一种激光塑料焊接方法与流程
本发明涉及焊接,具体为一种激光塑料焊接方法。
背景技术:
1、激光焊接技术是指通过激光产生高温溶解,对两件产品进行焊接的技术,随着新型材料加工技术的发展,塑料产品正因其质量轻、耐腐蚀、绝缘性好和成型加工性能优良等特性,已经大量取代金属和陶瓷等传统材料,广泛应用于航空、船舶、汽车、医疗器具、食品包装以及日用化工等领域。
2、塑料件连接工艺的好坏对塑料产品的广泛应用有着重大的意义塑料激光焊接是一种高效、高精度的塑料连接技术,它利用激光束将两个或多个塑料部件进行焊接。
3、目前,常见的激光焊接塑料的方式为上下叠焊,上层塑料为透激光材料,下层塑料为吸收激光材料,通过下层塑料逐渐升温熔化与上层塑料粘连,实现焊接,但这种方式的焊接强度较差,存在改进之处。
技术实现思路
1、本发明的目的在于提供一种激光塑料焊接方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种激光塑料焊接方法,包括以下步骤:
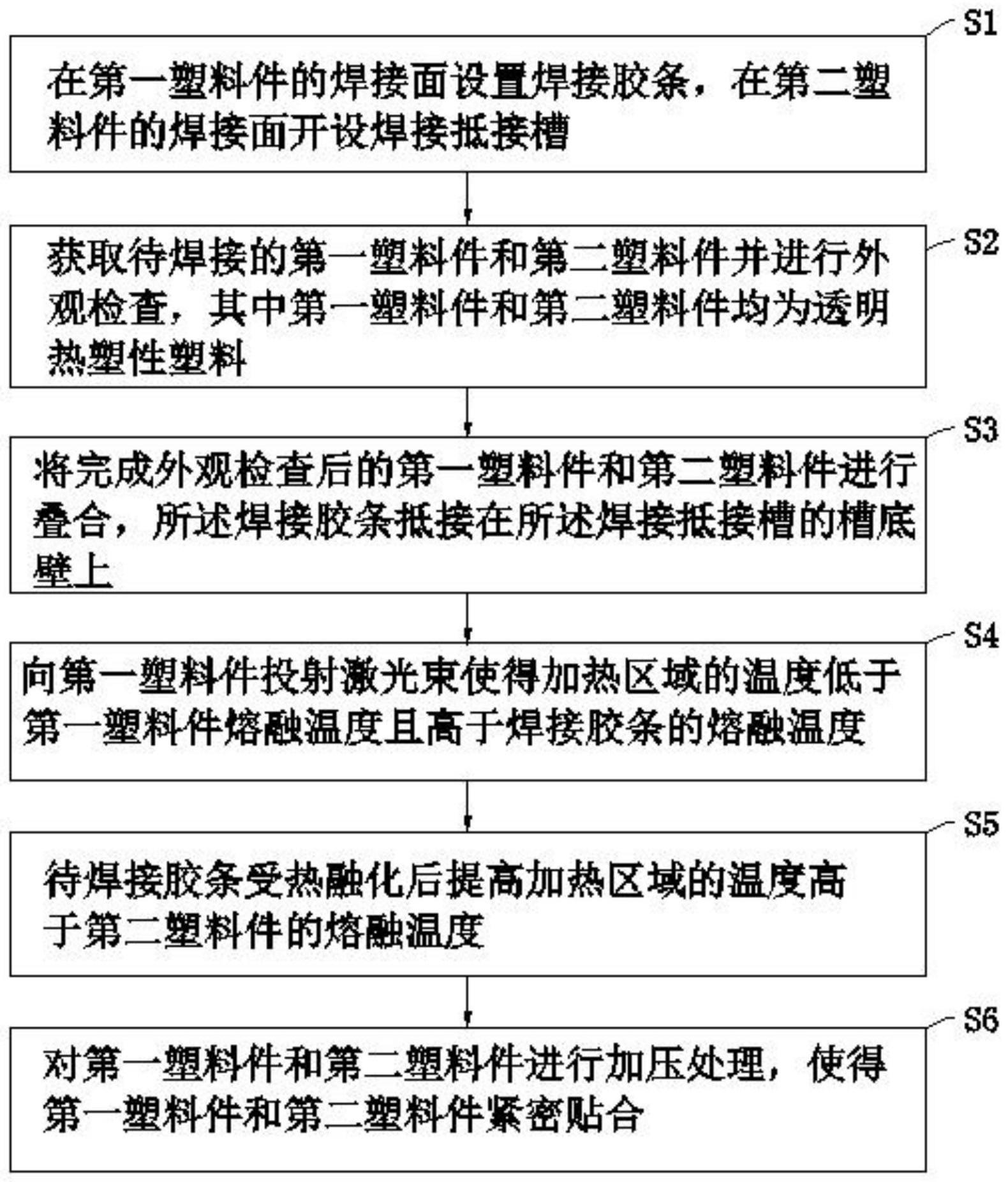
4、在第一塑料件的焊接面设置焊接胶条,在第二塑料件的焊接面开设焊接抵接槽;
5、获取待焊接的第一塑料件和第二塑料件并进行外观检查,其中第一塑料件和第二塑料件均为透明热塑性塑料;
6、将完成外观检查后的第一塑料件和第二塑料件进行叠合,所述焊接胶条抵接在所述焊接抵接槽的槽底壁上;
7、向第一塑料件投射激光束使得加热区域的温度低于第一塑料件熔融温度且高于焊接胶条的熔融温度;
8、待焊接胶条受热融化后提高加热区域的温度高于第二塑料件的熔融温度;
9、对第一塑料件和第二塑料件进行加压处理,使得第一塑料件和第二塑料件紧密贴合。
10、通过采用上述技术方案,通过在第一塑料件的焊接面设置焊接胶条,在第二塑料件的焊接面开设焊接抵接槽,在受到激光束照射后,焊接胶条先产生熔化,熔化后的焊接胶条均匀铺覆在焊接抵接槽内,再通过升高加热区域的温度使得使得第一塑料件和第二塑料件紧密贴合,提高了第一塑料件与第二塑料件连接的紧密度。
11、进一步的,所述的在第一塑料件的焊接面设置焊接胶条,在第二塑料件的焊接面开设焊接抵接槽的步骤具体包括:
12、对第一塑料件的焊接面进行灰尘处理,并在第一塑料件的焊接面涂覆焊接胶条;
13、将焊接胶条粘连在第一塑料件的边缘和中心位置,其中焊接胶条为黑色不透光胶条;
