一种仿生轻质结构人工骨及其制备方法与流程
本发明涉及医疗器械,尤其涉及一种仿生轻质结构人工骨及其制备方法。
背景技术:
1、传统的骨科植入材料多为金属材料,金属材料骨科植入产品涵盖髓内钉、关节假体和椎弓根钉等,其在体内服役过程中,常会出现植入物整合效果不佳、质量过重患者舒适感低、影像学检查产生干扰伪影和放射治疗不精准等问题。
技术实现思路
1、有鉴于此,本发明要解决的技术问题在于提供一种仿生轻质结构人工骨及其制备方法,本发明制备的仿生轻质结构人工骨质轻,且力学性能较优。
2、本发明提供了一种仿生轻质结构人工骨的制备方法,包括以下步骤:
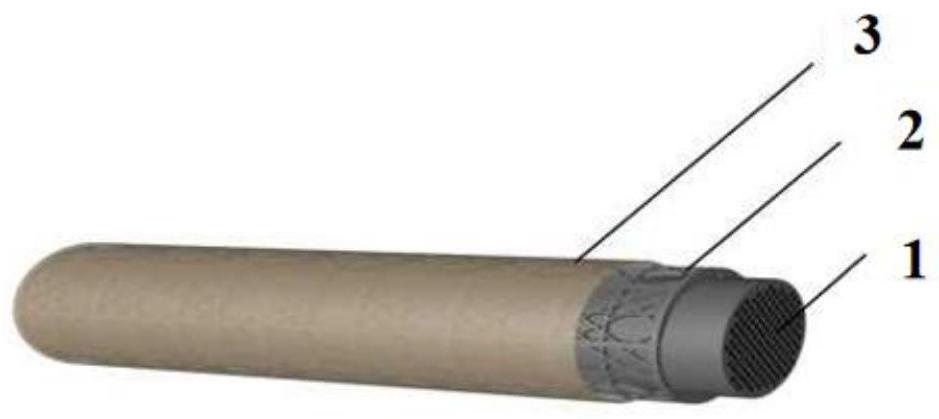
3、a)采用碳纤维/聚醚醚酮预浸料制备碳纤维/聚醚醚酮芯模;
4、b)将碳纤维/聚醚醚酮预浸纱输送至所述碳纤维/聚醚醚酮芯模的表面,按照多孔玻璃海绵骨架结构逐层铺放至旋转的碳纤维/聚醚醚酮芯模上压实定型,制得碳纤维/聚醚醚酮缠绕层;
5、c)将碳纤维纱线按照多孔玻璃海绵的螺旋外脊结构缝入所述碳纤维/聚醚醚酮缠绕层的外壁,形成预制体;
6、d)将所述预制体放入模具进行包覆,脱模和热处理后,得到仿生轻质结构人工骨。
7、优选的,步骤a)中,所述碳纤维/聚醚醚酮预浸料为单向预浸料或织物预浸料;
8、所述碳纤维/聚醚醚酮预浸料中的碳纤维为t700s-12k;
9、所述碳纤维/聚醚醚酮预浸料中纤维的体积含量为50%~70%;
10、制备碳纤维/聚醚醚酮芯模的方法包括:通过拉挤成型或热压成型后机械加工;
11、所述热压成型采用单向、正交或多向铺层方式。
12、优选的,所述热压成型包括:
13、将碳纤维/聚醚醚酮预浸料置于模具中,进行真空热压,脱模后,得到碳纤维/聚醚醚酮层压板;
14、所述真空热压包括:启动真空系统,依次经过预压、预热、升温、保温加压和降温;
15、所述预压的压力为0.5~3mpa,时间为2~10min;
16、所述预热的温度为100~250℃,时间为20~120min;
17、所述升温的速率为3~8℃/min,升温后的温度为360~420℃;
18、所述保温加压的温度为360~420℃;压力为2~6mpa,时间为10~50min;
19、所述降温的速率为2~10℃/min,所述降温后的温度为130~150℃;
20、所述降温完成后,还包括:自然冷却至室温。
21、优选的,步骤b)包括:
22、将来自纱箱的碳纤维/聚醚醚酮预浸纱在2~8n张力作用下分别独立输送到达多自由度自动铺丝机的铺放头后,由铺放头将碳纤维/聚醚醚酮预浸纱在柔性压辊作用下输送至芯模表面后,按照多孔玻璃海绵骨架结构将碳纤维/聚醚醚酮预浸纱连续反复逐层铺放至旋转的碳纤维/聚醚醚酮芯模上压实定型,制得碳纤维/聚醚醚酮缠绕层。
