氟树脂粉末涂料的制备工艺的制作方法
本发明主要涉及粉末涂料生产的,具体为氟树脂粉末涂料的制备工艺。
背景技术:
1、氟树脂粉末涂料是指以氟树脂为主要成膜物质的粉末涂料;由于引入的氟元素电负性大,碳氟键能强,具有特别优越的耐候性、耐热性、耐低温性、耐化学药品性,而且具有独特的不粘性和低摩擦性,氟碳粉末涂料在建筑、化学工业、电器电子工业、机械工业、航空航天产业、家庭用品的各个领域得到广泛应用,市场前景佳,随着氟树脂粉末涂料的市场需求量增加,需要一种成效好的氟树脂粉末涂料的制备工艺。
2、根据申请号为cn201610110297.6专利文献所提供的一种粉末涂料生产线,依次包括拌料机、搅拌机、压片机和粉末涂料收集设备,所述拌料机和所述搅拌机之间通过移动料斗传输物料,所述移动料斗可安装在所述搅拌机上进行搅拌,所述压片机和所述粉末涂料收集设备之间通过升降料斗传输物料,该粉末涂料生产线能够满足粉末涂料快速生产需要。
3、上述专利能够实现粉末涂料的快速自动化制备,但是存在搅动混合粉末状原材料时,机械搅拌导致的混合不够均匀的缺点。
技术实现思路
1、本发明主要提供了氟树脂粉末涂料的制备工艺,用以解决上述背景技术中提出的技术问题。
2、本发明解决上述技术问题采用的技术方案为:
3、氟树脂粉末涂料的制备工艺,包括以下步骤:
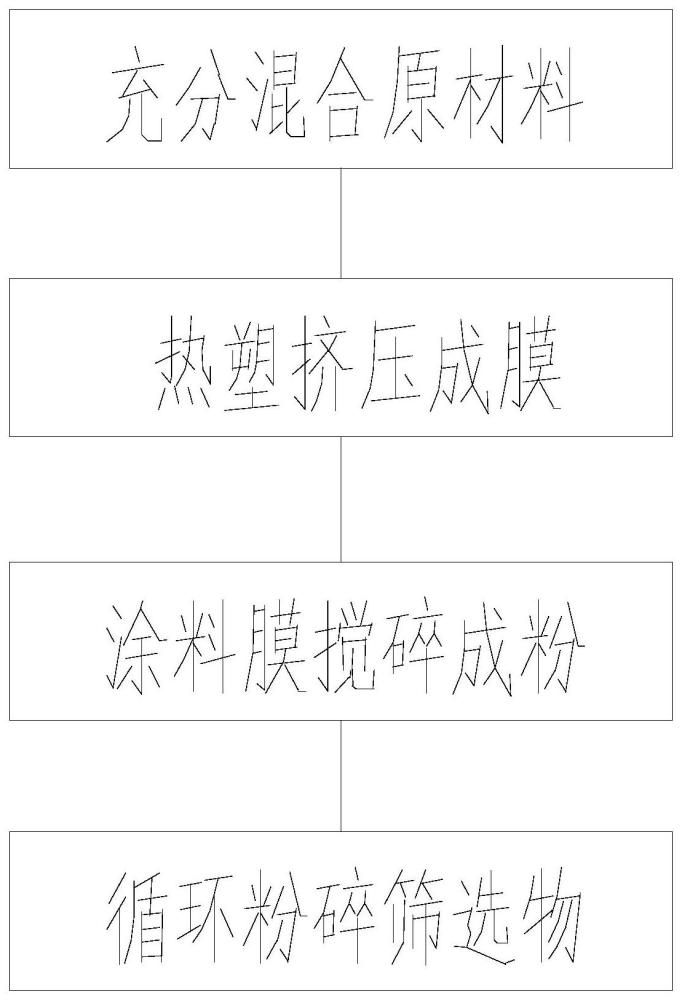
4、步骤一、充分混合原材料,将用于制作氟树脂粉末涂料的原材料热固性三氟氯乙烯-乙烯基醚酯、四氟氯乙烯-乙烯基醚简称feve树脂和热塑性聚偏二氟乙烯简称pvdf树脂,颜料、填料、助剂按照配方依次定量加入到混合装置中进行充分混合和加热;
5、步骤二、热塑挤压成膜,将混合加热后的混合料导入到挤压装置中,通过挤压、碾压这些操作将混合料挤压成涂料膜;
6、步骤三、涂料膜搅碎成粉,将挤压后的涂料膜倒进粉碎装置内,通过粉碎装置将挤压成片的涂料膜粉碎成粉末,通过风选部件将小颗粒合格的粉末性涂料吹出系统进行出料;
7、步骤四、循环粉碎筛选物,通过回收装置将一次粉碎未能完全粉末化而被筛选掉的大块涂料膜颗粒收集起来,重新导入到粉碎装置中,进行循环粉碎出料,提高成品率。
8、所述混合装置包括加热炉,设于加热炉一端的第一鼓风机,所述所述挤压装置包括的挤压箱,设于所述挤压箱内部一端的用于挤压混合物的推送部件,设于所述挤压箱另一侧用于提升成型质量的两块上下可转动设置的碾压轮,设于所述挤压箱外部一侧用于协同推送部件和碾压轮的连动部件;所述粉碎装置包括粉碎箱,设于所述粉碎箱内部的破碎部件,设于所述粉碎箱底部的风选部件,所述回收装置包括半圆支架,转动安装在所述半圆支架内的回收轮,设于所述回收轮一侧的驱动部件。
9、优选的,所述加热炉内部为圆柱状,包括设于所述挤压箱顶部的第一支架,设于所述加热炉顶部的进料口,在本优选的实施例中,通过圆柱状的炉腔使得粉状混合物在加热炉内能够被吹荡起来。
10、优选的,所述第一鼓风机包括设于所述第一支架一端的支撑桩,设于所述支撑桩,所述第一鼓风机输出端插入所述加热炉内且朝向斜下方,在本优选的实施例中,通过第一鼓风机将粉状原料吹起混合,达到更均匀的混合度。
11、优选的,所述破碎部件包括设于所述粉碎箱内部的数个交叉设置的数个破碎轮,设于所述粉碎箱一端与所述破碎轮连接的滚轮,连接同一端所有所述滚轮的皮带,套设于一个滚轮外的电机罩,设于所述电机罩内且执行端连接所述滚轮的第一电机,在本优选的实施例中,通过破碎轮尽可能的搅碎比较脆的涂料膜,在这一过程中制造粉末状的涂料。
