一种避免卡料、沾料的预埋套筒注塑模具的制作方法
本发明涉及注塑模具,特别涉及一种避免卡料、沾料的预埋套筒注塑模具。
背景技术:
1、在高铁铁轨的建设施工过程中,需要在高铁铁轨基座上预埋套筒,从而通过套筒实现基座与后续铁轨构件之间的连接,目前,套筒一般通过注塑加工工艺进行生产,注塑模具是一种生产相应形状规格制品的工具。
2、然而,就目前现有注塑模具在使用时,其没有防卡料结构以及自动推料结构,从而在注塑完成后的成品料块容易粘连在模具的内部,从而使得成品料块脱模困难,同时若成品料块的脱模不彻底也会影响后续注塑加工的生产质量,灵活性和稳定性较差,实用性不高。
技术实现思路
1、有鉴于此,本发明提供一种避免卡料、沾料的预埋套筒注塑模具,其具有防卡料组件,其中防卡料组件通过自动推料机构和手动推料机构组成了两极防卡料结构,即在正常注塑加工情况下时自动推料机构能够在开模(即上模具和下模具分离)后自动将加工所得的成品料块推出塑形腔的内部,脱模快速且不会使得塑形腔的内部残留余料,保障了套筒的注塑加工质量,同时若成品料块粘连在塑形腔内部较为严重,使得自动推料机构无法实现对成品料块的脱模操作时,该装置依然能够通过手动推料机构从而成品料块的底部施加远大于自动推料机构的推料力度,使得塑形腔内部的成品料块依然能够实现完整、彻底的脱模操作,避免卡料现象的发生,使用稳定,灵活性、稳定性和实用性极强。
2、本发明提供了一种避免卡料、沾料的预埋套筒注塑模具,具体包括:模具组件,所述模具组件包括有上模具、下模具、轨道杆和功能盘,所述轨道杆固定安装在下模具的顶部,且上模具插接在轨道杆的外部,所述上模具安装在下模具的顶部,且上模具固定安装在升降机械臂上,所述上模具的内部开设有加工注料孔,且功能盘插接在下模具的内部;防卡料组件,所述防卡料组件由自动推料机构和手动推料机构组成,所述自动推料机构包括有连接块和控制柱,所述连接块转动连接在下模具的内部,且控制柱固定安装在连接块的内部;所述手动推料机构包括有联动杆和操控块,所述联动杆转动连接在下模具的内部,且操控块插接在下模具的内部,所述操控块插接在联动杆的顶部;所述模具组件和防卡料组件组成了注塑模块,注塑模块可多组拼接使用,相邻所述注塑模块的上模具之间相互固定连接,且相邻注塑模块的下模具之间相互固定连接。
3、进一步的,所述上模具的底部设有抵触芯杆,且上模具安装在下模具的顶部后,控制柱插接在抵触芯杆的内部,下模具的内部设有塑形腔,且功能盘插接在塑形腔的内部。
4、进一步的,所述下模具的内部设有限位槽,且功能盘的底部设有限位杆,限位杆插接在限位槽的内部。
5、进一步的,所述控制柱的外部调节有顶料顶簧,且顶料顶簧的两端分别抵在功能盘的底部和控制柱的内部。
6、进一步的,所述控制柱的柱体顶部设有顶料驱动槽,且顶料驱动槽为螺旋状的槽体设计,功能盘的内部设有顶料驱动凸起,且顶料驱动凸起插接在顶料驱动槽的内部。
7、进一步的,所述连接块的底部设有连接齿轮,且联动杆的底部设有联动齿轮,联动齿轮和连接齿轮的轮齿咬合传动。
8、进一步的,所述操控块的内部设有控制槽,且联动杆的顶部设有控制齿轮,控制齿轮插接在控制槽的内部。
9、进一步的,所述控制槽由同步齿槽和避让转槽组成,且同步齿槽位于避让转槽的顶部,避让转槽的槽体内径大于控制齿轮的轮体外径。
10、进一步的,所述联动杆的顶部设有分离顶簧,且分离顶簧的两端分别抵在控制齿轮的顶部和操控块的内部。
11、有益效果
