一种汽车零配件发泡辅助系统及方法与流程
本发明涉及汽车零配件发泡成型,特别是涉及一种汽车零配件发泡辅助系统及方法。
背景技术:
1、汽车零配件中存在很多零配件需要通过发泡的方式进行生产。例如方向盘等一些塑料结构件、汽车座椅头枕等。
2、现有的汽车零配件发泡生产时,常通过人工手动控制发泡材料对模具腔室的排放,不便于实现对模具腔室各处的发泡材料排放量的精准掌控。同时在散热熟化成型时,由于不了解模具腔室内的温度变化情况,进而会预设较长的等待时间,进而影响零配件成型产品从模具腔室中取出的时效性。
3、基于此,本发明设计了一种汽车零配件发泡辅助系统及方法,以解决上述问题。
技术实现思路
1、为了解决目前背景技术提及的汽车零配件发泡材料在模具腔室内均匀分布效率低、熟化成型时间不可控的技术问题,本发明的目的是提供一种汽车零配件发泡辅助系统及方法。
2、为了实现上述目的,本发明采用如下技术方案:
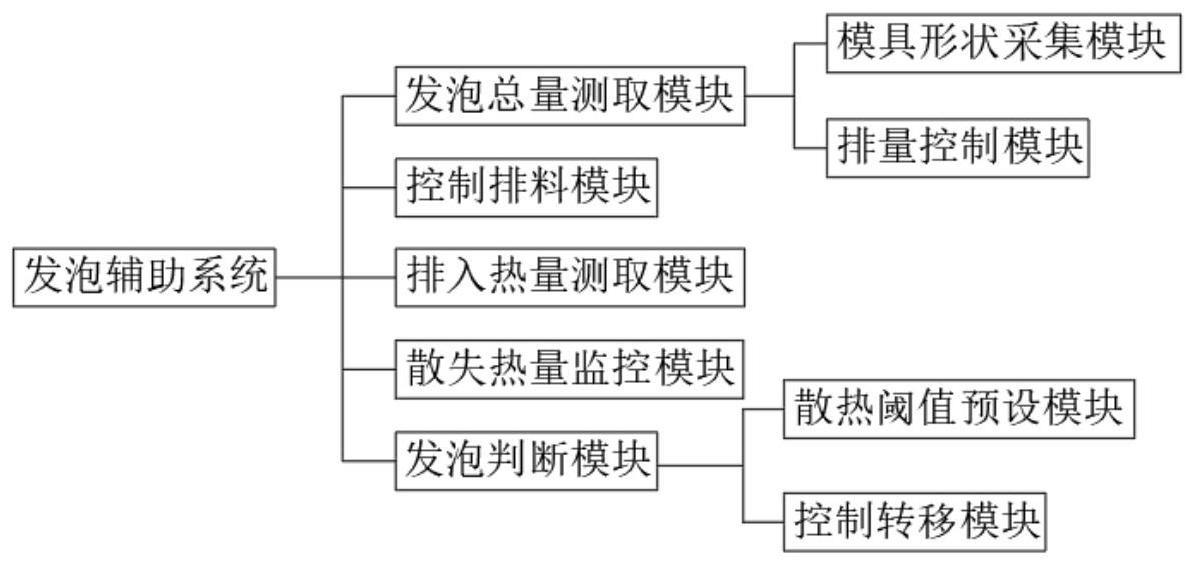
3、一种汽车零配件发泡辅助系统,包括:
4、发泡总量测取模块,所述发泡总量测取模块采集模具腔室的形状数据,测出对所述模具腔室的发泡材料的总排出量数据v0;
5、控制排料模块,所述控制排料模块基于所述模具腔室的形状数据,构建所述发泡材料的排出路线s,根据所述发泡材料沿所述排放路线的线性各点的排出量vx进行控制排放;
6、排入热量测取模块,所述排入热量测取模块基于所述总排出量数据v0,计算出排入所述模具腔室内的总热量数据q1;
7、散失热量监控模块,所述散失热量监控模块测取所述模具腔室周边的温度变化数据,计算模具的散失热量数据q2;以及
8、发泡判断模块,所述发泡判断模块判断所述散失热量数据q2是否满足所述模具腔室的散热要求,若满足,则控制将发泡成型的所述模具腔室中的所述零配件取出,若不满足,则持续测取所述模具腔室周边的温度变化数据,直至所述散失热量数据q2满足所述模具腔室的散热要求。
9、优选的,所述发泡总量测取模块包括:
10、模具形状采集模块,所述模具形状采集模块采集与所述发泡的所述零部件对应的所述模具腔室的形状信息,并建立所述模型腔室对应的建模数据;以及
11、排量测算模块,所述排量测算模块根据所述模具腔室的形状信息对应测算出所述发泡材料的所述总排出量数据v0。
12、优选的,所述控制排料模块包括:
13、排出路线构建模块,所述排出路线构建模块根据所述模具腔室的建模数据,确定出沿所述发泡材料排出方向上所述建模数据的中心点连线的排出路线s;以及
14、控制排放模块,所述控制排放模块根据所述排出路线s上单位路线长度△s下对应的所述模具腔室的体积△v、以及根据所述模具腔室的所述发泡材料的所述总排出量数据v0测算出沿所述排出路线s上各所述单位路线长度△s下排出所述发泡材料的移动速度v,并根据所述移动速度v移动排出所述发泡材料。
15、优选的,所述排出路线构建模块包括:
16、排放中心点测定模块,所述排放中心点测定模块根据所述模具腔室的建模数据,查询出沿所述模具腔室横截面方向的中点坐标;以及
17、路线确定模块,所述路线确定模块根据所述模具腔室横截面方向的中点坐标连接以构成所述排出路线s。
18、优选的,所述控制排放模块包括:
19、路径体积测算模块,所述路径体积测算模块测算所述排出路线s上单位路线长度△s下对应的所述模具腔室的体积△v;以及
20、路径速度测算模块,所述路径速度测算模块根据所述总排出量数据v0和单位路线长度△s下对应的所述模具腔室的体积△v,测算出排出所述发泡材料的移动速度v。
21、优选的,所述排入热量测取模块包括:
22、总排量采集模块,所述总排量采集模块采集对所述模具腔室的发泡材料的总排出量数据v0;以及
23、总热量测算模块,所述总热量测算模块根据单位排出热量数据,测算出排出总排出量数据v0下的所述发泡材料排入所述模具腔室内的总热量数据q1。
24、优选的,所述散失热量监控模块包括:
25、温度传感模块,所述温度传感模块采集沿所述模具布置方向上各处的温度传感数据;以及
