一种塑料音响外壳热成型设备的制作方法
本发明涉及热成型设备领域,特别涉及一种塑料音响外壳热成型设备。
背景技术:
1、现有音响外壳多用塑料材质制成,塑料材质便于成型为不同的弧面以美化音响的外观。但对于音响外壳等塑料弧形工件而言,现有加工设备均为人工或机械手逐一进行上下料,加工效率较低。例如,在公开号为cn113829426b的中国发明专利中,公开了一种弧形工件切除设备,加工时,需要将弧形工件放置于机架上再通过第一定位组件和第二定位组件定位后,才可进行后续的加工动作。因此,现有弧形的外壳工件的加工设备,无法实现自动上料,加工效率较低,加工成本较高。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种塑料音响外壳热成型设备,能够实现自动上料,提高加工效率,降低加工成本。
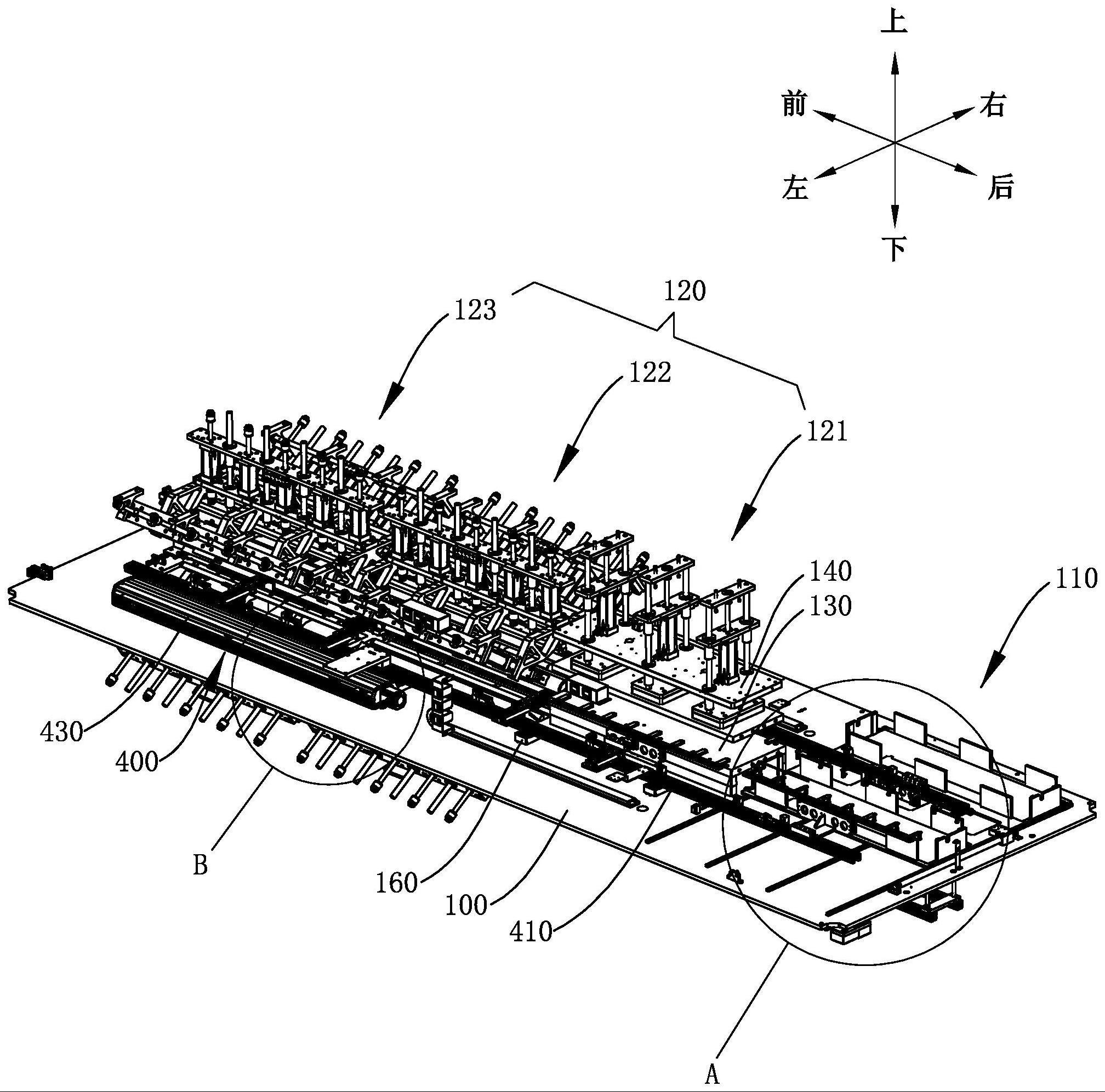
2、根据本发明实施例的一种塑料音响外壳热成型设备,包括:机架,设置有上料工位和加工工位,所述上料工位位于所述加工工位的后方,所述加工工位用于对外壳工件进行成型,所述机架在所述加工工位开设有沿前后方向延伸的滑槽;转移装置,包括滑轨、移料组件和直线模组,所述滑轨沿前后方向延伸并与所述滑槽滑动配合,所述移料组件设置于所述滑轨上,所述移料组件可抓取或释放所述外壳工件,所述直线模组安装于所述机架上,所述直线模组被配置为带动所述滑轨沿前后方向往复滑动以使所述移料组件在所述上料工位和所述加工工位间往复移动,所述上料工位具有上料区域,所述上料区域的位置与所述移料组件相对应;导向轨,设置于所述机架上并位于所述上料工位,所述导向轨沿左右方向延伸;多个上料框,沿左右方向排列设置于所述导向轨上,所述上料框用于盛放所述外壳工件,多个所述上料框可同步沿左右方向滑动以依次位于所述上料区域。
3、至少具有如下有益效果:加工时,可将多片外壳工件放置于多个上料框内,直线模组可带动滑轨沿前后方向滑动,进而使得移料组件在上料工位和加工工位间往复移动,移料组件可将位于上料区域处的上料框内的外壳工件不断转移至加工工位,当转移组件抓取上料区域处的上料框内的最后一个外壳工件,并将该外壳工件移动至加工工位后,此时的转移装置未处于上料区域,因此转移装置不会阻挡上料框的平移,多个上料框可借助此时间间隙,同步沿左右方向平移以使得下一个装有外壳工件的上料框移动至上料区域。由于滑轨及用于上料的转移装置均不会在上料框移动时止挡到上料框,因此,本发明中的塑料音响外壳热成型设备通过将多个上料框依次移动至上料区域,实现了持续上料,进而可提高加工效率、降低加工成本。
