复合暖气片薄壁塑料管与塑料管件的熔接方法及其应用与流程
本发明涉及散热器术领域,尤其涉及一种塑铝复合暖气片薄壁塑料管与塑料管件的熔接方法。
背景技术:
1、现有技术专利号zl201910091285中,提出了一种塑铝复合暖气片塑料管与塑料三通的熔接方法,是将塑料圆管穿入金属圆形管道内,在金属管道两端,压缩塑料管于金属管道内,并露出金属管道两端管壁,将露出金属管道的两端管壁向内弯曲,封住塑料管,使其无法弹出,在加热塑料三通的外壁和金属管道内的塑料管内壁至熔融,将塑料三通插入塑料管内使其熔接成一体。
2、在实际生产过程中,这个工艺流程在塑料管管壁较厚(2mm以上)的情况下是可行,但是在塑料管管壁较薄的情况下就无法实施,因为,首先,在塑料管管壁较薄的情况下,金属管壁向内弯曲凸出面必须相应减小(弯曲凸出面不能高于塑料管的壁厚,否则无法进行热熔熔接),当撤去压力后由于薄壁塑料管较软,金属管壁向内弯曲凸出面较小,塑料管壁会向管心收缩脱离凸出面弹出,无法进行塑料管与塑料三通的热熔熔接;其次,在塑料管管壁较薄的情况下,如果塑料管壁向内弯曲凸出面较大与塑料管壁厚度接近时,就会影响塑料管与塑料三通热熔熔接,因为熔接时需要对塑料管的内壁加热使其表面熔融,并且熔池层要有一定的厚度,否则凸出面将会刮伤加热头,而且凸出面露出塑料管壁也会影响塑料三通与塑料管的熔接质量。
3、基于此,急待提出一种能够满足塑铝复合暖气片薄壁塑料管与塑料管件熔接的方法,解决上述问题。
技术实现思路
1、本发明的目的在于提供一种复合暖气片薄壁塑料管与塑料管件的熔接方法,以实现塑料管厚度在1.5mm以下时能够保证熔接质量,且提高散热效果的技术目的。
2、第一方面,本发明提供一种塑铝复合暖气片薄壁塑料管与塑料管件的熔接方法,包括以下步骤:
3、s1:将塑料管穿入金属管道内,塑料管外壁与金属管内壁过盈配合,金属管道的两端长于塑料管;
4、s2:加热塑料管件的外壁和金属管道内的塑料管内壁至熔融,在将塑料管件插入塑料管内使其熔接成一体;
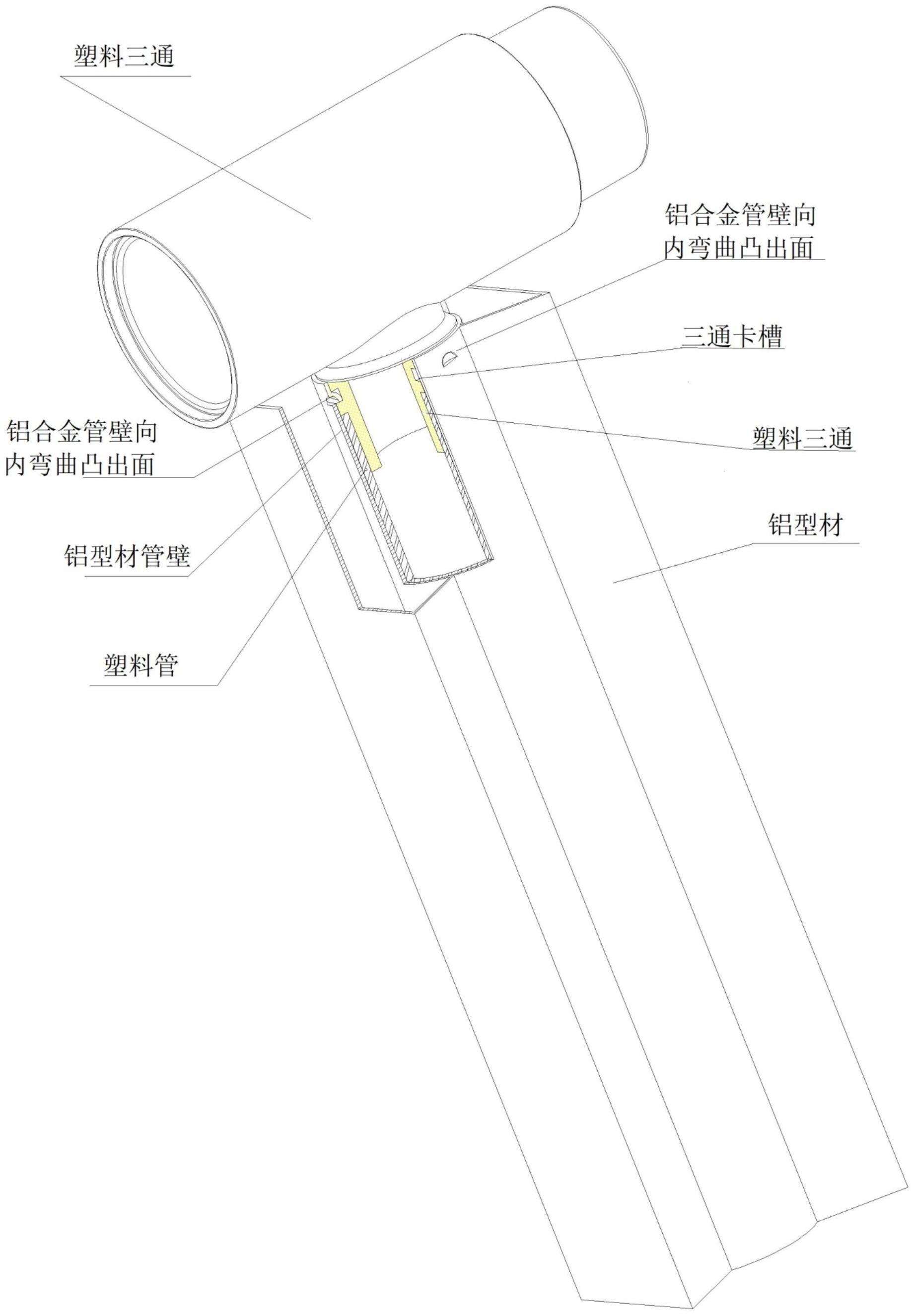
5、s3:金属管道的两端管壁向内弯曲凸出形成管道口卡榫,所述塑料管件外壁设有与所述卡榫配合的限位结构。
6、作为一种可能的实现方式,所述限位结构为榫槽。
7、作为一种可能的实现方式,所述塑料管件为三通或直通。
8、作为一种可能的实现方式,所述金属管道的两端长于塑料管3-15mm。
9、作为一种可能的实现方式,步骤s1中,在金属管道两端,压缩塑料管于金属管道内。
