一种磁性海绵及其生产设备的制作方法
本申请涉及床垫材料及其制造,尤其涉及一种磁性海绵及其生产设备。
背景技术:
1、在床垫技术领域,尤其是多层床垫,通常需要用到固定装置对多层床垫间进行固定,如胶水、胶钉等,这种方式存在固定不稳定、固定操作麻烦等问题。
2、因此,相关技术中提出在床垫中加入磁块以实现固定操作。但是随之产生的,内置磁块有可能会在使用过程中发生位移,或有异物感,并且,内置磁块依赖于工人操作,内置位置和操作效率得不到保障。
技术实现思路
1、本申请实施例公开了一种磁性海绵及其生产设备,其能够提升相关技术中磁性海绵生产的效率,并且,由于磁性材料本身的特性,磁性海绵间不需要固定装置进行固定。
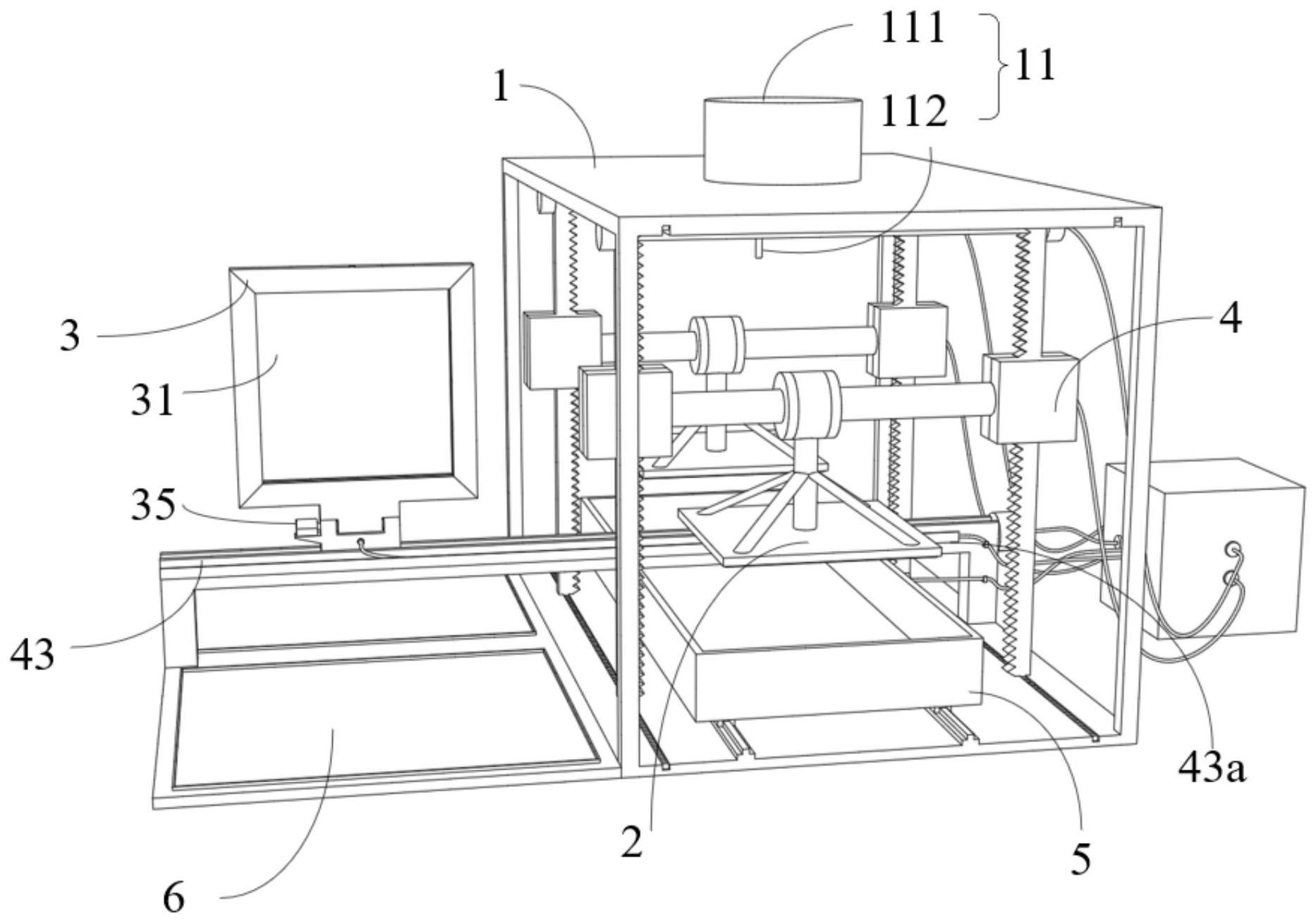
2、为了实现上述目的,第一方面,本申请公开了一种磁性海绵生产设备,所述磁性海绵生产设备包括:
3、支架;
4、吸磁装置,所述吸磁装置与所述支架连接,所述吸磁装置用于吸附磁粉;
5、海绵模具,所述海绵模具与所述支架连接,以限制所述磁性海绵的外轮廓;以及,
6、位移驱动装置,所述位移驱动装置用于驱动所述吸磁装置和所述海绵模具在对合状态和分离状态之间移动,当所述吸磁装置和所述海绵模具处于所述对合状态时,所述吸磁装置和所述海绵模具之间围成发泡腔,且所述吸磁装置用于吸附磁粉的表面朝向所述发泡腔内,所述发泡腔被配置为接收海绵原料,以将所述海绵原料与所述磁粉结合形成磁性海绵。
7、作为一种可选的实施方式,所述吸磁装置包括第一磁性件和第二磁性件,所述海绵模具包括框形件,当所述吸磁装置和所述海绵模具处于所述对合状态时,所述第一磁性件和所述第二磁性件分别贴合于所述框形件的两侧,以围成所述发泡腔。
8、作为一种可选的实施方式,所述吸磁装置还包括磁性控制件,所述磁性控制件被配置为:
9、当所述第一磁性件和第二磁性件向所述对合状态移动时,所述磁性控制件控制所述第一磁性件的吸附面的磁极和所述第二磁性件的吸附面的磁极相反;和/或,
10、当所述第一磁性件和第二磁性件向所述分离状态移动时,所述磁性控制件控制所述第一磁性件的吸附面的磁极和所述第二磁性件的吸附面的磁极相同。
11、作为一种可选的实施方式,所述磁性控制件还被配置为控制所述第一磁性件和/或所述第二磁性件的磁性吸附力大小。
