一种弯头管件成型装置的制作方法
本发明涉及管件加工,具体而言,涉及一种弯头管件成型装置。
背景技术:
1、目前,在管道系统中,用于改变流体走向的弯头管件是不可或缺的零部件。cn202210428057.6公开了一种弯头管件夹持弯折技术,在弯头管件的生产加工中,先将预热后的直管坯的一端夹持固定,再将直管坯的另一端夹持后朝预设方向掰动,以使直管坯整体折弯,然后通过模具成型,得到弯头管件。但是在直管坯的折弯过程中,第一方面,由于直管坯的两端均是夹持定位,所以直管坯可能会在夹持力的作用下变形或者受到损伤;第二方面,由于直管坯只有一端发生运动,直管坯两端受力不一致,所以其折弯的位置不易精确控制,并且会直接影响产品质量;第三方面,单端折弯耗费的时间较长,折弯效率较低,导致折弯过程温降较大,不利于后续模具成型。
2、有鉴于此,设计制造出一种折弯效率高、稳定可靠、产品质量好的弯头管件成型装置特别是在管件加工中显得尤为重要。
技术实现思路
1、本发明的目的在于提供一种弯头管件成型装置,能够精确控制直管坯的折弯位置,防止直管坯在折弯过程中变形或受损,保证产品质量,并且能够缩短折弯时长,提高折弯效率。
2、本发明是采用以下的技术方案来实现的。
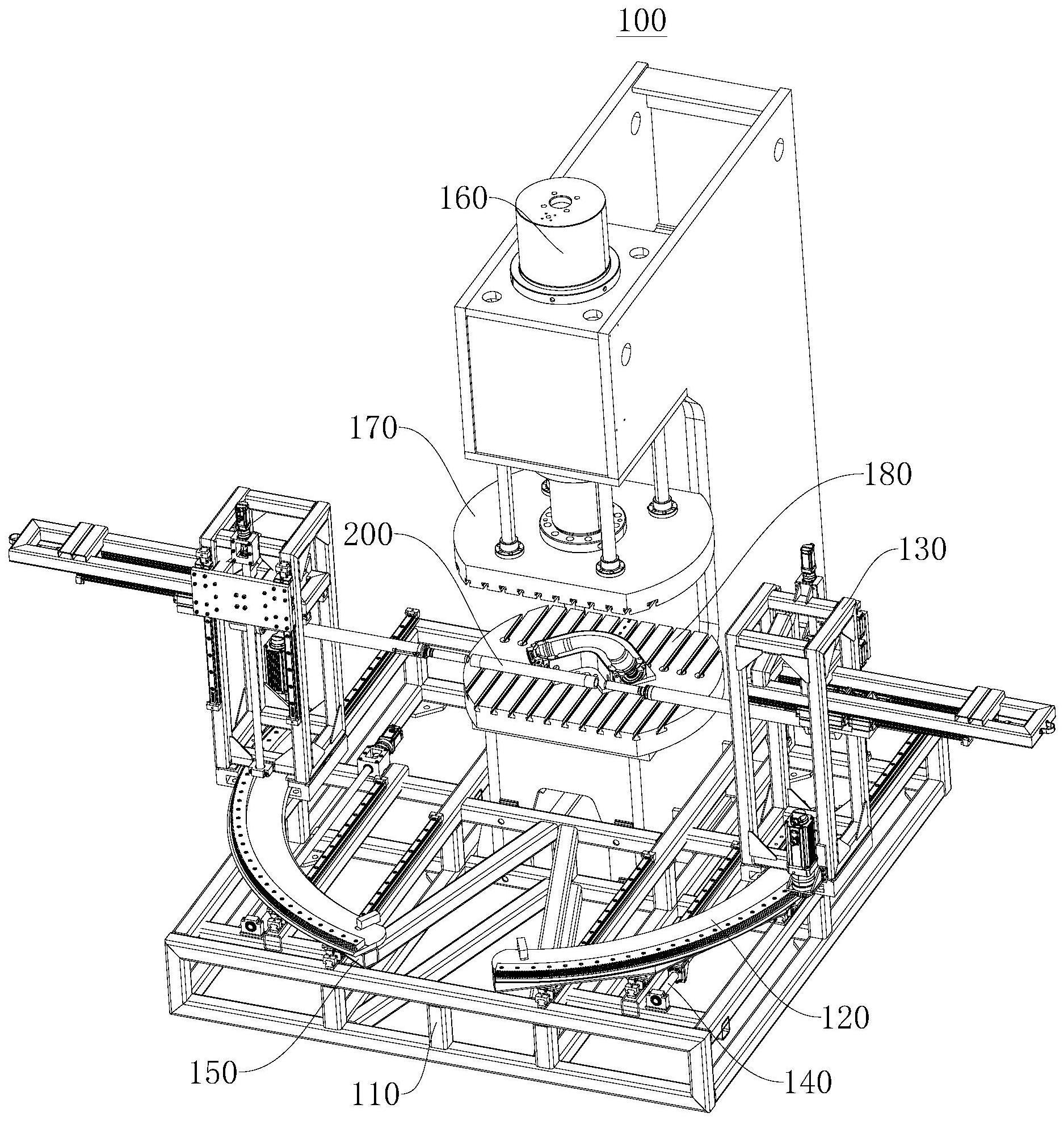
3、一种弯头管件成型装置,包括机架、两个弯轨和两个弯管机构,两个弯轨相对设置,且均安装于机架上,弯管机构包括滑移驱动组件、滑移架、伸缩驱动件和芯轴,每个滑移架与一个弯轨滑动配合,每个伸缩驱动件安装于一个滑移架上,且与一个芯轴连接,两个芯轴同轴且间隔设置,两个伸缩驱动件用于同步带动两个芯轴沿第一方向相互靠近,以使两个芯轴同时插入直管坯的两端,每个滑移驱动组件安装于一个滑移架上,两个滑移驱动组件用于同步带动两个滑移架分别相对于两个弯轨滑动,以使两个芯轴之间形成预设角度,从而将直管坯折弯。
4、可选地,两个弯轨的形状和尺寸均相同,两个弯轨间隔设置,且共同围成圆弧状。
5、可选地,滑移驱动组件包括滑移驱动件和齿轮,弯轨沿其延伸方向设置有弧形齿条,滑移驱动件安装于滑移架上,且与齿轮连接,齿轮与弧形齿条啮合。
6、可选地,滑移架开设有让位槽,弯轨穿过让位槽设置,让位槽内相对设置有第一限位滚轮和第二限位滚轮,第一限位滚轮与弯轨的一侧滚动配合,第二限位滚轮与弯轨的另一侧滚动配合。
7、可选地,第一限位滚轮的周面开设有第一限位槽,第二限位滚轮的周面开设有第二限位槽,弯轨相对设置有第一凸条和第二凸条,第一凸条和第二凸条均沿弯轨的延伸方向设置,第一凸条与第一限位槽配合,第二凸条与第二限位槽配合。
8、可选地,弯轨的两端分别设置有第一止挡块和第二止挡块,第一止挡块和第二止挡块均用于与让位槽的端面抵持,以限定滑移架相对于弯轨滑动的极限位置。