4、根据本发明的一些实施例,所述上料工位还包括补料区域,所述上料区域的左右两侧均为所述补料区域,当其中一个所述上料框位于所述上料区域时,其他所述上料框均位于所述补料区域。
5、根据本发明的一些实施例,所述加工工位包括加热工位和冷却工位,所述加热工位和所述冷却工位均具有成型装置,所述成型装置包括弧形承托模具和成型组件,所述弧形承托模具和所述成型组件均安装于所述机架上,所述弧形承托模具用于承托所述外壳工件并对所述外壳工件进行加热或冷却,所述成型组件用于将所述外壳工件压紧于所述弧形承托模具表面,所述移料组件用于将所述上料工位的所述外壳工件转移至所述加热工位,所述滑轨上还设置有夹料组件,所述夹料组件用于将所述加热工位上的所述外壳工件转移至所述冷却工位。
6、根据本发明的一些实施例,所述弧形承托模具呈柱状并沿前后方向延伸,所述弧形承托模具的圆周面为弧面,所述成型组件包括五个第一下压机构,五个所述第一下压机构均垂直于所述弧形承托模具的圆周面,其中一个所述第一下压机构位于所述弧形承托模具的正上方,另外四个所述第一下压机构分别位于所述弧形承托模具的左上方、左下方、右上方和右下方,在五个所述第一下压机构压持所述外壳工件时,正上方的所述第一下压机构首先下压所述外壳工件,而后左上方及右上方的两个所述第一下压机构同步下压所述外壳工件,最后左下方及右下方的两个所述第一下压机构同步下压所述外壳工件。
7、根据本发明的一些实施例,所述转移装置设置有两组,两组所述转移装置对称设置于所述弧形承托模具的左右两侧。
8、根据本发明的一些实施例,所述夹料组件包括两个夹持机构,两个所述夹持机构分别设置于两组所述转移装置上,所述夹持机构包括基座和夹爪,所述基座设置于所述滑轨上,所述夹爪沿左右方向滑动设置于所述基座上,所述夹爪可沿左右方向开合以松开或夹持所述弧形承托模具上的所述外壳工件的后端,两个所述夹爪可沿左右方向反向移动并撑开所述外壳工件的后端。
9、根据本发明的一些实施例,所述加工工位还包括预热工位,所述预热工位位于所述加热工位和所述上料工位之间,所述机架在所述预热工位处设置有平面承托模具和第二下压机构,所述第二下压机构用于将外壳工件压紧于所述平面承托模具之上,所述平面承托模具用以对所述外壳工件进行预热,所述移料组件设置有两组,其中一组所述移料组件用于将所述上料工位的所述外壳工件转移至所述预热工位,另一组所述移料组件用于将所述预热工位的所述外壳工件转移至所述加热工位。
10、根据本发明的一些实施例,所述移料组件包括支架及多个吸盘,多个所述吸盘沿前后方向排列于所述支架上,所述支架设置于所述滑轨上,所述吸盘与负压源连通并可吸附所述上料框内的所述外壳工件或所述平面承托模具上的所述外壳工件。