26、散失热量测算模块,所述散失热量测算模块测算温度采集时间t范围内所述温度传感数据的温度变化值t,并根据所述温度变化值t在机器训练模型中输出对应的所述散失热量数据q2。
27、优选的,所述发泡判断模块包括:
28、散热阈值预设模块,所述散热阈值预设模块存储达到散热要求的所述模具腔室内的预设热量qmin;以及
29、控制转移模块,所述控制转移模块控制在所述散失热量数据q2小于总热量数据q1与所述预设热量qmin的差值时,取出所述模具腔室中的所述发泡成型的所述零配件。
30、本发明还提供了一种汽车零配件发泡辅助方法,包括如下步骤:
31、s1:采集模具腔室的形状数据,测出对所述模具腔室的发泡材料的总排出量数据v0;
32、s2:基于所述模具腔室的形状数据,构建所述发泡材料的排出路线s,根据所述发泡材料沿所述排放路线的线性各点的排出量vx进行控制排放;
33、s3:基于所述总排出量数据v0,计算出排入所述模具腔室内的总热量数据q1;
34、s4:测取所述模具腔室周边的温度变化数据,计算模具的散失热量数据q2;
35、s5:判断所述散失热量数据q2是否满足所述模具腔室的散热要求,若满足,则控制将发泡成型的所述模具腔室中的所述零配件取出,若不满足,则持续测取所述模具腔室周边的温度变化数据,直至所述散失热量数据q2满足所述模具腔室的散热要求。
36、本发明实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
37、1、本发明通过采集模具腔室的形状数据并构件排出路线s,进而以便于控制排出发泡材料的排出路径,同时控制排出发泡材料沿排出路线s的移动速度,以保证对模具腔室中排出发泡材料的均匀性,进而实现发泡排料的高效性;
38、2、本发明通过根据模具腔室的形状数据以确定出排入模具腔室中的总热量数据,并在成型产品时对模具腔室中的温度变化情况以及时间数据的监控,进而可以快速确定出模具腔室的散热情况,并且根据散热情况确定出散热热量是否达到取出成型零部件的要求,以保证精确的确定出零部件的成型时间,进而在保证成型产品质量的前提下,还提高了产品成型效率;
39、综上所述,本发明具有汽车零部件排料精准且高效,同时在发泡材料熟化时能够精准掌控散热热量情况,以便于及时控制取出成型产品,提高产品的发泡承你选哪个效率等优点。
技术特征:
1.一种汽车零配件发泡辅助系统,其特征在于,包括:
2.根据权利要求1所述的一种汽车零配件发泡辅助系统,其特征在于,所述发泡总量测取模块包括:
3.根据权利要求2所述的一种汽车零配件发泡辅助系统,其特征在于,所述控制排料模块包括:
4.根据权利要求3所述的一种汽车零配件发泡辅助系统,其特征在于,所述排出路线构建模块包括:
5.根据权利要求4所述的一种汽车零配件发泡辅助系统,其特征在于,所述控制排放模块包括:
6.根据权利要求1所述的一种汽车零配件发泡辅助系统,其特征在于,所述排入热量测取模块包括:
7.根据权利要求1所述的一种汽车零配件发泡辅助系统,其特征在于,所述散失热量监控模块包括:
8.根据权利要求1所述的一种汽车零配件发泡辅助系统,其特征在于,所述发泡判断模块包括:
9.一种汽车零配件发泡辅助方法,其特征在于,包括如下步骤:
技术总结
本发明公开了汽车零配件发泡成型技术领域的一种汽车零配件发泡辅助系统及方法,包括发泡总量测取模块,所述发泡总量测取模块采集模具腔室的形状数据,测出对所述模具腔室的发泡材料的总排出量数据V0;控制排料模块,所述控制排料模块基于所述模具腔室的形状数据,构建所述发泡材料的排出路线S,根据所述发泡材料沿所述排放路线的线性各点的排出量Vx进行控制排放;排入热量测取模块,所述排入热量测取模块基于所述总排出量数据V0,计算出排入所述模具腔室内的总热量数据Q1,本发明具有汽车零部件排料精准且高效,同时在发泡材料熟化时能够精准掌控散热热量情况,以便于及时控制取出成型产品,提高产品的发泡承你选哪个效率等优点。
技术研发人员:俞托
受保护的技术使用者:上海众通汽车配件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!