9、可选地,弯管机构还包括升降驱动件和升降台,升降驱动件安装于滑移架上,且与升降台连接,伸缩驱动件与升降台连接,升降驱动件用于通过升降台带动伸缩驱动件和芯轴沿第二方向上升或者下降,第二方向与第一方向垂直。
10、可选地,弯头管件成型装置还包括平移驱动件和承载台,平移驱动件安装于机架上,且与承载台连接,弯轨连接于承载台上,平移驱动件用于通过承载台带动弯轨沿第三方向运动,第三方向与第一方向垂直。
11、可选地,弯头管件成型装置还包括成型驱动件、上模板和下模板,成型驱动件和下模板均安装于机架上,成型驱动件与上模板连接,上模板平行间隔地设置于下模板的上方,成型驱动件用于带动上模板下降至与下模板合模。
12、可选地,弯头管件成型装置还包括机械手,机械手安装于机架上,机械手用于将直管坯送至两个芯轴之间,并使直管坯与芯轴同轴设置。
13、本发明提供的弯头管件成型装置具有以下有益效果:
14、本发明提供的弯头管件成型装置,两个弯轨相对设置,且均安装于机架上,弯管机构包括滑移驱动组件、滑移架、伸缩驱动件和芯轴,每个滑移架与一个弯轨滑动配合,每个伸缩驱动件安装于一个滑移架上,且与一个芯轴连接,两个芯轴同轴且间隔设置,两个伸缩驱动件用于同步带动两个芯轴沿第一方向相互靠近,以使两个芯轴同时插入直管坯的两端,每个滑移驱动组件安装于一个滑移架上,两个滑移驱动组件用于同步带动两个滑移架分别相对于两个弯轨滑动,以使两个芯轴之间形成预设角度,从而将直管坯折弯。与现有技术相比,本发明提供的弯头管件成型装置由于采用了分别与两个弯轨滑动配合的两个滑移架以及安装于滑移架且与芯轴连接的伸缩驱动件,所以能够精确控制直管坯的折弯位置,防止直管坯在折弯过程中变形或受损,保证产品质量,并且能够缩短折弯时长,提高折弯效率。
技术特征:
1.一种弯头管件成型装置,其特征在于,包括机架、两个弯轨和两个弯管机构,两个所述弯轨相对设置,且均安装于所述机架上,所述弯管机构包括滑移驱动组件、滑移架、伸缩驱动件和芯轴,每个所述滑移架与一个所述弯轨滑动配合,每个所述伸缩驱动件安装于一个所述滑移架上,且与一个所述芯轴连接,两个所述芯轴同轴且间隔设置,两个所述伸缩驱动件用于同步带动两个所述芯轴沿第一方向相互靠近,以使两个所述芯轴同时插入直管坯的两端,每个所述滑移驱动组件安装于一个所述滑移架上,两个所述滑移驱动组件用于同步带动两个所述滑移架分别相对于两个所述弯轨滑动,以使两个所述芯轴之间形成预设角度,从而将所述直管坯折弯。
2.根据权利要求1所述的弯头管件成型装置,其特征在于,两个所述弯轨的形状和尺寸均相同,两个所述弯轨间隔设置,且共同围成圆弧状。
3.根据权利要求1所述的弯头管件成型装置,其特征在于,所述滑移驱动组件包括滑移驱动件和齿轮,所述弯轨沿其延伸方向设置有弧形齿条,所述滑移驱动件安装于所述滑移架上,且与所述齿轮连接,所述齿轮与所述弧形齿条啮合。
4.根据权利要求1所述的弯头管件成型装置,其特征在于,所述滑移架开设有让位槽,所述弯轨穿过所述让位槽设置,所述让位槽内相对设置有第一限位滚轮和第二限位滚轮,所述第一限位滚轮与所述弯轨的一侧滚动配合,所述第二限位滚轮与所述弯轨的另一侧滚动配合。
