一种GFRP锚杆制造方法与流程
本发明涉及锚杆制造,具体是一种gfrp锚杆制造方法。
背景技术:
1、锚杆支护是当代巷道支护的最基本组成部分,锚杆位于岩土体内并与岩土体形成一个新复合体,从而使岩土体自身承载力加强。传统使用钢锚杆水泥进行支护,但钢锚杆耐久性差,钢材锈蚀问题严重。基于这种现状,为增强结构耐久性和结构安全性,使用玻璃纤维增强塑料(gfrp)及其制品替代钢锚杆。gfrp具有良好的力学性能和耐腐蚀性能,gfrp锚杆防爆抗静电、易切割、轻质高强、耐久耐腐蚀,在隧道和煤矿等狭小空间方便使用,施工容易,易于安装,减轻劳动强度。gfrp锚杆经过60多年的发展,已被广泛应用于巷道、边坡、隧道、坝体等工程技术主体加固中。
2、一般认为,锚杆预紧力是体现锚杆支护主动性、及时性的主要指标。锚杆预紧力主要是指在施工安装锚杆后,通过螺母对锚杆施加扭矩达到设计要求,从而实现真正的主动支护。锚杆预紧力是支护系统发挥支护效能的关键因素之一,锚杆扭矩与锚杆预紧力呈线性相关,扭矩施加的强度和扭矩的范围是影响预紧力和锚固力的主要原因,所以提高锚杆扭矩对锚杆支护稳定性有一定的积极作用。但现在市面上的玻璃钢锚杆杆体扭矩较小,以直径为22mm的普通玻璃钢锚杆杆体为例,扭矩仅有100nm左右,严重限制其锚固过程中扭矩施加的强度,进而影响预紧力和锚固力,因此,提供一种高扭矩gfrp锚杆的生产制造方法,是非常有必要的。
技术实现思路
1、本发明所要解决的技术问题是针对上述现有技术的不足提供一种gfrp锚杆制造方法,本gfrp锚杆制造方法的制造过程简单方便,生产出的gfrp锚杆扭矩高,提高锚杆支护稳定性。
2、为实现上述技术目的,本发明采取的技术方案为:
3、一种gfrp锚杆制造方法,包括:
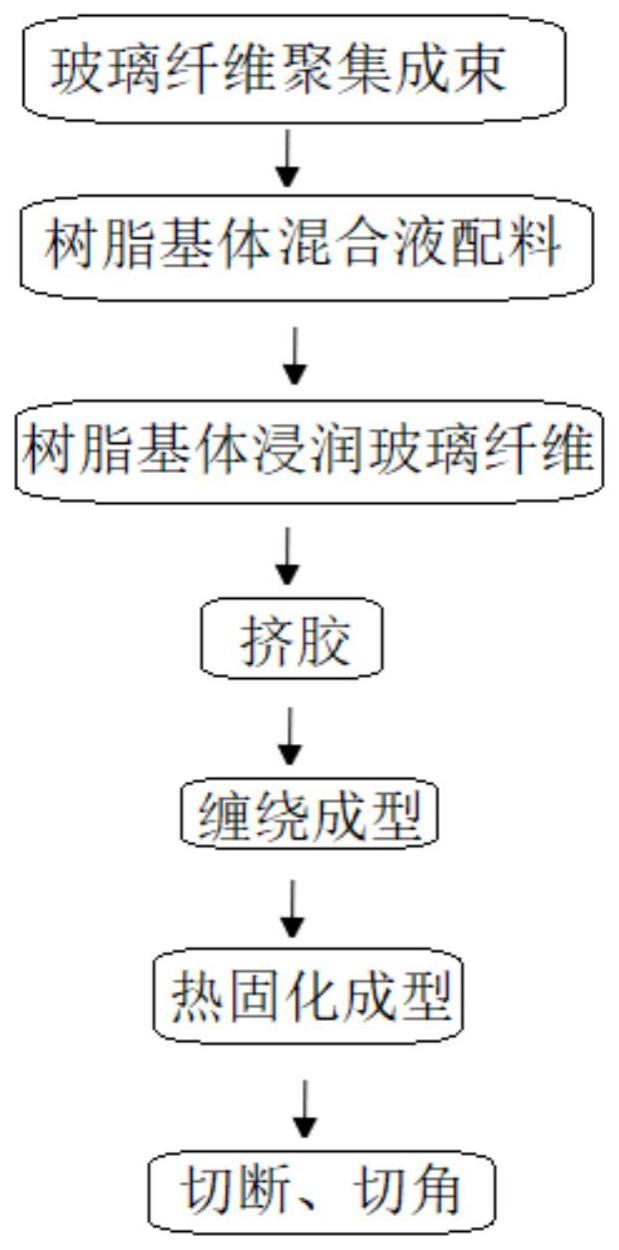
4、步骤1:将一定数量的玻璃纤维聚集成束;
5、步骤2:将引发剂、10μm的氢氧化铝和聚氨酯加入至液态的热固性树脂中,搅拌均匀,得到树脂基体混合液;其中氢氧化铝添加量为热固性树脂含量的10%;聚氨酯添加量为热固性树脂含量的6%;
6、步骤3:将若干根玻璃纤维浸润树脂基体混合液;
7、步骤4:聚集成束后的玻璃纤维浸润树脂基体混合液后,通过模具和中心管去除多余的树脂基体混合液,得到玻璃纤维芯束,然后与步骤3中已浸润树脂基体混合液的若干根玻璃纤维汇合,若干根玻璃纤维圆周均匀分布在玻璃纤维芯束四周;
8、步骤5:将汇合后的玻璃纤维束通过线勒出螺纹形状;
9、步骤6:将勒出螺纹形状的玻璃纤维束通过多节烘箱,高温固化成型,得到杆体;从前至后排列的多节烘箱的温度依次递减10℃;
10、步骤7:固化成型后的杆体通过牵引机牵引,再定尺切割、切角,完成gfrp锚杆制备。
11、作为本发明进一步改进的技术方案,所述的步骤5具体为:将汇合后的玻璃纤维束通过螺纹成型设备上的线勒出螺纹形状;
12、其中螺纹成型设备包括正转缠绕电机、转盘、立柱、导线管和运输管,所述正转缠绕电机的输出端与转盘连接,且用于驱动转盘正转,所述运输管穿过转盘的中心孔并与转盘的中心孔固定连接,玻璃纤维束位于运输管内部,所述运输管上固定连接有两个导线管,所述转盘上转动连接有两根立柱,两根立柱相对于转盘中心对称,两根立柱的尾端均连接有反转电机,所述反转电机用于驱动立柱反转,两根立柱上均缠绕连接有线,两根立柱上的线分别穿过两个导线管后合并在一起从运输管端部穿入至运输管内与运输管内的玻璃纤维缠绕连接;
