一种注塑机首次抱闸的控制方法、装置、设备和介质与流程
本发明实施例涉及计算机技术,尤其涉及一种注塑机首次抱闸的控制方法、装置、设备和介质。
背景技术:
1、随着技术的发展,越来越多样的塑料制品被制造出来,并应用于生活中的各个方面。注塑机作为塑料制品的制造设备,也被更多的生产商所使用。在所有生产商采购的全新注塑机到货之后,需要对全新注塑机进行首次抱闸调试。
2、目前,通常依靠人工完成对全新注塑机的首次抱闸调试。然而这种人工调试的方式,需要专业人员长时间进入注塑机内部,并通过人眼判断抱闸对准状态,再依据判断出的抱闸对准状态,控制注塑机进行首次抱闸。这种人工调试的方式费时费力,还会存在误判抱闸对准状态,导致注塑机首次抱闸时磨损部件的情况。
技术实现思路
1、本发明实施例提供了一种注塑机首次抱闸的控制方法、装置、设备和介质,以实现注塑机自动完成首次抱闸,从而提高首次抱闸效率和准确性,并避免在注塑机首次抱闸时磨损部件的情况。
2、第一方面,本发明实施例提供了一种注塑机首次抱闸的控制方法,包括:
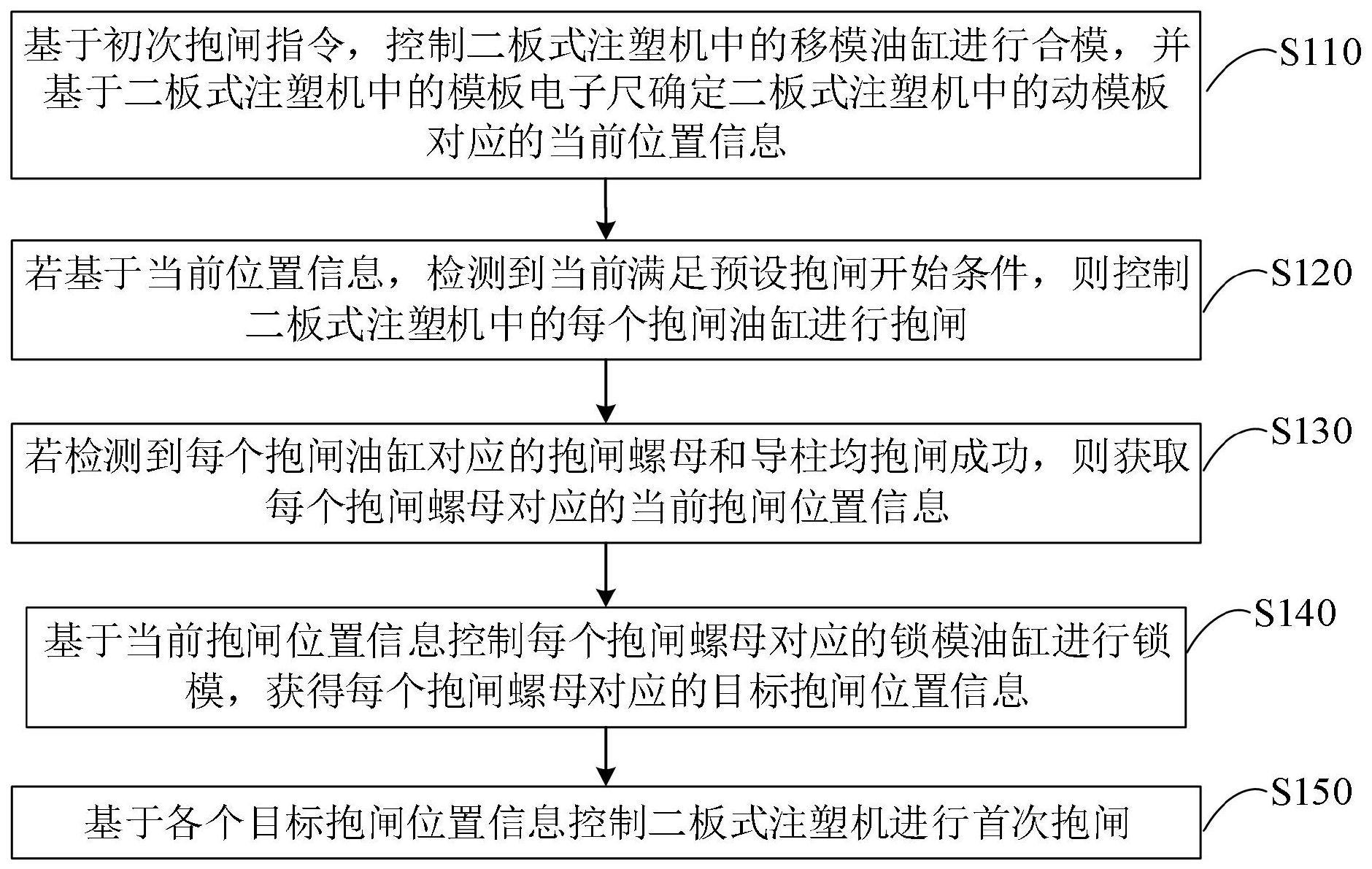
3、基于初次抱闸指令,控制二板式注塑机中的移模油缸进行合模,并基于所述二板式注塑机中的模板电子尺确定所述二板式注塑机中的动模板对应的当前位置信息;
4、若基于所述当前位置信息,检测到当前满足预设抱闸开始条件,则控制所述二板式注塑机中的每个抱闸油缸进行抱闸;
5、若检测到每个所述抱闸油缸对应的抱闸螺母和导柱均抱闸成功,则获取每个所述抱闸螺母对应的当前抱闸位置信息;
6、基于所述当前抱闸位置信息控制每个所述抱闸螺母对应的锁模油缸进行锁模,获得每个所述抱闸螺母对应的目标抱闸位置信息;
7、基于各个所述目标抱闸位置信息控制所述二板式注塑机进行首次抱闸。
8、第二方面,本发明实施例提供了一种注塑机首次抱闸的控制装置,包括:
9、当前位置信息确定模块,用于基于初次抱闸指令,控制二板式注塑机中的移模油缸进行合模,并基于所述二板式注塑机中的模板电子尺确定所述二板式注塑机中的动模板对应的当前位置信息;
10、抱闸控制模块,用于若基于所述当前位置信息,检测到当前满足预设抱闸开始条件,则控制所述二板式注塑机中的每个抱闸油缸进行抱闸;
11、当前抱闸位置信息获取模块,用于若检测到每个所述抱闸油缸对应的抱闸螺母和导柱均抱闸成功,则获取每个所述抱闸螺母对应的当前抱闸位置信息;