5.根据权利要求4所述的弯头管件成型装置,其特征在于,所述第一限位滚轮的周面开设有第一限位槽,所述第二限位滚轮的周面开设有第二限位槽,所述弯轨相对设置有第一凸条和第二凸条,所述第一凸条和所述第二凸条均沿所述弯轨的延伸方向设置,所述第一凸条与所述第一限位槽配合,所述第二凸条与所述第二限位槽配合。
6.根据权利要求4所述的弯头管件成型装置,其特征在于,所述弯轨的两端分别设置有第一止挡块和第二止挡块,所述第一止挡块和所述第二止挡块均用于与所述让位槽的端面抵持,以限定所述滑移架相对于所述弯轨滑动的极限位置。
7.根据权利要求1所述的弯头管件成型装置,其特征在于,所述弯管机构还包括升降驱动件和升降台,所述升降驱动件安装于所述滑移架上,且与所述升降台连接,所述伸缩驱动件与所述升降台连接,所述升降驱动件用于通过所述升降台带动所述伸缩驱动件和所述芯轴沿第二方向上升或者下降,所述第二方向与所述第一方向垂直。
8.根据权利要求1所述的弯头管件成型装置,其特征在于,所述弯头管件成型装置还包括平移驱动件和承载台,所述平移驱动件安装于所述机架上,且与所述承载台连接,所述弯轨连接于所述承载台上,所述平移驱动件用于通过所述承载台带动所述弯轨沿第三方向运动,所述第三方向与所述第一方向垂直。
9.根据权利要求1所述的弯头管件成型装置,其特征在于,所述弯头管件成型装置还包括成型驱动件、上模板和下模板,所述成型驱动件和所述下模板均安装于所述机架上,所述成型驱动件与所述上模板连接,所述上模板平行间隔地设置于所述下模板的上方,所述成型驱动件用于带动所述上模板下降至与所述下模板合模。
10.根据权利要求1所述的弯头管件成型装置,其特征在于,所述弯头管件成型装置还包括机械手,所述机械手安装于所述机架上,所述机械手用于将所述直管坯送至两个所述芯轴之间,并使所述直管坯与所述芯轴同轴设置。
技术总结
本发明公开了一种弯头管件成型装置,涉及管件加工技术领域。该弯头管件成型装置包括机架、两个弯轨和两个弯管机构。两个弯轨相对设置,且均安装于机架上,每个滑移架与一个弯轨滑动配合,每个伸缩驱动件安装于一个滑移架上,且与一个芯轴连接,两个芯轴同轴且间隔设置,两个伸缩驱动件用于同步带动两个芯轴沿第一方向相互靠近,以使两个芯轴同时插入直管坯的两端,每个滑移驱动组件安装于一个滑移架上,两个滑移驱动组件用于同步带动两个滑移架分别相对于两个弯轨滑动。本发明提供的弯头管件成型装置能够精确控制直管坯的折弯位置,防止直管坯在折弯过程中变形或受损,保证产品质量,并且能够缩短折弯时长,提高折弯效率。
技术研发人员:杨建中,王超,徐伟,邓云海,萧金平
受保护的技术使用者:宜宾天亿新材料科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!