10-15mm之间。
16、优选的,所述s4、s5、s7、s9和s10步骤中,检测厚度的设备为测厚仪。
17、优选的,所述s6和s8步骤中,室内采用35-40摄氏度的温度,保持树脂粘接胶的黏性,当纤维带缠绕在第一粘接层上后和外保护层粘接在第二粘接层上后,将室温降低至常温状态下,保持6-8个小时,使得粘接完成。
18、优选的,所述s10步骤中,通过抗压试验机对管材进行测试,将室内温度升高至40-45摄氏度,并保持24-48小时后进行高温抗压测试,然后将室内温度降低至零下15-20摄氏度,并保持24-48小时后进行低温抗压测试。
19、与现有技术相比,本发明具有如下有益效果:通过设置开启监测模块等模块对手机的网络网速实时监测,及时调整清晰度减少卡顿,提高使用舒适度;
20、通过设置的智能检测系统,通过对竹基复合材料的选材、制作纤维、制作纤维带、内衬制作、竹纤维层制作、外保护层制作、成管的各个阶段进行分别检测,从而将竹基复合管材的各个生产步骤进行监控,使得各个生产环节的成品质量合格,从而使得成品后的管材质量更好,更为优良,且通过监控各个生产环节,使得出现问题更容易查找,更能准确的找到问题,找到生产环节,使得解决问题更为智能。
技术特征:
1.竹基复合材料管生产工艺用智能检测系统,其特征在于:包括以下步骤:
2.根据权利要求1所述的竹基复合材料管生产工艺用智能检测系统,其特征在于:所述s3步骤中,需要将清洗后的竹子,进行破碎,破碎后的竹子通过制竹片、蒸竹片、压缩分解、生物酶脱胶、梳理纤维制成纺织用纤维,纤维的韧度通过限位拉力测试仪进行检测,纤维的微生物检测通过织物抗菌性能检测方法、如平行划线法等检测纤维上的菌落数是否合格。
3.根据权利要求1所述的竹基复合材料管生产工艺用智能检测系统,其特征在于:所述s4步骤中,纺织成的纤维带的厚度为10-15mm之间。
4.根据权利要求3所述的竹基复合材料管生产工艺用智能检测系统,其特征在于:所述s4、s5、s7、s9和s10步骤中,检测厚度的设备为测厚仪。
5.根据权利要求4所述的竹基复合材料管生产工艺用智能检测系统,其特征在于:所述s6和s8步骤中,室内采用35-40摄氏度的温度,保持树脂粘接胶的黏性,当纤维带缠绕在第一粘接层上后和外保护层粘接在第二粘接层上后,将室温降低至常温状态下,保持6-8个小时,使得粘接完成。
6.根据权利要求5所述的竹基复合材料管生产工艺用智能检测系统,其特征在于:所述s10步骤中,通过抗压试验机对管材进行测试,将室内温度升高至40-45摄氏度,并保持24-48小时后进行高温抗压测试,然后将室内温度降低至零下15-20摄氏度,并保持24-48小时后进行低温抗压测试。
技术总结
本发明公开了竹基复合材料管生产工艺用智能检测系统,包括选材,清洗,制作纤维,制作纤维带,内衬制作,第一粘接层制作,竹纤维层制作,第二粘接层制作,外保护层制作和成管。本发明所述的竹基复合材料管生产工艺用智能检测系统,属于智能检测系统领域,对竹基复合材料的选材、制作纤维、制作纤维带、内衬制作、竹纤维层制作、外保护层制作、成管的各个阶段进行分别检测,从而将竹基复合管材的各个生产步骤进行监控,使得各个生产环节的成品质量合格,从而使得成品后的管材质量更好,更为优良,且通过监控各个生产环节,使得管材出现问题更容易查找,更能准确的找到问题,找到生产环节,使得解决问题更为智能。
技术研发人员:罗珍,李红杰
受保护的技术使用者:国科产融(北京)科学技术研究院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!