一种用于标识牌制品成型的加工模具的制作方法
本发明涉及注塑模具领域,具体来说,涉及一种用于标识牌制品成型的加工模具。
背景技术:
1、安全标识牌是以红色、黄色、蓝色、绿色为主要颜色,辅以边框、图形符号或文字构成的标志,用于表达与安全有关的信息,适用于工厂、办公室、商场(店)、影剧院、娱乐厅、体育馆、医院、饭店、旅馆、网吧等在公共场所及部分相关场所。
2、现有技术中,安全标识牌长常采用大面积的矩形或三角型结构,在注塑成型阶段,传统注塑模具顶料结构与成型的安全标识牌接触面积有限,受到冷却效果及注塑模具安装环境的影响,脱模阶段的安全标识牌可能处于未完全硬化的状态,进而导致顶料结构顶料过程中发生安全标识牌变形或局部破损的现象,造成安全标识牌次品率增多,其次,现有安全标识牌的注塑模具往往主要针对模具本身进行散热冷却,且注塑模具常采用实心结构,散热效率大打折扣,注塑件常由注塑模具冷却机构过程中的尾段冷却介质(冷水或冷风)实施冷却,而注塑件脱模后常以自然晾干的方式进行冷却,可能存在注塑件下料阶段发生变形的情况,存在冷却效果不及时、不全面、不快捷的现象。
3、针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种用于标识牌制品成型的加工模具,具备注塑件快捷脱模、降低次品率、模具和注塑件快捷散热的优点,进而解决上述背景技术中的问题。
3、(二)技术方案
4、为实现上述注塑件快捷脱模、降低次品率、模具和注塑件快捷散热的优点,本发明采用的具体技术方案如下:
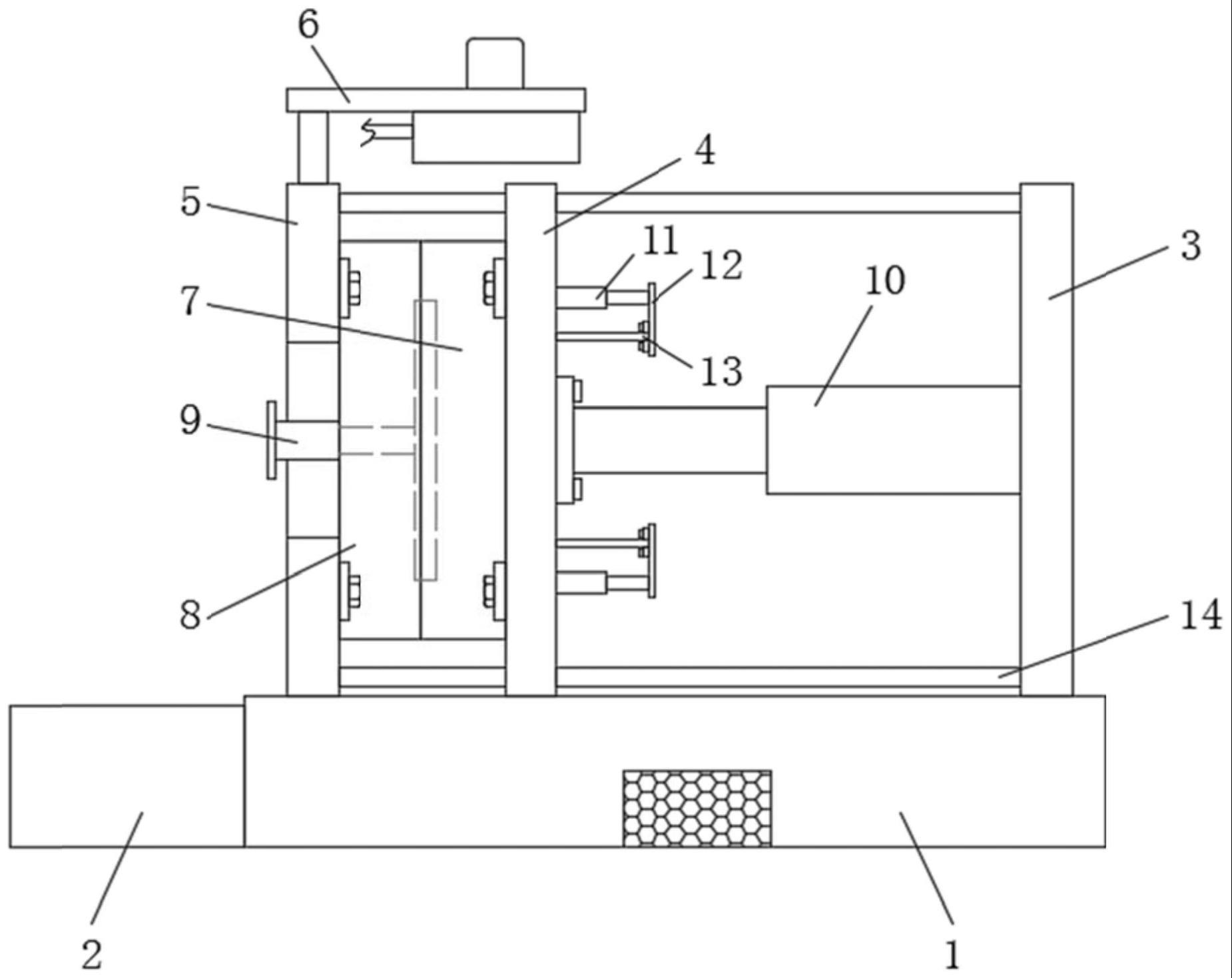
5、一种用于标识牌制品成型的加工模具,包括工作台、右模和左模,所述工作台的顶面焊接有第一支板和第三支板,且第一支板和第三支板之间焊接有若干个导杆,若干个所述导杆表面套接有第二支板,且第二支板的表面通过螺栓固定安装有右模,所述第三支板面向第二支板的一面固定安装有左模,且左模一侧表面开设有左成型槽,并且左模另一侧表面贯通左成型槽安装有注塑嘴,所述第一支板上通过螺栓固定安装有液压缸,且液压缸通过螺栓与第二支板相连,所述右模一侧表面对应左成型槽开设右成型槽,且右成型槽内侧面开设隐藏槽,所述隐藏槽内嵌入安装有顶料框,且顶料框内侧一体浇铸有剪型杆,所述剪型杆的表面焊接有若干个连接杆,且若干个连接杆穿过第二支板的一端均焊接有固定耳,所述第二支板面向第一支板的一面固定安装有气缸,且气缸的一端固接有连接板,所述连接杆的固定耳上穿插设置有平头螺丝,且平头螺丝与连接板相连,所述第三支板的顶部固定有冷却装置,所述工作台内部对应冷却装置开设有卸料腔,且卸料腔内固定安装有镂空斜板,所述工作台的左侧贯通卸料腔安装有集料箱,所述右模和左模的侧面均贯穿开设有通风口。