12、作为一种可选的实施方式,所述磁性海绵生产设备还包括磁粉槽,所述吸磁装置还包括第一翻转驱动装置,所述第一翻转驱动装置被配置为带动所述第一磁性件和第二磁性件在第一角度和第二角度之间翻转,所述第一角度为所述第一磁性件和第二磁性件吸附磁粉时与所述磁粉槽相对的角度,所述第二角度为所述第一磁性件和第二磁性件对合时所处的角度。
13、作为一种可选的实施方式,所述海绵模具包括第二翻转驱动装置,所述第二翻转驱动装置被配置为带动所述框形件在第三角度和第四角度之间翻转,所述第三角度为所述框形件处于所述对合状态时的角度,所述第四角度为所述框形件用于将磁性海绵脱模时所处的角度。
14、作为一种可选的实施方式,所述框形件包括多个框边,多个所述框边可拆卸连接,相邻两个所述框边的连接处设有液压件;
15、所述磁性海绵生产设备还包括拆解装置,所述拆解装置被配置为带动所述液压件伸展以撑开相邻两个述框边。
16、作为一种可选的实施方式,所述支架上设有进料装置,所述框形件设有进料口,所述进料装置与所述进料口连接,以向所述发泡腔内输送海绵原料。
17、作为一种可选的实施方式,所述位移驱动装置包括:
18、第一平移组件,所述第一平移组件与所述第一磁性件和第二磁性件连接,以带动所述第一磁性件和第二磁性件沿第一水平方向移动;
19、第一升降组件,所述第一升降组件与所述吸磁装置连接,以带动所述吸磁装置沿竖直方向移动;
20、第二平移组件,所述第二平移组件与所述海绵模具连接,以带动所述海绵模具沿第二水平方向移动;以及,
21、所述第一水平方向与所述第二水平方向垂直,且所述海绵模具的移动轨迹位于所述第一磁性件和第二磁性件之间。
22、第二方面,本申请公开了一种磁性海绵,所述磁性海绵由上述第一方面任一实施方式所述的磁性海绵生产设备生产。
23、与现有技术相比,本申请的有益效果是:
24、本申请将吸磁装置、海绵模具和驱动装置都设为与支架连接,一体化成型,无需额外设备。通过操作位移驱动装置使吸磁装置和海绵模具在对合状态和分离状态之间移动,以围成发泡腔完成海绵的发泡制作。这种设计简化了操作方式,提高了磁性海绵的生产效率。由于磁性材料本身的特性,生产出的磁性海绵不需要额外的固定装置进行固定。
技术特征:
1.一种磁性海绵生产设备,其特征在于,包括:
2.根据权利要求1所述的磁性海绵生产设备,其特征在于,所述吸磁装置包括第一磁性件和第二磁性件,所述海绵模具包括框形件,当所述吸磁装置和所述海绵模具处于所述对合状态时,所述第一磁性件和所述第二磁性件分别贴合于所述框形件的两侧,以围成所述发泡腔。