12、1.该装置在使用时,防卡料组件通过自动推料机构和手动推料机构组成了两极防卡料结构,即在正常注塑加工情况下时自动推料机构能够在开模(即上模具和下模具分离)后自动将加工所得的成品料块推出塑形腔的内部,脱模快速且不会使得塑形腔的内部残留余料,保障了套筒的注塑加工质量,同时若成品料块粘连在塑形腔内部较为严重,使得自动推料机构无法实现对成品料块的脱模操作时,该装置依然能够通过手动推料机构从而成品料块的底部施加远大于自动推料机构的推料力度,使得塑形腔内部的成品料块依然能够实现完整、彻底的脱模操作,避免卡料现象的发生,使用稳定,提高了该装置的灵活性、稳定性和实用性。
13、2.功能盘具备封堵塑形腔和推料两种功能,且通过上模具和下模具的安拆可实现套筒的注塑加工以及脱模操作,在上模具未安装在下模具上时,顶料顶簧能够将功能盘顶起将塑形腔封堵,从而避免杂质污物进入塑形腔的内部影响注塑加工质量,当上模具安装在下模具上后,抵触芯杆能够抵触并挤压功能盘向下移动将塑形腔显出并对塑形腔的底部封堵,然后通过加工注料孔注入相应加工料液即可实现套筒的注塑加工操作,待冷却后将上模具拆除后防卡料组件即可实现将成型料块自动脱模的操作,使用方便灵活。
14、3.该装置在正常使用时,自动推料机构即可实现将成型料块自动推出塑形腔内部的操作,冷却后将上模具拆除后,抵触芯杆对功能盘的抵触作用消失,从而在顶料顶簧的作用下功能盘能够连通成品料块被顶起,从而实现了成品料块的自动脱模操作,脱模彻底,能够有效避免塑形腔内部出现卡料、沾料的现象发生,使用灵活方便。
15、4.在操控块未被按下时,防卡料组件处于复位状态,即此时在分离顶簧的作用下控制齿轮位于避让转槽的内部,从而此时联动杆能够独立于操控块转动,且此时自动推料机构和联动杆组成一个整体使用,当在顶料顶簧的作用下将功能盘顶起时,功能盘的顶料驱动凸起能够通过顶料驱动槽带动自动推料机构和联动杆自转,不会卡死装置,同时该设计使得在复位状态时转动操控块也不会改变功能盘的使用状态,避免功能盘在注塑加工时无法被抵触至塑形腔底部的现象发生,使用稳定。
16、5.对于自动推料机构无法自主推出的成品料块而言,可用手动推料机构向功能盘施加远大于顶料顶簧的作用下实现推料操作,当需要通过手动推料机构实现推料脱模操作时,只需按压并转动操控块即可,操控块在按下后同步齿槽能够插接在控制齿轮的外部,从而此后通过操控块可带动联动杆同步转动,当通过操控块带动联动杆转动时,联动杆底部的联动齿轮能够通过连接齿轮带动自动推料机构被动自转,从而自动推料机构在转动时控制柱的顶料驱动槽能够通过顶料驱动凸起带动功能盘向上移动实现将成品料块推出塑形腔内部的功能,顶料脱模力度大,能够有效的将粘连严重的成品料块完成、彻底的推出塑形腔的内部,从而避免出现卡料或者沾料现象发生,同时当手动推料机构推料完成后,松开操控块后,在分离顶簧和顶料顶簧的作用下防卡料组件能够自动复位,以备下次注塑加工使用,灵活性和稳定性极强。
技术特征:
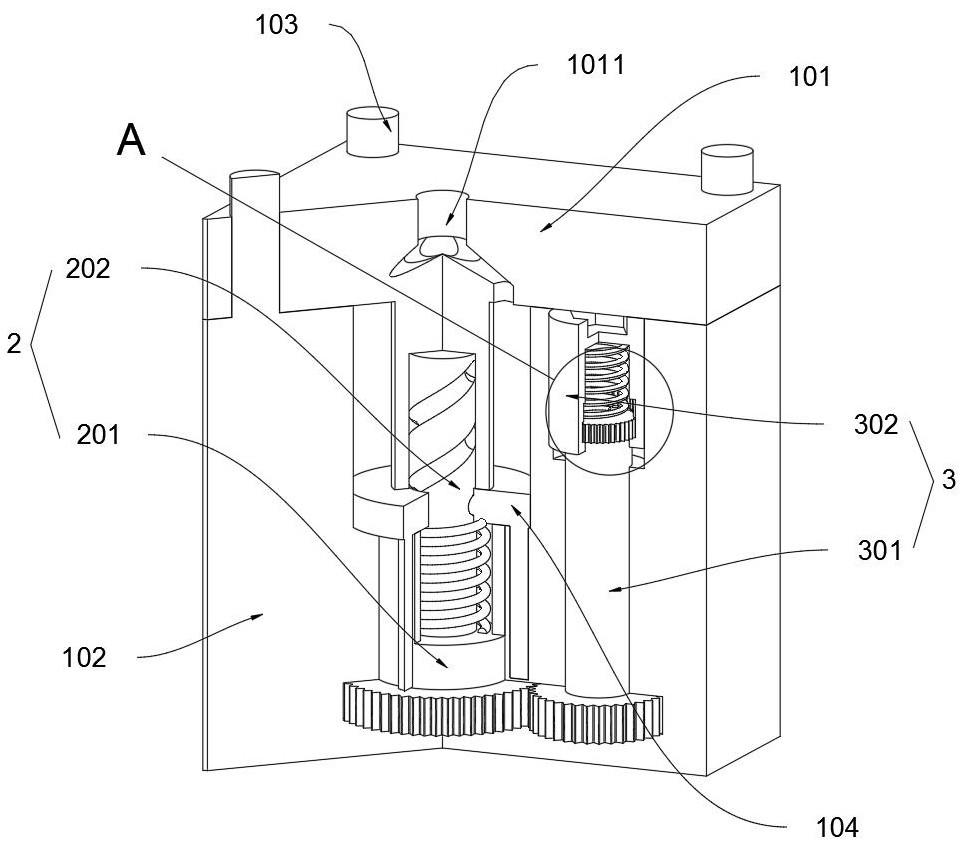
1.一种避免卡料、沾料的预埋套筒注塑模具,其特征在于,包括:模具组件(1),所述模具组件(1)包括有上模具(101)、下模具(102)、轨道杆(103)和功能盘(104),所述轨道杆(103)固定安装在下模具(102)的顶部,且上模具(101)插接在轨道杆(103)的外部,所述上模具(101)安装在下模具(102)的顶部,且上模具(101)固定安装在升降机械臂上,所述上模具(101)的内部开设有加工注料孔(1012),且功能盘(104)插接在下模具(102)的内部;防卡料组件,所述防卡料组件由自动推料机构(2)和手动推料机构(3)组成,所述自动推料机构(2)包括有连接块(201)和控制柱(202),所述连接块(201)转动连接在下模具(102)的内部,且控制柱(202)固定安装在连接块(201)的内部;所述手动推料机构(3)包括有联动杆(301)和操控块(302),所述联动杆(301)转动连接在下模具(102)的内部,且操控块(302)插接在下模具(102)的内部,所述操控块(302)插接在联动杆(301)的顶部;所述模具组件(1)和防卡料组件组成了注塑模块,注塑模块可多组拼接使用,相邻所述注塑模块的上模具(101)之间相互固定连接,且相邻注塑模块的下模具(102)之间相互固定连接。