14、在第二塑料件的焊接面一体成型焊接抵接槽,并在焊接抵接槽的槽底开设摩擦纹。
15、进一步的,所述的获取待焊接的第一塑料件和第二塑料件并进行外观检查的步骤,具体包括:
16、获取第一塑料件和第二塑料件的图像数据;
17、将获取到的图像数据与预设的标准图像数据进行比对,观察第一塑料件和第二塑料件的表面是否存在灰尘和所述焊接抵接槽的表面是否存在毛刺。
18、进一步的,所述的将完成外观检查后的第一塑料件和第二塑料件进行叠合,所述焊接胶条抵接在所述焊接抵接槽的槽底壁上的步骤,具体包括:
19、将第二塑料件放置在操作台上,将第一塑料件设置在第二塑料件的上方;
20、对第一塑料件施加垂直压,使得第一塑料件上设置的焊接胶条抵接在焊接抵接槽的槽底;
21、对第一塑料件施加偏移压,其中偏移压小于焊接胶条与焊接抵接槽的槽底间的摩擦力,检测第一塑料件是否发生偏移;
22、若第一塑料件发生偏移,观察焊接胶条是否与焊接抵接槽的槽底贴合。
23、进一步的,所述的向第一塑料件投射激光束使得加热区域的温度低于第一塑料件熔融温度且高于焊接胶条的熔融温度的步骤具体包括:
24、在第一塑料件和第二塑料件叠合后,第一塑料件和第二塑料件的接触区为加热区域;
25、向第一塑料件投射激光束,其中激光束产生的温度呈逐渐升高;
26、当激光在低于第一塑料件熔融温度且高于焊接胶条的熔融温度时,观察焊接胶条是否熔融,若熔融持续5秒后停止升温。
27、进一步的,采用红外激光器或半导体激光器对第一塑料件投射激光束。
28、进一步的,所述红外激光器或半导体激光器产生的激光束面积大于第一塑料件的面积,且激光束在第一塑料件上方沿中心向四周方向重复运动。
29、进一步的,所述的对第一塑料件和第二塑料件进行加压处理,使得第一塑料件和第二塑料件紧密贴合的步骤具体包括:
30、在第二塑料件的下方设置气泵,所述气泵的出气口连通有管罩,第二塑料件覆盖在管罩上;
31、逐渐提高气泵的气压,使得第二塑料件在气压的作用下沿靠近第一塑料件的方向移动;
32、在第一塑料件和第二塑料件贴合的周侧设置夹板,夹板上开设有进气口,所述进气口与第一塑料件和第二塑料件贴合的周侧位于同一平面;
33、向进气口中充入保护气体以减少焊接处塑料过热氧化。
34、与现有技术相比,本发明的有益效果是:通过在第一塑料件的焊接面设置焊接胶条,在第二塑料件的焊接面开设焊接抵接槽,在受到激光束照射后,焊接胶条先产生熔化,熔化后的焊接胶条均匀铺覆在焊接抵接槽内,再通过升高加热区域的温度使得使得第一塑料件和第二塑料件紧密贴合,提高了第一塑料件与第二塑料件连接的紧密度。