23、优选的,步骤b)包括:所述碳纤维/聚醚醚酮缠绕层是由纵横交错的碳纤维/聚醚醚酮预浸纱纤维肋条形成主骨架,配以螺旋±45°碳纤维/聚醚醚酮预浸纱纤维肋条交织其中,使主骨架形成一个用对角支撑加固的正方形网格结构;其中沿缠绕件轴向延伸的纤维肋条定义为90°纵肋,沿缠绕件环绕一圈的纤维肋条定义为0°横肋,沿缠绕件螺旋上升的两个方向的纤维肋条定义为±45°斜肋。
24、优选的,步骤b)中,所述碳纤维/聚醚醚酮预浸纱纱片的宽度为3.2~4.6mm,厚度为0.1~0.3mm,相邻纱片间隙为0.5~1.5mm;±45°肋条将胞元中每个小正方体结构的边界分割成三段,长度比为
25、所述铺放温度为350~400℃,铺放速率为3~60m/min,铺放压力为0.1~1.0mpa,铺放张力为2~10n。铺放时长为30~100s。
26、优选的,步骤c)包括:
27、按照多孔玻璃海绵的螺旋外脊结构,将加捻或部分加捻碳纤维纱线沿所述碳纤维/聚醚醚酮缠绕层外壁反复穿刺缝入;
28、所述缝入的方式包括:45°/-45°螺旋上升半圈之后,转角90°,再沿-45°/45°继续螺旋上升。
29、优选的,步骤c)包括:
30、使用钢针将部分加捻去上浆剂单股连续碳纤维纱线沿所述碳纤维/聚醚醚酮缠绕层外壁45°方向以螺旋上升轨迹反复穿刺缝入半圈后,转角90°,再沿-45°方向继续螺旋上升缝合,针距1~5mm,相互平行且相邻的两道螺旋肋条间隔缝入,得到垂直于表面延伸的外部对角定向的螺旋外脊,外脊脊峰与外壁距离0.5~2mm。
31、优选的,步骤d)中,所述包覆采用热合包覆或注射包覆;包覆原料选用聚醚醚酮树脂或金属钛;
32、热合包覆上下模模温为350~390℃;
33、注射包覆模具选用具有低压力损失和可提高流动性的热流道模具,模具温度150~180℃,加工温度350~375℃,热流道温控系统350~370℃,注射压力100~200mpa,注射速度为100~400mm/s;
34、所述热处理的温度为170~250℃,时间为2~12h;
35、所述热处理后,还包括:降温;
36、所述降温后的温度为130~150℃,降温的速率为0.2~2℃/min;
37、所述降温后,还包括:自然冷却至室温。
38、本发明还提供了一种上文所述的制备方法制备的仿生轻质结构人工骨。
39、本发明提供了一种仿生轻质结构人工骨的制备方法,包括以下步骤:a)采用碳纤维/聚醚醚酮预浸料制备碳纤维/聚醚醚酮芯模;b)将碳纤维/聚醚醚酮预浸纱输送至所述碳纤维/聚醚醚酮芯模的表面,按照多孔玻璃海绵骨架结构逐层铺放至旋转的碳纤维/聚醚醚酮芯模上压实定型,制得碳纤维/聚醚醚酮缠绕层;c)将碳纤维纱线按照多孔玻璃海绵的螺旋外脊结构缝入所述碳纤维/聚醚醚酮缠绕层的外壁,形成预制体;d)将所述预制体放入模具进行包覆,脱模和热处理后,得到仿生轻质结构人工骨。