一种铝塑结合一次性成型的方法与流程
本发明涉及铝塑一次性成型,尤其涉及一种铝塑结合一次性成型的方法。
背景技术:
1、注塑技术是一个相对比较成熟的技术领域,其产品涉及广泛,近年来注塑从原来传统的单一的塑胶材料射出成型,越来越多的转向多材料复合成型以满足产品性能的多样性和复杂性;制造工艺也因此变得更加复杂,性能要求也更加高:如重量、强度、刚度、以及工艺制造的效率,相应的成本要求也更高,同时,同一件产品上可能也会有更多不同性能的要求;在一些特殊的行业,产品的性能要求是多重的,如笔记本电脑外壳、汽车领域内外饰零部件等,产品技术要求越来越高,产品在设计、制造使用和维护过程中所需要的技术要求也越来越苛刻,包括产品的性能质量、安全、环保、功能、使用寿命、稳定性等,一些局部位置既需要结构稳定也有功能性要求,如笔记本电脑天线区域,完全使用铝材,金属会导致天线接收性能下降,单纯的使用塑胶又会导致强度不足。
2、手机边框以及笔记本电脑外壳在生产时,由于轻量化的需求,采用铝材保证产品强度,天线区域填充pbt加纤料,从而形成结构使得产品具有强度同时还能满足信号接收需求,目前的主流产品是高强钢、铝合金等,采用平台化模块化的设计思路,但是,此时方式,不便于进行大批量自动化,生产效率较低,并且,产品的一致性较差。
技术实现思路
1、为实现上述目的,本发明采用了如下技术方案:一种铝塑结合一次性成型的方法,包括以下步骤:
2、首先,对铝材进行冲压塑形;
3、接着,对冲压塑形后的铝材表面进行纳米处理;
4、然后,将纳米处理完成后的铝材放入包胶模具内预热处理;
5、最后,预热处理后的包胶模具进行合模并射出pbt加纤料。
6、优选的,所述冲压塑形包括以下步骤:
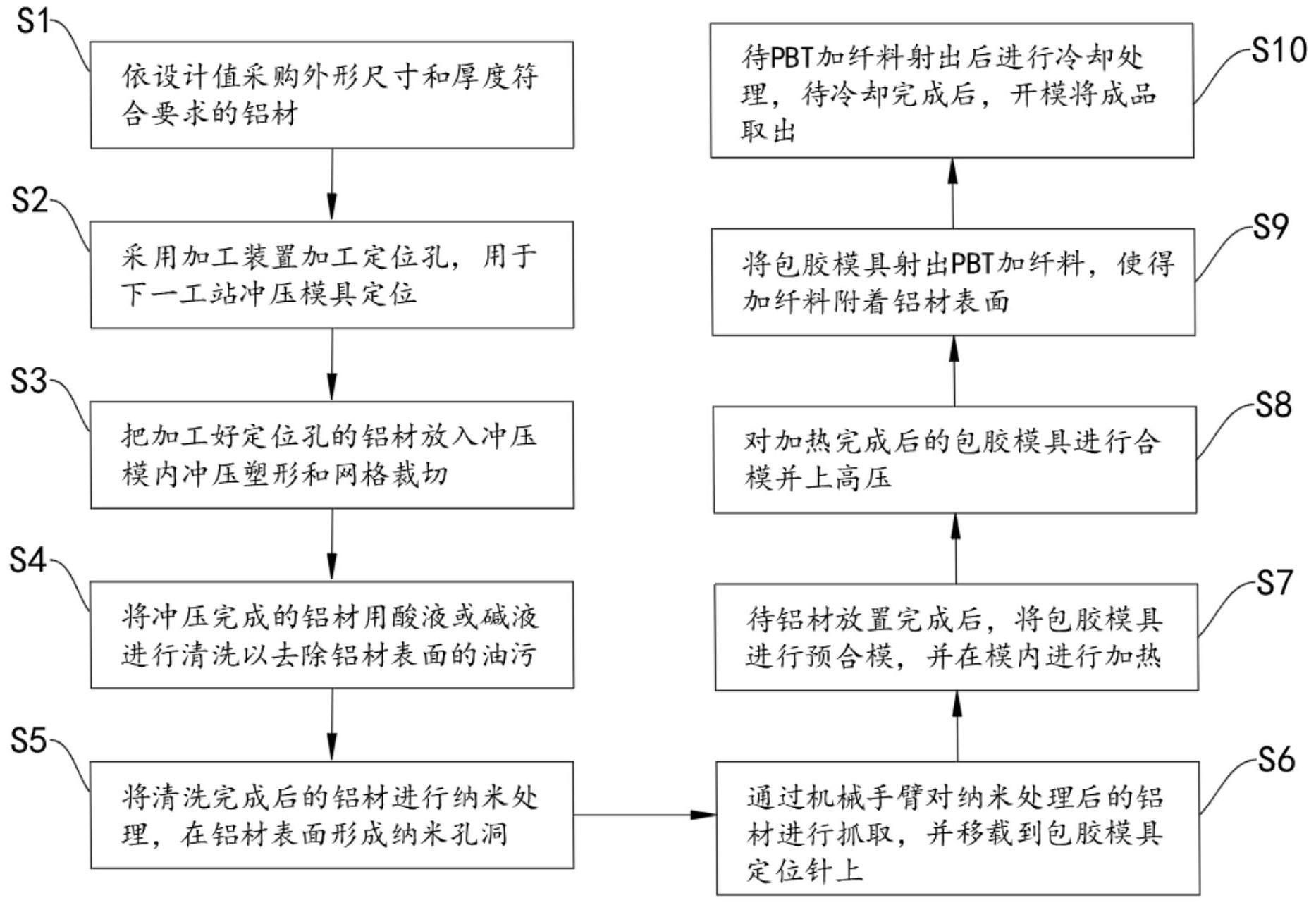
7、s1、依设计值采购外形尺寸和厚度符合要求的铝材;
8、s2、采用加工装置加工定位孔,用于下一工站冲压模具定位;
9、s3、把加工好定位孔的铝材放入冲压模内冲压塑形和网格裁切。
10、优选的,在步骤s2中,所述加工定位孔采用的加工装置为cnc数控铣床。
11、优选的,所述纳米处理包括以下步骤:
12、s4、将冲压完成的铝材用酸液或碱液进行清洗以去除铝材表面的油污;
13、s5、将清洗完成后的铝材进行纳米处理,在铝材表面形成纳米孔洞,以便后续步骤加纤料射出填充到孔内,增加结合力。
14、优选的,所述预热处理包括以下步骤:
15、s6、通过机械手臂对纳米处理后的铝材进行抓取,并移载到包胶模具定位针上;
16、s7、待铝材放置完成后,将包胶模具进行预合模,并在模内进行加热。
17、优选的,在步骤s7中,所述加热的温度为140~160℃,且加热时间8~10sec。
18、优选的,所述射出pbt加纤料包括以下步骤:
19、 s8、对加热完成后的包胶模具进行合模并上高压;
20、 s9、将包胶模具射出pbt加纤料,使得加纤料附着铝材表面;
21、 s10、待pbt加纤料射出后进行冷却处理,待冷却完成后,开模将成品取出。
22、优选的,在步骤 s10中,所述冷却后的温度为80~100℃,让加纤料形成所需要的结构以满足刚度的需求。