6、进一步的,所述卸料腔内侧下部开设有侧腔,且侧腔内部通过安装座固定安装有第二散热风扇,并且侧腔与卸料腔连通,所述第二散热风扇的风叶组件面向卸料腔,所述冷却装置上固定安装有第一散热风扇,且第一散热风扇的风叶组件外围罩接有吹风筒,所述吹风筒焊接安装于冷却装置的底部,且吹风筒的侧面连通有冷风管,所述冷风管与外部冷风机相连。
7、进一步的,所述工作台的侧面贯通侧腔开设通风口,且通风口内侧焊接有矩形过滤网。
8、进一步的,所述隐藏槽由矩形框槽及其内侧的剪型凹槽组合而成,且隐藏槽的尺寸与顶料框的尺寸相适配。
9、进一步的,所述工作台的顶面贯通卸料腔开设落料口,且落料口处于右模和左模下方。
10、进一步的,所述右模和左模的两侧均焊接有安装耳,所述第二支板和第三支板的表面均对应安装耳开设有若干个螺孔,所述第二支板的表面对应连接杆开设有若干个第二通孔。
11、进一步的,所述右模的背面贯通隐藏槽开设有若干个第一通孔。
12、进一步的,所述镂空斜板的表面均匀开设有若干个孔洞。
13、进一步的,所述第三支板的表面开设有让位口,所述左模的注塑嘴延伸至让位口内侧。
14、进一步的,所述右成型槽和左成型槽切面的尺寸相同,且右成型槽的深度大于左成型槽的深度,并且右成型槽和左成型槽构成标识牌的成型腔。
15、(三)有益效果
16、与现有技术相比,本发明提供了一种用于标识牌制品成型的加工模具,具备以下有益效果:
17、(1)、本发明通过启动液压缸收缩,促使右模远离左模,并启动第二支板的气缸收缩,促使气缸在连接板和连接杆的作用下推动顶料框,顶料框则脱离右成型槽内侧面开设的隐藏槽,由于顶料框内侧设置的剪型杆,以便与成型的标识牌全方位接触,由于左成型模的深度小于右成型槽的深度,使得成型的标识牌始终处于右成型槽内中,直至将右成型槽中成型的标识牌脱出,实现脱模,相较于现有标识牌加工模具,采用顶料框以及剪型杆的设置,可显著提升顶料结构与标识牌的接触面积,大大降低了标识牌脱模阶段引起的变形和损伤,降低次品率。
18、(2)、本发明通过启动冷却装置上安装的第一散热风扇,并将冷风由冷风管引入罩接在第一散热风扇外围的吹风筒内,促使第一散热风扇俯吹右模、左模及其侧面贯穿设置的通风口,实现注塑模具的快速散热,此时,通过启动侧腔内安装的第二散热风扇,促使第二散热风扇将空气吹入卸料腔,并由穿过镂空斜板的孔洞实现标识牌下料阶段的风冷散热,直至冷却后的标识牌由镂空斜板导入与卸料腔连通的集料箱内,采用了集料箱、卸料腔、第一散热风扇、冷风管、第二散热风扇,在满足快捷下料的同时集模具冷却和注塑件冷却为一体,冷却更全面,下料更快捷。