12、优选的,所述风选部件包括设于所述粉碎箱靠近所述挤压箱一端底部的第二鼓风机,设于所述粉碎箱另一端相同位置的筛选网,设于所述筛选网的出料管,在本优选的实施例中,通过第二鼓风机将符合尺寸的涂料粉末从筛选网里吹出,保证出料质量符合要求。
13、优选的,所述驱动部件包括设于所述半圆支架一侧顶部的第二电机,设于所述第二电机执行端的第一齿轮,设于所述回收轮外侧中部,与所述第一齿轮啮合的螺纹槽,在本优选的实施例中,通过螺纹槽让第二电机能够带动回收轮在半圆支架上旋转,通过回收轮将大块的涂料重新倒入粉碎装置内进行循环粉碎,提高成品率。
14、优选的,所述推送部件包括固定在所述挤压箱内部一端的数根弹簧伸缩缸,设于所有弹簧伸缩缸执行端的长滑块,设于所述挤压箱顶部的倒料槽,在本优选的实施例中,通过弹簧伸缩缸带动长滑块在倒料槽下方活动,能够实现进料、挤出的操作。
15、优选的,所述挤压箱出料端内部上下对称设有半包围的两间隔箱,设于所述挤压箱出料端外部的平行板,所述碾压轮转动连接在所述隔箱内,在本优选的实施例中,通过碾压轮均匀带动涂料膜挤出,通过平行板将挤出的涂料膜送入回收轮内。
16、优选的,所述连动部件包括设于所述挤压箱外部一侧并与碾压轮相连接的两块内啮合棘轮,平行设于所述内啮合棘轮远端的两块第二齿轮,连接每组内啮合棘轮和第二齿轮的链条,设于所述挤压箱一侧的两条长槽,穿设于所述长槽并连接所述长滑块与所述链条卡扣,在本优选的实施例中,通过连动部件使得弹簧伸缩缸在挤料时顺便带动碾压轮旋转,能够实现挤料和出料的即时协同运行,通过内啮合棘轮使得碾压轮只能在挤压过程时旋转,不能在推送部件收缩时倒转,防止出料卷回。
17、与现有技术相比,本发明的有益效果为:
18、在本实施例中,通过大功率的鼓风机在圆柱状内的加热炉内吹气,扬起粉末状的原材料,相较于传统机械化的搅拌方式,需要的搅拌时间更短,混合效果更好。
19、通过挤出箱的推压设计,能够较为准确的控制一次成膜的量,节省了额外的切割装置,碾压轮和平行板能够使得涂料成膜更均匀。
20、通过回收轮的设计,能够将挤出箱刚挤出的涂料膜和经过粉碎装置粉碎成块的大块料不断循环的倒入粉碎装置中,极大的提高了成品比例。
21、以下将结合附图与具体的实施例对本发明进行详细的解释说明。
22、附图说明
23、图1为本发明的整体工艺流程图;
24、图2为本发明的整体结构轴测图;
25、图3为本发明的前半部分装置示意图;
26、图4为本发明的部分结构放大图;
27、图5为本发明的前半部分装置剖视图;
28、图6为本发明的后半部分装置示意图;
29、图7为本发明的粉碎装置剖视图。
技术特征:
1.氟树脂粉末涂料的制备工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的氟树脂粉末涂料的制备工艺,其特征在于,所述混合装置(10)包括加热炉(11),设于加热炉(11)一端的第一鼓风机(12),所述所述挤压装置(20)包括的挤压箱(21),设于所述挤压箱(21)内部一端的用于挤压混合物的推送部件(22),设于所述挤压箱(21)另一侧用于提升成型质量的两块上下可转动设置的碾压轮(23),设于所述挤压箱(21)外部一侧用于协同推送部件(22)和碾压轮(23)的连动部件(24);所述粉碎装置(30)包括粉碎箱(31),设于所述粉碎箱(31)内部的破碎部件(32),设于所述粉碎箱(31)底部的风选部件(33),所述回收装置(40)包括半圆支架(41),转动安装在所述半圆支架(41)内的回收轮(42),设于所述回收轮(42)一侧的驱动部件(43)。
