复合材料天线支撑架及成型方法与流程
本发明涉及雷达天线及天线罩,尤其涉及一种复合材料天线支撑架及成型方法。
背景技术:
1、随着雷达天线应用领域的扩大和深入,用于支撑和固定天线的天线支撑架的需求也越来越多。通常,天线支撑架采用金属构件实现天线的支撑和固定,如舰载、机载天线支撑架常选用不锈钢、铝合金等作为主要支撑架材料,但其自重较重,成本较高,且提高燃料消耗。为了提高续航性能和效率,减少燃料消耗及环境影响,天线支撑架轻量化、国产化的发展要求不断提高,复合材料以其高强度、高刚度和低密度等特点在航空航天领域被广泛应用。
技术实现思路
1、本发明所要解决的技术问题是提供一种复合材料天线支撑架及成型方法,本天线支撑架及成型方法克服传统天线由金属构件支撑的缺陷,通过材料及工艺优化提高天线支撑架的性能,实现轻量化、国产化需求,同时可实现批量成型,降低生产成本。
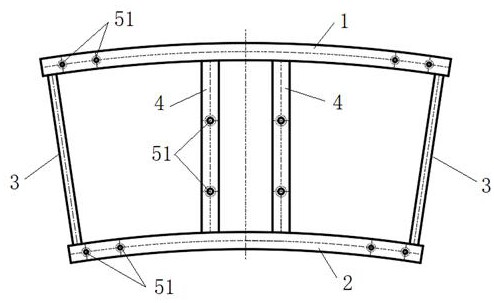
2、为解决上述技术问题,本发明复合材料天线支撑架包括弧形上梁、弧形下梁、两根侧杆、两根立柱和若干预埋件,所述弧形上梁和弧形下梁上下间隔布置,所述两根侧杆分别设于所述弧形上梁和弧形下梁的两端构成扇形面,所述两根立柱间隔居中设于扇形面并且顶端连接所述弧形上梁、底端连接所述弧形下梁,所述弧形上梁、弧形下梁、两根侧杆和两根立柱由环氧树脂粘接玻璃纤维布并包裹聚氨酯泡沫芯条构成,所述若干预埋件分别嵌入所述弧形上梁和弧形下梁两端、两根立柱中部并间隔布置,所述弧形上梁、弧形下梁和两根立柱在嵌入预埋件的位置设有安装孔。
3、进一步,所述弧形上梁、弧形下梁和两根立柱的截面是50mm×40mm的矩形,所述两根侧杆的截面是直径20mm的圆形。
4、进一步,所述玻璃纤维布包括厚度为0.1mm的无碱斜纹布和厚度为0.2mm无碱斜纹布,所述环氧树脂是灌注型环氧树脂基体,所述预埋件是玻璃钢拉挤型材块。
5、一种上述复合材料天线支撑架成型方法包括如下步骤:
6、步骤一、制作与天线支撑架形状匹配的阴模,阴模上设置压板,阴模内设置真空袋膜后通过预抽真空做保压试验,保压试验合格后将阴模和压板成型面抛光清理并涂五遍脱模剂后待用;
7、步骤二、准备厚度0.1mm的无碱斜纹布和厚度0.2mm无碱斜纹布,配制长方条和圆柱条的聚氨酯泡沫芯条,长方条聚氨酯泡沫芯条上预留放置若干预埋件的通孔,将若干预埋件放置在通孔内;
8、步骤三、在阴模内通铺厚度0.1mm的无碱斜纹布,并预留两侧余量,在阴模的相应位置放入缠绕三层厚度0.2mm无碱斜纹布的长方条和圆柱条的聚氨酯泡沫芯条,缠绕的每层无碱斜纹布厚度均匀且错位包裹,无碱斜纹布拼缝错开10mm,将两侧预留的厚度0.1mm无碱斜纹布包回并用压块压紧,铺设脱模布,粘贴真空袋膜,通过真空袋膜的抽气嘴预抽真空;
9、步骤四、保压检查后通过真空辅助经注胶嘴灌注环氧树脂,环氧树脂充满后停止注胶,在烘房内加温固化,80℃时保压4小时后充分固化,形成复合材料天线支撑架;
10、步骤五、将成型后的复合材料天线支撑架脱模,加工去除毛边和杂物,在若干预埋件位置处钻孔加工安装孔,完成复合材料天线支撑架制造。
11、进一步,所述步骤四中,烘房内加温固化过程的升温速率不超过2℃/min。
