耐高温粉末涂料制备的挤出装置的制作方法
本发明涉及粉末涂料挤出设备,具体涉及耐高温粉末涂料制备的挤出装置。
背景技术:
1、粉末涂料是与一般涂料完全不同的形态,它是以微细粉末的状态存在的,粉末涂料生产过程复杂,主要步骤如下:领料、称重、预混、熔融挤出、压片、粗破碎、细粉碎、检测、打包、入库。
2、挤出是粉末生产的核心工序,对粉末质量有决定性的影响,在粉末涂料在挤出时需要对原料质量要求较高,原材料应达到所需要的干燥要求,且需要将原料过筛除去机械杂质,当原材料中水份过大时,会导致挤出的材料中出现料花,当原材料中有杂质会导致挤出的材料中出现黑点,都会影响挤出质量,而现有的挤出机通过依靠螺杆旋转产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模成型,因此只能对粉末进行单一的熔融挤出,无法在挤出的同时对原料进行干燥与除杂,还需额外设备在挤出前对原料进行处理,不仅影响加工效率,且在原料转运过程中,原料容易被二次污染,且现有的挤出机通常是在料斗中添加控量装置来控制料斗出口大小,以便于达到控制加料量的效果,当料斗出口较小时,容易出现桥架现象,且出口容易堵塞,加料量控制难度大,控制效果差。
技术实现思路
1、本发明的目的在于:为解决无法在挤出的同时进行干燥与除杂,加料量控制效果差的问题,本发明提供了耐高温粉末涂料制备的挤出装置。
2、本发明为了实现上述目的具体采用以下技术方案:
3、耐高温粉末涂料制备的挤出装置,包括有挤压筒,挤压筒内沿其轴向转动安装有挤压螺杆,外部则套有电加热器,其特征在于,电加热器的外侧套有呈柱状的隔热套,隔热套的外部则套接有与挤压螺杆同步转动的干燥筛料筒,隔热套的任一端设置有堵料头,堵料头用于连通干燥筛料筒和挤压筒;
4、干燥筛料筒内部沿轴向布置有内螺旋片,并且该内螺旋片紧密的贴合于隔热套的外表面,原料在干燥筛料筒内部输送的同时进行筛分,并与隔热套外表面形成热交换,完成筛分与热交换的原料经堵料头输送至挤压筒内;
5、内螺旋片的内部开设有多个过料孔,每个过料孔的内部均设置有密封气圈,通过密封气圈的膨胀和收缩改变过料孔的孔径。
6、进一步,隔热套的内部为空腔结构,空腔中注有水,空腔的外环内壁上铺设有隔热材料。
7、进一步,空腔的一端安装有泄压管,泄压管的外侧安装有带有压力表的自动泄压阀,干燥筛料筒背离堵料头的一端设置有进气管与排气管,进气管与排气管均与所有密封气圈相连通,进气管与排气管的出气端分别设置有进气电磁阀与排气电磁阀,进气电磁阀的另一端与泄压管相连通,排气电磁阀的另一端与外界相连通。
8、进一步,干燥筛料筒背离堵料头的一端形成有外环槽,外环槽的内部密封转动安装有连接环板,连接环板与外环槽内壁之间形成气环腔,气环腔同时与所有密封气圈相连通,进气管与排气管分别插接在连接环板上,且同时与气环腔相连通。
9、进一步,还包括有机架,机架的顶部安装有驱动电机与齿轮箱,齿轮箱与驱动电机的输出端传动连接,齿轮箱的输出端固定连接有输出轴,输出轴与挤压螺杆固定相连,机架的顶部设置有外支架,电加热器固定连接在外支架上;
10、干燥筛料筒靠近驱动电机的一端固定连接有传动架,输出轴的外侧设置有轴键,传动架套接在输出轴上,传动架的内壁开设有键槽,轴键滑动连接在键槽中。