技术特征:
1.一种用于标识牌制品成型的加工模具,其特征在于,包括工作台(1)、右模(8)和左模(7),所述工作台(1)的顶面焊接有第一支板(3)和第三支板(5),且第一支板(3)和第三支板(5)之间焊接有若干个导杆(14),若干个所述导杆(14)表面套接有第二支板(4),且第二支板(4)的表面通过螺栓固定安装有右模(8),所述第三支板(5)面向第二支板(4)的一面固定安装有左模(7),且左模(7)一侧表面开设有左成型槽(30),并且左模(7)另一侧表面贯通左成型槽(30)安装有注塑嘴(9),所述第一支板(3)上通过螺栓固定安装有液压缸(10),且液压缸(10)通过螺栓与第二支板(4)相连,所述右模(8)一侧表面对应左成型槽(30)开设右成型槽(17),且右成型槽(17)内侧面开设隐藏槽(26),所述隐藏槽(26)内嵌入安装有顶料框(15),且顶料框(15)内侧一体浇铸有剪型杆(28),所述剪型杆(28)的表面焊接有若干个连接杆(13),且若干个连接杆(13)穿过第二支板(4)的一端均焊接有固定耳(29),所述第二支板(4)面向第一支板(3)的一面固定安装有气缸(11),且气缸(11)的一端固接有连接板(12),所述连接杆(13)的固定耳(29)上穿插设置有平头螺丝,且平头螺丝与连接板(12)相连,所述第三支板(5)的顶部固定有冷却装置(6),所述工作台(1)内部对应冷却装置(6)开设有卸料腔(21),且卸料腔(21)内固定安装有镂空斜板(22),所述工作台(1)的左侧贯通卸料腔(21)安装有集料箱(2),所述右模(8)和左模(7)的侧面均贯穿开设有通风口(16)。
2.根据权利要求1所述的一种用于标识牌制品成型的加工模具,其特征在于,所述卸料腔(21)内侧下部开设有侧腔(23),且侧腔(23)内部通过安装座固定安装有第二散热风扇(24),并且侧腔(23)与卸料腔(21)连通,所述第二散热风扇(24)的风叶组件面向卸料腔(21),所述冷却装置(6)上固定安装有第一散热风扇(18),且第一散热风扇(18)的风叶组件外围罩接有吹风筒(19),所述吹风筒(19)焊接安装于冷却装置(6)的底部,且吹风筒(19)的侧面连通有冷风管(20),所述冷风管(20)与外部冷风机相连。
