一种热电脆性材料高性能塑性成形方法
本发明涉及热电脆性材料成形,尤其是涉及一种热电脆性材料高性能塑性成形方法。
背景技术:
1、热电材料作为一种清洁能源材料,其能够利用热电转换效应直接实现热能与电能之间的相互转换(如申请号为cn202011099264.9的中国发明专利)。而热电转换效应则是指材料中的载流子在温度梯度的作用下发生定向移动,所产生的电荷堆积以及由电流激发所引起的可逆热效应。热电材料具有体积小,无噪音和少污染,不需要传动部件,性能可靠且寿命长等特点,在废能回收和固态制冷方面具有巨大的潜力。
2、然而,对于热电材料而言,其大多数是无机半导体材料,由于其塑性很低,塑性小于10%,基本呈脆性,无法进行塑性变形,与其他材料不同,热电材料的塑性不随着温度升高而变高,不论温度多高热电材料始终呈脆性。一般热电材料运用场景形状较为复杂,而在热电材料压缩成形的过程中,材料可能直接发生破碎等现象;在热电材料传统成型工艺中,需要对材料进行热变形,而进行热电材料的热变形时材料极易发生开裂等缺陷,所以目前在工艺上无法实现热电材料大变形量压缩成形,影响了热电材料的进一步使用和拓展。
技术实现思路
1、有鉴于此,有必要提供一种热电脆性材料高性能塑性成形方法,用以解决热电材料的热变形时材料极易发生开裂等缺陷的技术问题。
2、为了实现上述目的,本发明提供了一种热电脆性材料高性能塑性成形方法,包括如下步骤:
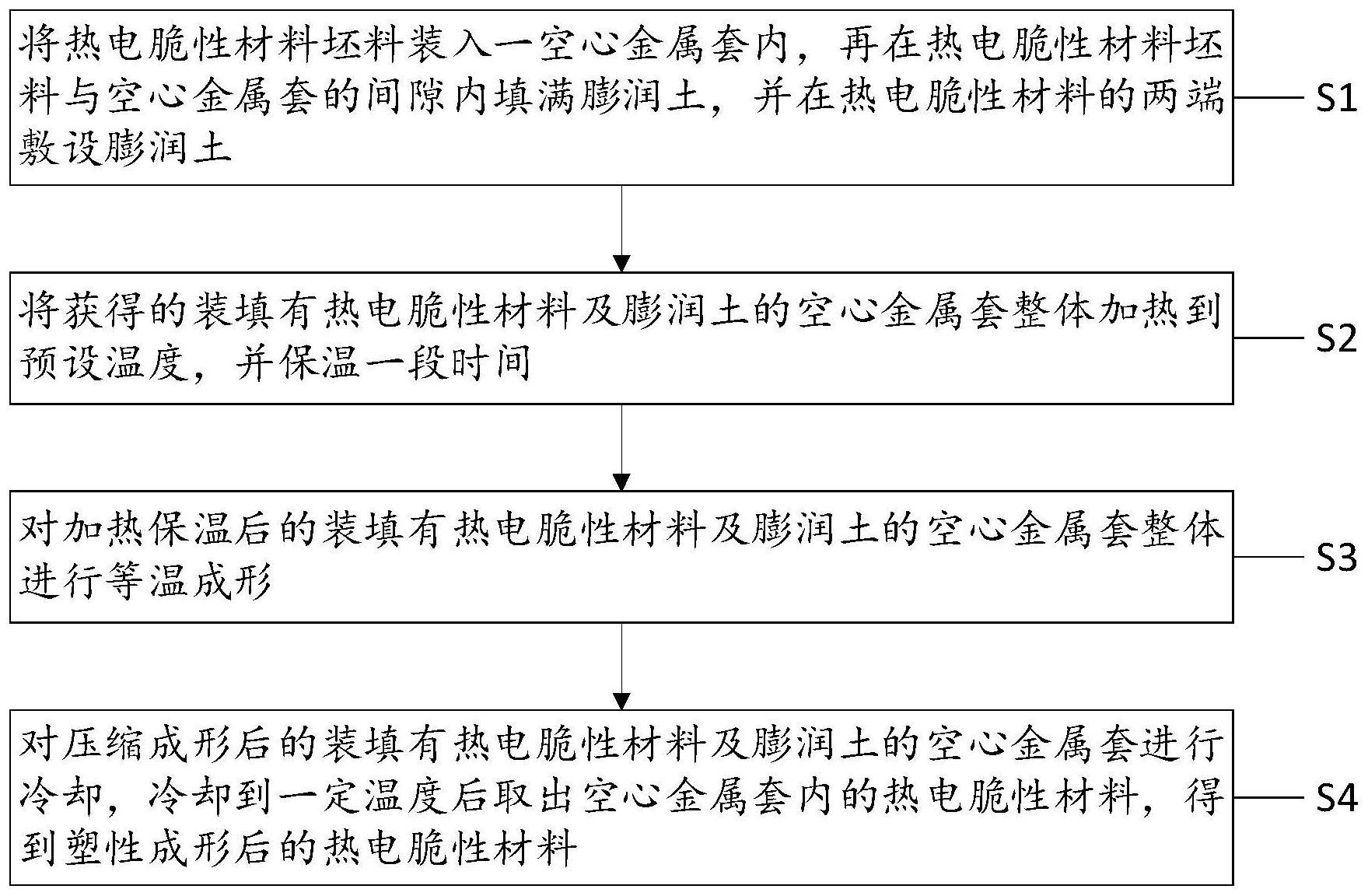
3、s1、将热电脆性材料坯料装入一空心金属套内,再在热电脆性材料坯料与空心金属套的间隙内填满膨润土,并在热电脆性材料的两端敷设膨润土;
4、s2、将获得的装填有热电脆性材料及膨润土的空心金属套整体加热到预设温度,并保温一段时间;
5、s3、对加热保温后的装填有热电脆性材料及膨润土的空心金属套整体进行等温成形;
6、s4、对压缩成形后的装填有热电脆性材料及膨润土的空心金属套进行冷却,冷却到一定温度后取出空心金属套内的热电脆性材料,得到塑性成形后的热电脆性材料。
7、在一些实施例中,所述步骤s1中,所述空心金属套由低热膨胀合金制成。
8、在一些实施例中,所述步骤s1中,所述空心金属套由钛合金制成。
9、在一些实施例中,所述步骤s1中,所述空心金属套的厚度为热电脆性材料坯料的直径的10%-50%。
10、在一些实施例中,所述步骤s1中,所述空心金属套与所述热电脆性材料坯料之间的膨润土层的厚度为热电脆性材料坯料的直径的2%-10%。
11、在一些实施例中,所述步骤s2中,将获得的装填有热电脆性材料及膨润土的空心金属套整体加热到400~700℃,并保温1~60min。
12、在一些实施例中,所述步骤s3中,对加热保温后的装填有热电脆性材料及膨润土的空心金属套整体以0.001~10s-1的应变速率进行等温成形。
13、在一些实施例中,所述步骤s4中,对压缩成形后的装填有热电脆性材料及膨润土的空心金属套进行冷却,使其温度下降至室温。
14、在一些实施例中,所述步骤s4中,取出空心金属套内的热电脆性材料的具体方法包括:
15、s41、对空心金属套进行切割,再剥离空心金属套;
16、s42、继续剥离膨润土,得到塑性成形后的热电脆性材料。
17、在一些实施例中,所述步骤s41中,采用线切割机对空心金属套进行切割。