技术特征:
1.一种激光塑料焊接方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种激光塑料焊接方法,其特征在于:所述的在第一塑料件的焊接面设置焊接胶条,在第二塑料件的焊接面开设焊接抵接槽的步骤具体包括:
3.根据权利要求1所述的一种激光塑料焊接方法,其特征在于:所述的获取待焊接的第一塑料件和第二塑料件并进行外观检查的步骤,具体包括:
4.根据权利要求1所述的一种激光塑料焊接方法,其特征在于:所述的将完成外观检查后的第一塑料件和第二塑料件进行叠合,所述焊接胶条抵接在所述焊接抵接槽的槽底壁上的步骤,具体包括:
5.根据权利要求1所述的一种激光塑料焊接方法,其特征在于:所述的向第一塑料件投射激光束使得加热区域的温度低于第一塑料件熔融温度且高于焊接胶条的熔融温度的步骤具体包括:
6.根据权利要求5所述的一种激光塑料焊接方法,其特征在于:采用红外激光器或半导体激光器对第一塑料件投射激光束。
7.根据权利要求6所述的一种激光塑料焊接方法,其特征在于:所述红外激光器或半导体激光器产生的激光束面积大于第一塑料件的面积,且激光束在第一塑料件上方沿中心向四周方向重复运动。
8.根据权利要求1所述的一种激光塑料焊接方法,其特征在于:所述的对第一塑料件和第二塑料件进行加压处理,使得第一塑料件和第二塑料件紧密贴合的步骤具体包括:
技术总结
本发明公开了一种激光塑料焊接方法,涉及焊接技术领域,包括以下步骤:在第一塑料件的焊接面设置焊接胶条,在第二塑料件的焊接面开设焊接抵接槽;获取待焊接的第一塑料件和第二塑料件并进行外观检查,其中第一塑料件和第二塑料件均为透明热塑性塑料;将完成外观检查后的第一塑料件和第二塑料件进行叠合,所述焊接胶条抵接在所述焊接抵接槽的槽底壁上;向第一塑料件投射激光使得加热区域的温度低于第一塑料件熔融温度且高于焊接胶条的熔融温度;待焊接胶条受热融化后提高加热区域的温度高于第二塑料件的熔融温度;对第一塑料件和第二塑料件进行加压处理,使得第一塑料件和第二塑料件紧密贴合。本申请具有提高激光焊接塑料连接紧密性的效果。
技术研发人员:孙海,李健
受保护的技术使用者:乐普科(上海)光电有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!