11、进一步,机架的顶部安装有加料斗,加料斗套接在干燥筛料筒的外侧,干燥筛料筒圆周面上形成有与加料斗内部连通的加料口,并且加料斗与旋转状态的加料口间歇式连通实现加料。
12、进一步,加料斗的底部转动安装有挡料板,挡料板呈弧形设计,且与干燥筛料筒上的加料口相适配;
13、挡料板的转动中心处设置有扭簧,扭簧用于驱使挡料板朝向竖直方向旋转。
14、进一步,电加热器的内壁开设有冷却槽,冷却槽的内部安装有冷却板,冷却板的内部开设有弯曲的冷却水孔,电加热器的底部设置有两组冷却管,一组为进水管另一组为出水管,出水管穿过空腔,进水管与所有冷却水孔的进水端相连通,出水管与所有冷却水孔的出水端相连通。
15、进一步,堵料头与干燥筛料筒旋转密封,堵料头的外径大于干燥筛料筒的外径,堵料头的内部开设有斜向下设计的出料口,出料口的底部插接有出料管,出料管与挤压筒上的进料口相连通。
16、本发明的有益效果如下:
17、本发明,通过隔热套与干燥筛料筒的设置,隔热套将电加热器热量隔绝大部分,只有少部分足够干燥使用的热量进入干燥筛料筒中,干燥筛料筒与挤压螺杆同步转动,挤压螺杆在熔融挤出的同时,干燥筛料筒通过内螺旋片带动原料螺旋沿着隔热套移动,进而能对原料进行干燥,且利用电加热器本身产生的热量进行干燥,无需添加额外热源,同时隔热套能减少热量流失,进而能提高能源利用率。
18、本发明,通过干燥筛料筒由筛网卷绕呈筒装制成,在螺旋输送原料的同时能对原料进行筛滤,且由于干燥筛料筒与挤压螺杆同步转动,挤压螺杆在熔融挤出的同时,干燥筛料筒能对原料进行除杂,无需额外设备进行筛滤,加工效率高。
19、本发明,通过在干燥筛料筒的内部设置内螺旋片,内螺旋片上设置有过料孔,过料孔中设置有密封气圈,通过控制密封气圈内部气压,来控制过料孔的内径,当干燥筛料筒带动内螺旋片转动时,会有部分原料通过过料孔,因此通过控制过料孔的内径,能控制单位时间内被内螺旋片螺旋输送的原料量,且无需改变加料口大小,不会造成堵料,且由于是螺旋送料,送料更加均匀。
技术特征:
1.耐高温粉末涂料制备的挤出装置,包括有挤压筒(5),挤压筒(5)内沿其轴向转动安装有挤压螺杆(51),外部则套有电加热器(6),其特征在于,电加热器(6)的外侧套有呈柱状的隔热套(7),隔热套(7)的外部则套接有与挤压螺杆(51)同步转动的干燥筛料筒(8),隔热套(7)的任一端设置有堵料头(71),堵料头(71)用于连通干燥筛料筒(8)和挤压筒(5);
2.根据权利要求1所述的耐高温粉末涂料制备的挤出装置,其特征在于,隔热套(7)的内部为空腔结构,空腔中注有水,空腔的外环内壁上铺设有隔热材料。
3.根据权利要求2所述的耐高温粉末涂料制备的挤出装置,其特征在于,空腔的一端安装有泄压管,泄压管的外侧安装有带有压力表的自动泄压阀(74),干燥筛料筒(8)背离堵料头(71)的一端设置有进气管(88)与排气管(810),进气管(88)与排气管(810)均与所有密封气圈(85)相连通,进气管(88)与排气管(810)的出气端分别设置有进气电磁阀(89)与排气电磁阀(811),进气电磁阀(89)的另一端与泄压管相连通,排气电磁阀(811)的另一端与外界相连通。