11、根据本发明的一些实施例,所述上料框具有底板、升降板和多块围板,所述底板滑动设置于所述导向轨上,所述底板的中部具有镂空区域,多块所述围板均竖直设置于所述围板上表面并围绕所述镂空区域设置,所述升降板沿竖直方向滑动设置于所述底板上,所述升降板用以承托多片所述外壳工件。
12、根据本发明的一些实施例,所述机架上设置有多个滑轮,所述滑轮的轴线沿左右方向设置,所述滑轮可围绕自身轴线转动,所述滑轮用以在所述滑轨的下方支撑所述滑轨。
13、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种塑料音响外壳热成型设备,其特征在于,包括:
2.根据权利要求1所述的一种塑料音响外壳热成型设备,其特征在于,所述上料工位还包括补料区域,所述上料区域的左右两侧均为所述补料区域,当其中一个所述上料框位于所述上料区域时,其他所述上料框均位于所述补料区域。
3.根据权利要求1所述的一种塑料音响外壳热成型设备,其特征在于,所述加工工位包括加热工位和冷却工位,所述加热工位和所述冷却工位均具有成型装置,所述成型装置包括弧形承托模具和成型组件,所述弧形承托模具和所述成型组件均安装于所述机架上,所述弧形承托模具用于承托所述外壳工件并对所述外壳工件进行加热或冷却,所述成型组件用于将所述外壳工件压紧于所述弧形承托模具表面,所述移料组件用于将所述上料工位的所述外壳工件转移至所述加热工位,所述滑轨上还设置有夹料组件,所述夹料组件用于将所述加热工位上的所述外壳工件转移至所述冷却工位。
4.根据权利要求3所述的一种塑料音响外壳热成型设备,其特征在于,所述弧形承托模具呈柱状并沿前后方向延伸,所述弧形承托模具的圆周面为弧面,所述成型组件包括五个第一下压机构,五个所述第一下压机构均垂直于所述弧形承托模具的圆周面,其中一个所述第一下压机构位于所述弧形承托模具的正上方,另外四个所述第一下压机构分别位于所述弧形承托模具的左上方、左下方、右上方和右下方,在五个所述第一下压机构压持所述外壳工件时,正上方的所述第一下压机构首先下压所述外壳工件,而后左上方及右上方的两个所述第一下压机构同步下压所述外壳工件,最后左下方及右下方的两个所述第一下压机构同步下压所述外壳工件。
5.根据权利要求3所述的一种塑料音响外壳热成型设备,其特征在于,所述转移装置设置有两组,两组所述转移装置对称设置于所述弧形承托模具的左右两侧。