2.如权利要求1所述一种避免卡料、沾料的预埋套筒注塑模具,其特征在于:所述上模具(101)的底部设有抵触芯杆(1011),且上模具(101)安装在下模具(102)的顶部后,控制柱(202)插接在抵触芯杆(1011)的内部,下模具(102)的内部设有塑形腔(1021),且功能盘(104)插接在塑形腔(1021)的内部。
3.如权利要求1所述一种避免卡料、沾料的预埋套筒注塑模具,其特征在于:所述下模具(102)的内部设有限位槽(1022),且功能盘(104)的底部设有限位杆(1041),限位杆(1041)插接在限位槽(1022)的内部。
4.如权利要求1所述一种避免卡料、沾料的预埋套筒注塑模具,其特征在于:所述控制柱(202)的外部调节有顶料顶簧(2021),且顶料顶簧(2021)的两端分别抵在功能盘(104)的底部和控制柱(202)的内部。
5.如权利要求1所述一种避免卡料、沾料的预埋套筒注塑模具,其特征在于:所述控制柱(202)的柱体顶部设有顶料驱动槽(2022),且顶料驱动槽(2022)为螺旋状的槽体设计,功能盘(104)的内部设有顶料驱动凸起(1042),且顶料驱动凸起(1042)插接在顶料驱动槽(2022)的内部。
6.如权利要求1所述一种避免卡料、沾料的预埋套筒注塑模具,其特征在于:所述连接块(201)的底部设有连接齿轮(2011),且联动杆(301)的底部设有联动齿轮(3011),联动齿轮(3011)和连接齿轮(2011)的轮齿咬合传动。
7.如权利要求1所述一种避免卡料、沾料的预埋套筒注塑模具,其特征在于:所述操控块(302)的内部设有控制槽,且联动杆(301)的顶部设有控制齿轮(3012),控制齿轮(3012)插接在控制槽的内部。
8.如权利要求7所述一种避免卡料、沾料的预埋套筒注塑模具,其特征在于:所述控制槽由同步齿槽(3021)和避让转槽(3022)组成,且同步齿槽(3021)位于避让转槽(3022)的顶部,避让转槽(3022)的槽体内径大于控制齿轮(3012)的轮体外径。
9.如权利要求8所述一种避免卡料、沾料的预埋套筒注塑模具,其特征在于:所述联动杆(301)的顶部设有分离顶簧(3013),且分离顶簧(3013)的两端分别抵在控制齿轮(3012)的顶部和操控块(302)的内部。
技术总结
本发明提供一种避免卡料、沾料的预埋套筒注塑模具,涉及注塑模具领域,包括:防卡料组件,所述防卡料组件由自动推料机构和手动推料机构组成,解决了现有注塑模具没有防卡料结构以及自动推料结构,从而在注塑完成后的成品料块容易粘连在模具的内部,从而使得成品料块脱模困难,同时若成品料块的脱模不彻底也会影响后续注塑加工的生产质量的问题,在正常注塑加工情况下时自动推料机构能够在开模后自动将加工所得的成品料块推出塑形腔的内部,且若成品料块粘连在塑形腔内部较为严重,依然能够通过手动推料机构从而成品料块的底部施加远大于自动推料机构的推料力度实现完整、彻底的脱模操作,避免卡料、沾料现象的发生。
技术研发人员:宋建清
受保护的技术使用者:太仓信诚精密模具有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!