3.根据权利要求2所述的一种用于标识牌制品成型的加工模具,其特征在于,所述工作台(1)的侧面贯通侧腔(23)开设通风口(16),且通风口(16)内侧焊接有矩形过滤网。
4.根据权利要求1所述的一种用于标识牌制品成型的加工模具,其特征在于,所述隐藏槽(26)由矩形框槽及其内侧的剪型凹槽组合而成,且隐藏槽(26)的尺寸与顶料框(15)的尺寸相适配。
5.根据权利要求1所述的一种用于标识牌制品成型的加工模具,其特征在于,所述工作台(1)的顶面贯通卸料腔(21)开设落料口,且落料口处于右模(8)和左模(7)下方。
6.根据权利要求1所述的一种用于标识牌制品成型的加工模具,其特征在于,所述右模(8)和左模(7)的两侧均焊接有安装耳(25),所述第二支板(4)和第三支板(5)的表面均对应安装耳(25)开设有若干个螺孔(31),所述第二支板(4)的表面对应连接杆(13)开设有若干个第二通孔(32)。
7.根据权利要求1所述的一种用于标识牌制品成型的加工模具,其特征在于,所述右模(8)的背面贯通隐藏槽(26)开设有若干个第一通孔(27)。
8.根据权利要求1所述的一种用于标识牌制品成型的加工模具,其特征在于,所述镂空斜板(22)的表面均匀开设有若干个孔洞。
9.根据权利要求1所述的一种用于标识牌制品成型的加工模具,其特征在于,所述第三支板(5)的表面开设有让位口,所述左模(7)的注塑嘴(9)延伸至让位口内侧。
10.根据权利要求1所述的一种用于标识牌制品成型的加工模具,其特征在于,所述右成型槽(17)和左成型槽(30)切面的尺寸相同,且右成型槽(17)的深度大于左成型槽(30)的深度,并且右成型槽(17)和左成型槽(30)构成标识牌的成型腔。
技术总结
本发明公开了一种用于标识牌制品成型的加工模具,包括工作台、右模和左模,所述工作台的顶面焊接有第一支板和第三支板,且第一支板和第三支板之间焊接有若干个导杆。有益效果:本发明通过启动液压缸收缩,促使右模远离左模,并启动第二支板的气缸收缩,促使气缸在连接板和连接杆的作用下推动顶料框,顶料框则脱离右成型槽内侧面开设的隐藏槽,由于顶料框内侧设置的剪型杆,以便与成型的标识牌全方位接触,由于左成型模的深度小于右成型槽的深度,使得成型的标识牌始终处于右成型槽内中,直至将右成型槽中成型的标识牌脱出,实现脱模,相较于现有标识牌加工模具,采用顶料框以及剪型杆的设置,可显著提升顶料结构与标识牌的接触面积。
技术研发人员:余志勋
受保护的技术使用者:佛山环球电力设备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!