13、正转缠绕电机驱动转盘正转,反转电机驱动立柱反转,线在正转缠绕电机和反转电机的作用下形成收缩力,在汇合后的玻璃纤维束表面缠绕并勒出螺纹。
14、当然,也可以采用其他现有的螺纹成型设备,如cn202439241u中的双螺纹成型装置,cn1807056a中的玻璃纤维全螺纹锚杆柔性成型工艺及所用装置等等。
15、作为本发明进一步改进的技术方案,所述的玻璃纤维采用4800tex无碱玻璃纤维无捻粗砂。
16、作为本发明进一步改进的技术方案,所述的热固性树脂采用不饱和聚酯树脂、乙烯基树脂或环氧树脂。
17、作为本发明进一步改进的技术方案,所述的步骤6中首节烘箱温度为280℃。
18、本发明的有益效果为:
19、本发明玻璃纤维芯束与已浸润树脂基体混合液的若干根玻璃纤维汇合,若干根玻璃纤维圆周均匀分散在玻璃纤维芯束四周,方便后期通过螺纹成型设备在分散在玻璃纤维芯束表面的干根玻璃纤维表面勒出螺纹。
20、本发明在首节烘箱温度280℃时,扭矩达到峰值;填充剂主要为氢氧化铝填料,当氢氧化铝填料粒度为10μm,添加量为树脂量10%时,gfrp锚杆扭矩最大;添加剂为聚氨酯,当聚氨酯添加量为不饱和聚酯树脂含量的6%时,gfrp锚杆扭矩最佳,达到原扭矩120%。
技术特征:
1.一种gfrp锚杆制造方法,其特征在于,包括:
2.根据权利要求1所述的gfrp锚杆制造方法,其特征在于,所述的步骤5具体为:将汇合后的玻璃纤维束通过螺纹成型设备上的线勒出螺纹形状;
3.根据权利要求1所述的gfrp锚杆制造方法,其特征在于,所述的玻璃纤维采用4800tex无碱玻璃纤维无捻粗砂。
4.根据权利要求1所述的gfrp锚杆制造方法,其特征在于,所述的热固性树脂采用不饱和聚酯树脂、乙烯基树脂或环氧树脂。
5.根据权利要求1所述的gfrp锚杆制造方法,其特征在于,所述的步骤6中首节烘箱温度为280℃。
技术总结
本发明公开了一种GFRP锚杆制造方法,包括:将一定数量的玻璃纤维聚集成束;将引发剂、氢氧化铝和聚氨酯加入至热固性树脂中,搅拌均匀,得到树脂基体混合液;将若干根玻璃纤维浸润树脂基体混合液;聚集成束后的玻璃纤维浸润树脂基体混合液后,通过模具和中心管去除多余的树脂基体混合液,得到玻璃纤维芯束,然后与已浸润树脂基体混合液的若干根玻璃纤维汇合;将汇合后的玻璃纤维束通过线勒出螺纹形状;将勒出螺纹形状的玻璃纤维束通过多节烘箱,高温固化成型,得到杆体;固化成型后的杆体通过牵引,再定尺切割、切角,完成GFRP锚杆制备。本发明GFRP锚杆制造方法的制造过程简单方便,生产出的GFRP锚杆扭矩高,提高锚杆支护稳定性。
技术研发人员:李斌,吴建生,徐子平,董辉辉,王文晶,汪宇伦,李亚军,丁晓杰,刘钧源,胡正甫,仝玉柱,柏楠
受保护的技术使用者:南京科工煤炭科学技术研究有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!