18、与现有技术相比,本发明提出的技术方案的有益效果是:内部的热电脆性材料坯料由于包裹了膨润土,在压缩成形过程中可防止热电脆性材料坯料与外部的空心金属套发生反应导致粘连,由于膨润土的热膨胀系数大于外层金属套和内部热电材料坯料,而外层的空心金属套的强度远大于内部热电脆性材料坯料,所以加热压缩过程中膨润土会对内部热电脆性材料坯料四周施加强烈的高压作用,再加上模具型腔和最外层金属套对内部热电脆性材料坯料的预压应力,此时热电脆性材料坯料受到各个方向的压应力,热电脆性材料坯料受到各个方向的压应力较为均匀,利于其成形,热电脆性材料坯料的塑性大大提高,极大的防止了压缩过程中热电脆性材料发生的开裂甚至破碎现象的发生,通过此工艺可实现热电材料的大变形量压缩成形,有利于热电材料的进一步使用和拓展。
技术特征:
1.一种热电脆性材料高性能塑性成形方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的热电脆性材料高性能塑性成形方法,其特征在于,所述步骤s1中,所述空心金属套由低热膨胀合金制成。
3.根据权利要求2所述的热电脆性材料高性能塑性成形方法,其特征在于,所述步骤s1中,所述空心金属套由钛合金制成。
4.根据权利要求1所述的热电脆性材料高性能塑性成形方法,其特征在于,所述步骤s1中,所述空心金属套的厚度为热电脆性材料坯料的直径的10%-50%。
5.根据权利要求1所述的热电脆性材料高性能塑性成形方法,其特征在于,所述步骤s1中,所述空心金属套与所述热电脆性材料坯料之间的膨润土层的厚度为热电脆性材料坯料的直径的2%-10%。
6.根据权利要求1所述的热电脆性材料高性能塑性成形方法,其特征在于,所述步骤s2中,将获得的装填有热电脆性材料及膨润土的空心金属套整体加热到400~700℃,并保温1~60min。
7.根据权利要求1所述的热电脆性材料高性能塑性成形方法,其特征在于,所述步骤s3中,对加热保温后的装填有热电脆性材料及膨润土的空心金属套整体以0.001~10s-1的应变速率进行等温成形。
8.根据权利要求1所述的热电脆性材料高性能塑性成形方法,其特征在于,所述步骤s4中,对压缩成形后的装填有热电脆性材料及膨润土的空心金属套进行冷却,使其温度下降至室温。
9.根据权利要求1所述的热电脆性材料高性能塑性成形方法,其特征在于,所述步骤s4中,取出空心金属套内的热电脆性材料的具体方法包括:
10.根据权利要求9所述的热电脆性材料高性能塑性成形方法,其特征在于,所述步骤s41中,采用线切割机对空心金属套进行切割。
技术总结
本发明公开了一种热电脆性材料高性能塑性成形方法,包括将热电脆性材料坯料装入一空心金属套内,再在热电脆性材料坯料与空心金属套的间隙内填满膨润土;整体加热到预设温度,并保温一段时间;整体进行等温成形;冷却到一定温度后取出空心金属套内的热电脆性材料,得到塑性成形后的热电脆性材料。本发明提出的技术方案的有益效果是:加热压缩过程中膨润土会对内部热电脆性材料坯料四周施加强烈的高压作用,再加上模具型腔和最外层金属套对内部热电脆性材料坯料的预压应力,热电脆性材料坯料受到各个方向的压应力,热电脆性材料坯料受到各个方向的压应力较为均匀,防止了压缩过程中热电脆性材料发生的开裂甚至破碎现象的发生。
技术研发人员:胡志力,华林,季晨
受保护的技术使用者:武汉理工大学
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!