3.根据权利要求2所述的磁性海绵生产设备,其特征在于,所述吸磁装置还包括磁性控制件,所述磁性控制件被配置为:
4.根据权利要求3所述的磁性海绵生产设备,其特征在于,所述磁性控制件还被配置为控制所述第一磁性件和/或所述第二磁性件的磁性吸附力大小。
5.根据权利要求2所述的磁性海绵生产设备,其特征在于,所述磁性海绵生产设备还包括磁粉槽,所述吸磁装置还包括第一翻转驱动装置,所述第一翻转驱动装置被配置为带动所述第一磁性件和第二磁性件在第一角度和第二角度之间翻转,所述第一角度为所述第一磁性件和第二磁性件吸附磁粉时与所述磁粉槽相对的角度,所述第二角度为所述第一磁性件和第二磁性件对合时所处的角度。
6.根据权利要求2所述的磁性海绵生产设备,其特征在于,所述海绵模具包括第二翻转驱动装置,所述第二翻转驱动装置被配置为带动所述框形件在第三角度和第四角度之间翻转,所述第三角度为所述框形件处于所述对合状态时的角度,所述第四角度为所述框形件用于将磁性海绵脱模时所处的角度。
7.根据权利要求2所述的磁性海绵生产设备,其特征在于,
8.根据权利要求2所述的磁性海绵生产设备,其特征在于,所述支架上设有进料装置,所述框形件设有进料口,所述进料装置与所述进料口连接,以向所述发泡腔内输送海绵原料。
9.根据权利要求2所述的磁性海绵生产设备,其特征在于,所述位移驱动装置包括:
10.一种磁性海绵,其特征在于,所述磁性海绵由权利要求1-9任一项所述的磁性海绵生产设备生产。
技术总结
本申请公开了一种磁性海绵及其生产设备,其中,磁性海绵由磁性海绵生产设备所生产。磁性海绵生产设备包括:支架、吸磁装置、海绵模具和位移驱动装置。吸磁装置与支架连接,以吸附磁粉;海绵模具与支架连接,以限制磁性海绵的外轮廓;位移驱动装置用于驱动吸磁装置和海绵模具在对合状态和分离状态之间移动。本申通过操作位移驱动装置使吸磁装置和海绵模具在对合状态和分离状态之间移动,以围成发泡腔完成海绵的发泡制作。这种设计简化了操作方式,提高了磁性海绵的生产效率。由于磁性材料本身的特性,生产出的磁性海绵不需要额外的固定装置进行固定。
技术研发人员:王炳坤
受保护的技术使用者:慕思健康睡眠股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!