本发明使用碳纤维/聚醚醚酮复合材料通过自动铺放技术模拟玻璃海绵骨架结构设计出具有轻质、高强和高屈曲稳定性的仿生人工骨,相比于金属材料骨科植入产品,不仅实现了制品轻量化,且兼具优异的耐腐蚀、抗压缩、剪切和抗扭转能力,极大地满足了人体工况使用要求。除此之外,本发明可以实现碳纤维/聚醚醚酮复合材料的低成本生产和自动化成型,符合“低成本、高性能”和设计制造一体化的发展趋势,对于先进碳纤维/聚醚醚酮复合材料在医疗器械领域的应用意义重大。
技术特征:
1.一种仿生轻质结构人工骨的制备方法,包括以下步骤:
2.根据权利要求1所述的制备方法,其特征在于,步骤a)中,所述碳纤维/聚醚醚酮预浸料为单向预浸料或织物预浸料;
3.根据权利要求2所述的制备方法,其特征在于,所述热压成型包括:
4.根据权利要求1所述的制备方法,其特征在于,步骤b)包括:
5.根据权利要求1所述的制备方法,其特征在于,步骤b)包括:所述碳纤维/聚醚醚酮缠绕层是由纵横交错的碳纤维/聚醚醚酮预浸纱纤维肋条形成主骨架,配以螺旋±45°碳纤维/聚醚醚酮预浸纱纤维肋条交织其中,使主骨架形成一个用对角支撑加固的正方形网格结构;其中沿缠绕件轴向延伸的纤维肋条定义为90°纵肋,沿缠绕件环绕一圈的纤维肋条定义为0°横肋,沿缠绕件螺旋上升的两个方向的纤维肋条定义为±45°斜肋。
6.根据权利要求1所述的制备方法,其特征在于,步骤b)中,所述碳纤维/聚醚醚酮预浸纱纱片的宽度为3.2~4.6mm,厚度为0.1~0.3mm,相邻纱片间隙为0.5~1.5mm;±45°肋条将胞元中每个小正方体结构的边界分割成三段,长度比为s:k:s=1:1;
7.根据权利要求1所述的制备方法,其特征在于,步骤c)包括:
8.根据权利要求1所述的制备方法,其特征在于,步骤c)包括:
9.根据权利要求1所述的制备方法,其特征在于,步骤d)中,所述包覆采用热合包覆或注射包覆;包覆原料选用聚醚醚酮树脂或金属钛;
10.权利要求1~9任意一项制备方法制备的仿生轻质结构人工骨。
技术总结
本发明涉及医疗器械技术领域,尤其涉及一种仿生轻质结构人工骨及其制备方法。所述制备方法包括:A)采用碳纤维/聚醚醚酮预浸料制备碳纤维/聚醚醚酮芯模;B)将碳纤维/聚醚醚酮预浸纱输送至所述碳纤维/聚醚醚酮芯模的表面,按照多孔玻璃海绵骨架结构逐层铺放至旋转的碳纤维/聚醚醚酮芯模上压实定型,制得碳纤维/聚醚醚酮缠绕层;C)将碳纤维纱线按照多孔玻璃海绵的螺旋外脊结构缝入所述碳纤维/聚醚醚酮缠绕层的外壁,形成预制体;D)将所述预制体放入模具进行包覆,脱模和热处理后,得到仿生轻质结构人工骨。本发明制备的仿生轻质结构人工骨质轻,且力学性能较优。
技术研发人员:孟玥,孙振龙,魏悦,隋林,闫顺杰,路遥平,刘明霞
受保护的技术使用者:威高集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!