12、目标抱闸位置信息确定模块,用于基于所述当前抱闸位置信息控制每个所述抱闸螺母对应的锁模油缸进行锁模,获得每个所述抱闸螺母对应的目标抱闸位置信息;
13、首次抱闸模块,用于基于各个所述目标抱闸位置信息控制所述二板式注塑机进行首次抱闸。
14、第三方面,本发明实施例提供了一种电子设备,所述电子设备包括:
15、一个或多个处理器;
16、存储器,用于存储一个或多个程序;
17、当所述一个或多个程序被所述一个或多个处理器执行,使得所述一个或多个处理器实现如本发明任意实施例所提供的注塑机首次抱闸的控制方法。
18、第四方面,本发明实施例提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如本发明任意实施例所提供的注塑机首次抱闸的控制方法。
19、本发明实施例的技术方案,通过基于初次抱闸指令,控制二板式注塑机中的移模油缸进行合模,并在合模的过程中基于所述二板式注塑机中的模板电子尺实时确定所述二板式注塑机中的动模板对应的当前位置信息;若基于所述当前位置信息,检测到当前满足预设抱闸开始条件,则控制所述二板式注塑机中的每个抱闸油缸进行抱闸;在抱闸的过程中,若检测到每个所述抱闸油缸对应的抱闸螺母和导柱均抱闸成功,则获取每个所述抱闸螺母对应的当前抱闸位置信息;此时根据当前抱闸位置可以进行首次抱闸,但由于导柱的牙和抱闸螺母的牙之间存在的间隙不同,会导致每个导柱和抱闸螺母虽然都抱闸成功,但是每个导柱的牙与抱闸螺母的牙的相对位置不一样,即导柱的牙与抱闸螺母的牙之间的间隙不同,会导致每个导柱与抱闸螺母之间的作用力不同,从而导致每个导柱或抱闸螺母对应的使用寿命不同;因此,需要基于所述当前抱闸位置信息控制每个所述抱闸螺母对应的锁模油缸进行锁模,从而准确地确定出每个所述抱闸螺母对应的最优目标抱闸位置信息,并基于各个所述目标抱闸位置信息控制所述二板式注塑机进行首次抱闸,进而实现注塑机自动完成首次抱闸,进一步提高首次抱闸效率和准确性,并避免在注塑机首次抱闸时磨损部件的情况。
20、应当理解,本部分所描述的内容并非旨在标识本发明的实施例的关键或重要特征,也不用于限制本发明的范围。本发明的其它特征将通过以下的说明书而变得容易理解。
技术特征:
1.一种注塑机首次抱闸的控制方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述若基于所述当前位置信息,检测到当前满足预设抱闸开始条件,则控制所述二板式注塑机中的每个抱闸油缸进行抱闸,包括:
3.根据权利要求2所述的方法,其特征在于,所述若检测到所述当前位置信息满足预设抱闸准备条件,则确定所述二板式注塑机中的动模板与所述定模板之间的当前模板距离,包括:
4.根据权利要求3所述的方法,其特征在于,所述基于所述当前位置信息、所述初始模板距离和所述初始位置信息,确定所述定模板与所述动模板之间的当前模板距离,包括:
5.根据权利要求2所述的方法,其特征在于,所述若检测到所述当前模板距离满足预设抱闸开始条件,则控制所述二板式注塑机中的每个抱闸油缸进行抱闸,包括:
6.根据权利要求1所述的方法,其特征在于,所述若检测到每个所述抱闸油缸对应的抱闸螺母和导柱均抱闸成功,则获取每个所述抱闸螺母对应的当前抱闸位置信息,包括:
7.根据权利要求1所述的方法,其特征在于,所述基于所述当前抱闸位置信息控制每个所述抱闸螺母对应的锁模油缸进行锁模,获得每个所述抱闸螺母对应的目标抱闸位置信息,包括:
8.一种注塑机首次抱闸的控制装置,其特征在于,包括:
9.一种电子设备,其特征在于,所述电子设备包括:
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现如权利要求1-7中任一所述的注塑机首次抱闸的控制方法。
技术总结
本发明实施例公开了一种注塑机首次抱闸的控制方法、装置、设备和介质,该方法包括:基于初次抱闸指令,控制二板式注塑机中移模油缸进行合模,并基于模板电子尺确定动模板对应的当前位置信息;若基于当前位置信息,检测到当前满足预设抱闸开始条件,则控制每个抱闸油缸进行抱闸;若检测到每个抱闸油缸对应的抱闸螺母和导柱均抱闸成功,则获取每个抱闸螺母对应的当前抱闸位置信息;基于当前抱闸位置信息控制每个抱闸螺母对应的锁模油缸进行锁模,获得每个抱闸螺母对应的目标抱闸位置信息;基于各个目标抱闸位置信息控制二板式注塑机进行首次抱闸,从而实现注塑机自动完成首次抱闸,提高首次抱闸效率和准确性,并避免在注塑机首次抱闸时磨损部件。
技术研发人员:叶廷璧
受保护的技术使用者:佛山市宝塑精密机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!