3.根据权利要求2所述的氟树脂粉末涂料的制备工艺,其特征在于,所述加热炉(11)内部为圆柱状,包括设于所述挤压箱(21)顶部的第一支架(111),设于所述加热炉(11)顶部的进料口(112)。
4.根据权利要求3所述的氟树脂粉末涂料的制备工艺,其特征在于,所述第一鼓风机(12)包括设于所述第一支架(111)一端的支撑桩(121),设于所述支撑桩(121),所述第一鼓风机(12)输出端插入所述加热炉(11)内且朝向斜下方。
5.根据权利要求2所述的氟树脂粉末涂料的制备工艺,其特征在于,所述破碎部件(32)包括设于所述粉碎箱(31)内部的数个交叉设置的数个破碎轮(321),设于所述粉碎箱(31)一端与所述破碎轮(321)连接的滚轮(322),连接同一端所有所述滚轮(322)的皮带(323),套设于一个滚轮(322)外的电机罩(324),设于所述电机罩(324)内且执行端连接所述滚轮(322)的第一电机(325)。
6.根据权利要求2所述的氟树脂粉末涂料的制备工艺,其特征在于,所述风选部件(33)包括设于所述粉碎箱(31)靠近所述挤压箱(21)一端底部的第二鼓风机(331),设于所述粉碎箱(31)另一端相同位置的筛选网(332),设于所述筛选网(332)的出料管(333)。
7.根据权利要求2所述的氟树脂粉末涂料的制备工艺,其特征在于,所述驱动部件(43)包括设于所述半圆支架(41)一侧顶部的第二电机(431),设于所述第二电机(431)执行端的第一齿轮(432),设于所述回收轮(42)外侧中部,与所述第一齿轮(432)啮合的螺纹槽(433)。
8.根据权利要求2所述的氟树脂粉末涂料的制备工艺,其特征在于,所述推送部件(22)包括固定在所述挤压箱(21)内部一端的数根弹簧伸缩缸(221),设于所有弹簧伸缩缸(221)执行端的长滑块(222),设于所述挤压箱(21)顶部的倒料槽(223)。
9.根据权利要求2所述的氟树脂粉末涂料的制备工艺,其特征在于,所述挤压箱(21)出料端内部上下对称设有半包围的两间隔箱(211),设于所述挤压箱(21)出料端外部的平行板(212),所述碾压轮(23)转动连接在所述隔箱(211)内。
10.根据权利要求8所述的氟树脂粉末涂料的制备工艺,其特征在于,所述连动部件(24)包括设于所述挤压箱(21)外部一侧并与碾压轮(23)相连接的两块内啮合棘轮(241),平行设于所述内啮合棘轮(241)远端的两块第二齿轮(242),连接每组内啮合棘轮(241)和第二齿轮(242)的链条(243),设于所述挤压箱(21)一侧的两条长槽(244),穿设于所述长槽(244)并连接所述长滑块(222)与所述链条(243)卡扣(245)。
技术总结
本发明公开了氟树脂粉末涂料的制备工艺,粉末涂料生产领域,包括以下步骤:步骤一、充分混合原材料,将用于制作氟树脂粉末涂料的原材料按照配方依次定量加入到混合装置中进行充分混合和加热;步骤二、热塑挤压成膜,将混合加热后的混合料导入到挤压装置中,通过挤压、碾压这些操作将混合料挤压成涂料膜;步骤三、涂料膜搅碎成粉,将挤压后的涂料膜倒进粉碎装置内,通过粉碎装置将挤压成片的涂料膜粉碎成粉末风选后出料;步骤四、循环粉碎筛选物,回收一次粉碎未能完全粉末化而被筛选掉的大块涂料膜颗粒,循环粉碎出料,提高成品率,本发明是一种混合程度高,成品比例高的氟树脂粉末涂料的制备工艺。
技术研发人员:刘杨,杨德刚,盛剑,陈伟,柏牡红,茅立安
受保护的技术使用者:浙江明泉工业涂装有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!