4.根据权利要求3所述的耐高温粉末涂料制备的挤出装置,其特征在于,干燥筛料筒(8)背离堵料头(71)的一端形成有外环槽(86),外环槽(86)的内部密封转动安装有连接环板(87),连接环板(87)与外环槽(86)内壁之间形成气环腔,气环腔同时与所有密封气圈(85)相连通,进气管(88)与排气管(810)分别插接在连接环板(87)上,且同时与气环腔相连通。
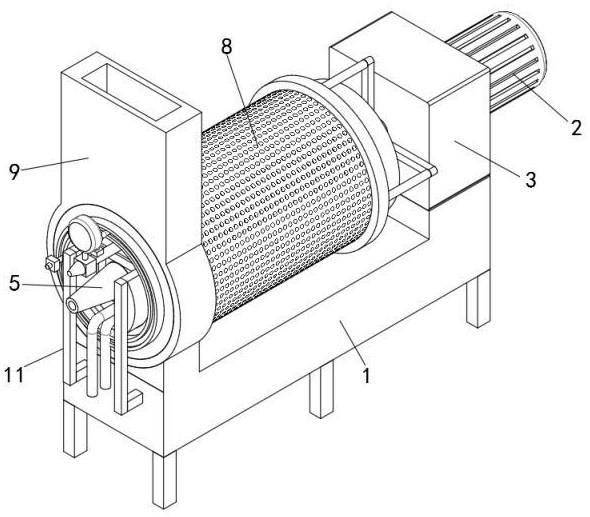
5.根据权利要求1至4任一所述的耐高温粉末涂料制备的挤出装置,其特征在于,还包括有机架(1),机架(1)的顶部安装有驱动电机(2)与齿轮箱(3),齿轮箱(3)与驱动电机(2)的输出端传动连接,齿轮箱(3)的输出端固定连接有输出轴(4),输出轴(4)与挤压螺杆(51)固定相连,机架(1)的顶部设置有外支架(11),电加热器(6)固定连接在外支架(11)上;
6.根据权利要求5所述的耐高温粉末涂料制备的挤出装置,其特征在于,机架(1)的顶部安装有加料斗(9),加料斗(9)套接在干燥筛料筒(8)的外侧,干燥筛料筒(8)圆周面上形成有与加料斗(9)内部连通的加料口(82),并且加料斗(9)与旋转状态的加料口(82)间歇式连通实现加料。
7.根据权利要求6所述的耐高温粉末涂料制备的挤出装置,其特征在于,加料斗(9)的底部转动安装有挡料板(91),挡料板(91)呈弧形设计,且与干燥筛料筒(8)上的加料口(82)相适配;
8.根据权利要求7所述的耐高温粉末涂料制备的挤出装置,其特征在于,电加热器(6)的内壁开设有冷却槽(61),冷却槽(61)的内部安装有冷却板(62),冷却板(62)的内部开设有弯曲的冷却水孔,电加热器(6)的底部设置有两组冷却管(63),一组为进水管另一组为出水管,出水管穿过空腔,进水管与所有冷却水孔的进水端相连通,出水管与所有冷却水孔的出水端相连通。
9.根据权利要求8所述的耐高温粉末涂料制备的挤出装置,其特征在于,堵料头(71)与干燥筛料筒(8)旋转密封,堵料头(71)的外径大于干燥筛料筒(8)的外径,堵料头(71)的内部开设有斜向下设计的出料口(72),出料口(72)的底部插接有出料管(73),出料管(73)与挤压筒(5)上的进料口(52)相连通。
技术总结
本发明公开了耐高温粉末涂料制备的挤出装置,涉及粉末涂料挤出设备技术领域。本发明,包括有:机架,所述机架顶部远离驱动电机的一端焊接有外支架,所述外支架靠近驱动电机的一端固定连接有电加热器,所述电加热器的内部安装有挤压筒,所述电加热器的外侧套接有隔热套,所述隔热套的外侧套接有能自动转动的干燥筛料筒,所述干燥筛料筒的内部设置有内螺旋片,所述内螺旋片紧密的旋转贴合在隔热套的外表面。本发明,通过隔热套与干燥筛料筒的设置,隔热套将电加热器热量隔绝大部分,利用电加热器本身产生的热量进行干燥,无需添加额外热源,同时隔热套能减少热量流失,进而能提高能源利用率。
技术研发人员:李涛,武春强,杨中飞
受保护的技术使用者:天津盛达新材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!