10、第二方面,本发明还提供塑铝复合暖气片薄壁塑料管与塑料管件的熔接方法的应用,在塑铝复合散热器中散热片与塑料三通、塑料直通、塑料弯管等塑料管件熔接时,均可采用上述方案。
11、与现有技术相比,本发明解决了塑铝复合暖气片在塑料管管壁厚度1.5mm以下的情况下,仍然可以热熔熔接并且有效的封堵塑料管和塑料三通与金属管道内。塑铝复合暖气片采用薄壁塑料管可以提高塑料管向金属管道传递热量,使塑铝复合暖气片的散热量提高,实验测试结果证明,2.0mm的塑料管与1.2mm塑料管,散热温差达到5℃左右;用壁厚1.2mm的塑料管制成的塑铝复合暖气片比用壁厚2.0mm的塑料管制成的塑铝复合暖气片的散热量高10%左右点。
12、而且,本发明还解决了塑料管的制造成本,现有技术塑料管的壁厚至少需要达到2.0mm以上才能热熔熔接,本发明的塑料管壁厚1.2mm以下仍然可以进行热熔熔接,比现有技术至少节约了40%的成本。
技术特征:
1.复合暖气片薄壁塑料管与塑料管件的熔接方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的复合暖气片薄壁塑料管与塑料管件的熔接方法,其特征在于,所述限位结构为榫槽。
3.根据权利要求1所述的复合暖气片薄壁塑料管与塑料管件的熔接方法,其特征在于,所述塑料管件为三通或直通。
4.根据权利要求1所述的复合暖气片薄壁塑料管与塑料管件的熔接方法,其特征在于,所述金属管道的两端长于塑料管3-15mm。
5.根据权利要求1所述的复合暖气片薄壁塑料管与塑料管件的熔接方法,其特征在于,步骤s1中,在金属管道两端,压缩塑料管于金属管道内。
6.根据权利要求1所述的复合暖气片薄壁塑料管与塑料管件的熔接方法,其特征在于,所述金属管道采用钢、铝合金或铜。
7.上述权利要求1-6任一项所述方法在散热器领域中的应用。
技术总结
本发明复合暖气片薄壁塑料管与塑料管件的熔接方法及其应用,涉及散热器领域,包括以下步骤:S1:将塑料管穿入金属管道内,塑料管外壁与金属管内壁过盈配合,金属管道的两端长于塑料管;S2:加热塑料管件的外壁和金属管道内的塑料管内壁至熔融,在将塑料管件插入塑料管内使其熔接成一体;S3:金属管道的两端管壁向内弯曲凸出形成管道口卡榫,所述塑料管件外壁设有与所述卡榫配合的限位结构。本发明通过上述方案实现了塑铝复合暖气片在塑料管管壁厚度1.5mm以下的情况下,仍然可以热熔熔接并且有效的封堵塑料管和塑料三通与金属管道内。
技术研发人员:靳周龙略,靳宏杰
受保护的技术使用者:龙略暖通科技(沈阳)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!