23、优选的,所述铝材与pbt加纤料的的结合强度为220~250公斤力/平方公分(kgf/cm2)。
24、优选的,所述纳米孔洞的大小为25~85纳米。
25、本发明提供的技术方案带来的有益效果是:
26、本发明的铝塑结合一次性成型的方法,把不同材质的铝材和塑胶材料通过一次性注塑包射成型,同时,凭借在铝材表面上经纳米处理形成纳米孔洞,使pbt加纤料在射出成型到工件铝材时,会渗入到纳米孔洞中,进而增强工件和塑料之间的粘着力,使塑料与工件的结合强度可达到220~250公斤力/平方公分(kgf/cm2),形成所需要的结构以满足刚度和装配的需求,得到一个尺寸稳定,精度高的多材料的一体成型零部件,产品的一致性很高,从而极大的减少了制造工艺、提高了效率、降低了成本,该项发明形成自动化生产线,从而能够形成大规模批量产业化能力。
技术特征:
1.一种铝塑结合一次性成型的方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种铝塑结合一次性成型的方法,其特征在于:所述冲压塑形包括以下步骤:
3.根据权利要求2所述的一种铝塑结合一次性成型的方法,其特征在于:在步骤s2中,所述加工定位孔采用的加工装置为cnc数控铣床。
4.根据权利要求2所述的一种铝塑结合一次性成型的方法,其特征在于:所述纳米处理包括以下步骤:
5.根据权利要求2所述的一种铝塑结合一次性成型的方法,其特征在于:所述预热处理包括以下步骤:
6.根据权利要求5所述的一种铝塑结合一次性成型的方法,其特征在于:在步骤s7中,所述加热的温度为140~160℃,且加热时间8~10sec。
7.根据权利要求2所述的一种铝塑结合一次性成型的方法,其特征在于:所述射出pbt加纤料包括以下步骤:
8.根据权利要求7所述的一种铝塑结合一次性成型的方法,其特征在于:在步骤 s10中,所述冷却后的温度为80~100℃,让加纤料形成所需要的结构以满足刚度的需求。
9.根据权利要求1所述的一种铝塑结合一次性成型的方法,其特征在于:所述铝材与pbt加纤料的的结合强度为220~250 kgf/cm2。
10.根据权利要求1所述的一种铝塑结合一次性成型的方法,其特征在于:所述纳米孔洞的大小为25~85纳米。
技术总结
本发明公开了一种铝塑结合一次性成型的方法,包括以下步骤:首先,对铝材进行冲压塑形;接着,对冲压塑形后的铝材表面进行纳米处理;然后,将纳米处理完成后的铝材放入包胶模具内预热处理。该种铝塑结合一次性成型的方法,凭借在铝材表面上经纳米处理形成纳米孔洞,PBT加纤料在射出成型到工件铝材时,会渗入到纳米孔洞中,进而增强工件和塑料之间的粘着力,使塑料与工件的结合强度可达到220~250公斤力/平方公分(kgf/cm2),形成所需要的结构以满足刚度和装配的需求,得到一个尺寸稳定,精度高的多材料的一体成型零部件,产品的一致性很高,并且,能够形成自动化生产线,从而能够形成大规模批量产业化能力,极大的减少了制造工艺、提高了效率、降低了成本。
技术研发人员:顾淑莹
受保护的技术使用者:苏州复盈新材股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!