12、由于本发明复合材料天线支撑架及成型方法采用了上述技术方案,即本天线支撑架的弧形上梁和弧形下梁间隔布置,两根侧杆设于弧形上梁和弧形下梁的两端构成扇形面,两根立柱间隔居中设于扇形面并且顶端连接弧形上梁、底端连接弧形下梁,弧形上梁、弧形下梁、两根侧杆和两根立柱由环氧树脂粘接玻璃纤维布并包裹聚氨酯泡沫芯条构成,若干预埋件分别嵌入弧形上梁和弧形下梁两端、两根立柱中部并间隔布置,弧形上梁、弧形下梁和两根立柱在嵌入预埋件的位置设有安装孔。本方法制作与天线支撑架形状匹配的阴模,阴模上设置压板,阴模内通铺厚度0.1mm的无碱斜纹布,长方条和圆柱条的聚氨酯泡沫芯条缠绕三层厚度0.2mm无碱斜纹布并放置于阴模的相应位置,抽真空后灌注环氧树脂,经固化脱模后得到复合材料天线支撑架。本天线支撑架及成型方法克服传统天线由金属构件支撑的缺陷,通过材料及工艺优化提高天线支撑架的性能,实现轻量化、国产化需求,同时可实现批量成型,降低生产成本。
技术特征:
1.一种复合材料天线支撑架,其特征在于:本天线支撑架包括弧形上梁、弧形下梁、两根侧杆、两根立柱和若干预埋件,所述弧形上梁和弧形下梁上下间隔布置,所述两根侧杆分别设于所述弧形上梁和弧形下梁的两端构成扇形面,所述两根立柱间隔居中设于扇形面并且顶端连接所述弧形上梁、底端连接所述弧形下梁,所述弧形上梁、弧形下梁、两根侧杆和两根立柱由环氧树脂粘接玻璃纤维布并包裹聚氨酯泡沫芯条构成,所述若干预埋件分别嵌入所述弧形上梁和弧形下梁两端、两根立柱中部并间隔布置,所述弧形上梁、弧形下梁和两根立柱在嵌入预埋件的位置设有安装孔。
2.根据权利要求1所述的复合材料天线支撑架,其特征在于:所述弧形上梁、弧形下梁和两根立柱的截面是50mm×40mm的矩形,所述两根侧杆的截面是直径20mm的圆形。
3.根据权利要求1所述的复合材料天线支撑架,其特征在于:所述玻璃纤维布包括厚度为0.1mm的无碱斜纹布和厚度为0.2mm无碱斜纹布。
4.根据权利要求1所述的复合材料天线支撑架,其特征在于:所述环氧树脂是灌注型环氧树脂基体。
5.根据权利要求1所述的复合材料天线支撑架,其特征在于:所述预埋件是玻璃钢拉挤型材块。
6.一种权利要求1至权利要求5任一项所述复合材料天线支撑架成型方法,其特征在于本方法包括如下步骤:
7.根据权利要求6所述的复合材料天线支撑架成型方法,其特征在于:所述步骤四中,烘房内加温固化过程的升温速率不超过2℃/min。
技术总结
本发明公开了一种复合材料天线支撑架及成型方法,本天线支撑架的弧形上梁和弧形下梁间隔布置,两根侧杆设于弧形上梁和弧形下梁的两端构成扇形面,两根立柱间隔居中设于扇形面,弧形上梁、弧形下梁、两根侧杆和两根立柱由环氧树脂粘接玻璃纤维布并包裹聚氨酯泡沫芯条构成,若干预埋件分别嵌入弧形上梁、弧形下梁、两根立柱,并在嵌入预埋件的位置设有安装孔。本方法制作与天线支撑架形状匹配的阴模,阴模上设置压板,阴模内通铺无碱斜纹布,聚氨酯泡沫芯条缠绕无碱斜纹布并放置于阴模的相应位置,抽真空后灌注环氧树脂,经固化脱模后得到复合材料天线支撑架。本天线支撑架及成型方法实现轻量化、国产化需求,同时可实现批量成型,降低生产成本。
技术研发人员:赵意,时欢,段雄,缪阳,杨强,黄伟,张伟,方佳玲
受保护的技术使用者:上海之合玻璃钢有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!