6.根据权利要求5所述的一种塑料音响外壳热成型设备,其特征在于,所述夹料组件包括两个夹持机构,两个所述夹持机构分别设置于两组所述转移装置上,所述夹持机构包括基座和夹爪,所述基座设置于所述滑轨上,所述夹爪沿左右方向滑动设置于所述基座上,所述夹爪可沿左右方向开合以松开或夹持所述弧形承托模具上的所述外壳工件的后端,两个所述夹爪可沿左右方向反向移动并撑开所述外壳工件的后端。
7.根据权利要求3所述的一种塑料音响外壳热成型设备,其特征在于,所述加工工位还包括预热工位,所述预热工位位于所述加热工位和所述上料工位之间,所述机架在所述预热工位处设置有平面承托模具和第二下压机构,所述第二下压机构用于将外壳工件压紧于所述平面承托模具之上,所述平面承托模具用以对所述外壳工件进行预热,所述移料组件设置有两组,其中一组所述移料组件用于将所述上料工位的所述外壳工件转移至所述预热工位,另一组所述移料组件用于将所述预热工位的所述外壳工件转移至所述加热工位。
8.根据权利要求7所述的一种塑料音响外壳热成型设备,其特征在于,所述移料组件包括支架及多个吸盘,多个所述吸盘沿前后方向排列于所述支架上,所述支架设置于所述滑轨上,所述吸盘与负压源连通并可吸附所述上料框内的所述外壳工件或所述平面承托模具上的所述外壳工件。
9.根据权利要求1至8任一项所述的一种塑料音响外壳热成型设备,其特征在于,所述上料框具有底板、升降板和多块围板,所述底板滑动设置于所述导向轨上,所述底板的中部具有镂空区域,多块所述围板均竖直设置于所述围板上表面并围绕所述镂空区域设置,所述升降板沿竖直方向滑动设置于所述底板上,所述升降板用以承托多片所述外壳工件。
10.根据权利要求1至8任一项所述的一种塑料音响外壳热成型设备,其特征在于,所述机架上设置有多个滑轮,所述滑轮的轴线沿左右方向设置,所述滑轮可围绕自身轴线转动,所述滑轮用以在所述滑轨的下方支撑所述滑轨。
技术总结
本发明公开了一种塑料音响外壳热成型设备,包括:机架,设置有上料工位和加工工位,加工工位用于对外壳工件进行成型,机架在加工工位开设有沿前后方向延伸的滑槽;转移装置,包括滑轨、移料组件和直线模组,滑轨与滑槽滑动配合,移料组件设置于滑轨上,移料组件可抓取或释放外壳工件,直线模组安装于机架上,直线模组被配置为带动滑轨往复滑动以使移料组件在上料工位和加工工位间往复移动;导向轨,设置于机架上并位于上料工位,导向轨沿左右方向延伸;多个上料框,沿左右方向排列设置于导向轨上,上料框用于盛放外壳工件。本发明通过将多个上料框依次移动至上料区域,实现了持续上料,进而可提高加工效率、降低加工成本。
技术研发人员:邱守樟,黄嘉华,黄祖生
受保护的技术使用者:东莞合志精密科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!