供胶辊表面处理方法及碳纤维转子的缠绕工艺与流程
本发明属于电机材料,具体涉及一种供胶辊表面处理方法、一种碳纤维转子的缠绕工艺以及一种转子。
背景技术:
1、随着电机向高速化,高功率密度方向发展,与传统的电励磁电机相比,永磁电机,特别是稀土永磁电机具有结构简单、运行可靠、体积小、质量轻、损耗小、效率高、电机的形状和尺寸灵活多样等显著优点。因而应用于航空航天、国防、工农业生产、新能源汽车和日常生活的各个领域,应用范围极为广泛。但对于永磁电机,特别是转速达到20000rpm以上的高速永磁电机,如何固定磁钢,防止磁钢在离心力作用下而使转子发生严重的形变甚至爆裂,一直是本领域技术人员关注的重点。但随着转速进一步的升高,进入超高速的领域,内嵌式结构则会显露出弊端,故多采用表贴式磁极结构代替内嵌式,表贴式磁极的固定的方法有如下几种:玻璃纤维护套、碳纤维护套等,其中最有发展潜力的为碳纤维缠绕护套。
2、目前,在进行碳纤维湿法缠绕时,通常在供胶辊的下游设置刮胶板对涂覆到碳纤维上的树脂量进行控制。但是由于树脂粘度等因素导致在碳纤维浸胶缠绕过程中仍然无法对树脂量进行精准控制,这大大降低了碳纤维保护套的性能。因此树脂量如何精准控制一直是转子用纤维保护套亟待解决的难题。
技术实现思路
1、针对现有技术中存在的缺陷,本发明的目的在于提供一种碳纤维转子的缠绕工艺。其能够精准控制涂覆到单位面积碳纤维上的树脂量,避免了浪费,节约成本,同时能满足不同工况的需求。
2、本发明一方面提供了一种供胶辊表面处理方法,其特征在于,所述处理方法包括以下步骤:
3、s1、获取单位面积供胶辊需涂覆的树脂体积量;
4、s2、预设所述单位面积供胶辊上待处理单元的个数、待处理单元的宽度以及树脂与供胶辊的接触角角度中任意两个参数的数值;
5、s3、根据接触角、待处理单元的个数、待处理单元的宽度三者的函数关系式:v=n*f(φ,θ),其中,v为单位面积待涂物涂覆的树脂体积量,n为待处理单元的个数,φ为待处理单元的宽度,θ为接触角,计算得到非预设的第三参数的数值;
6、s4、以所述待处理单元的个数、所述待处理单元的宽度以及所述接触角的数值对供胶辊进行表面处理。
7、可选地,所述步骤s1中,根据供胶辊的转速,确定单位面积供胶辊上涂覆的树脂体积量。
8、可选地,每个所述待处理单元形成为一个凹陷,每个所述凹陷用于容纳一滴所述树脂的液滴。
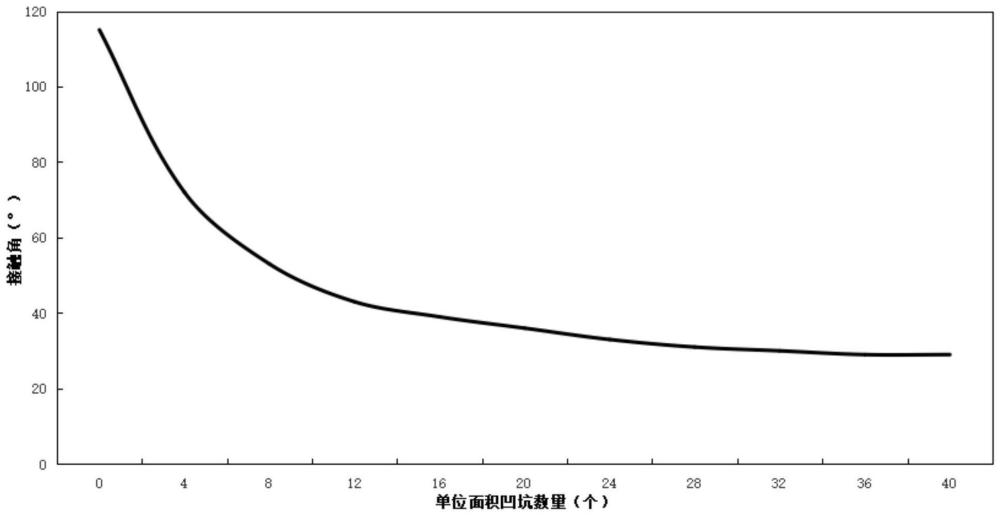
9、可选地,所述步骤s2中所述接触角角度通过待处理单元内微观结构的数量确定。
10、可选地,获取接触角角度与微观结构数量的关系曲线,根据所述关系曲线,确定所述待处理单元内微观结构的数量。
11、可选地,所述待处理单元经处理后与树脂的接触角θ小于非待处理单元部位与树脂的接触角δ。
12、优选地,处理过的部位接触角θ<90°,未处理部位的接触角δ>90°。
13、可选地,所述树脂液滴体积的计算公式根据接触角的不同分为两种具体的计算公式,当θ≤90°,可以根据公式(i)计算树脂液滴体积;当θ>90°,可以根据公式(ii)计算树脂液滴体积,
14、公式(i):
15、公式(ii):
16、本发明另一方面提供了一种碳纤维转子的缠绕工艺,所述缠绕工艺包括以下步骤:
17、步骤一、使用表面处理后的供胶辊对碳纤维进行树脂涂覆,所述供胶辊为采用上述的供胶辊表面处理方法得到的供胶辊;
18、步骤二、将所述步骤一中处理后的碳纤维缠绕到转子上;
19、步骤三、将所述步骤二中缠绕完成的碳纤维转子进行固化,制得碳纤维转子。
20、可选地,所述步骤二之后还包括:应用压辊器对所述碳纤维进行挤压。
21、本发明又一方面提供了一种转子,所述转子采用上述的缠绕工艺加工制得。
22、本发明的有益效果包括以下内容中的至少一项:
23、1、本发明提供的供胶辊表面处理方法,能对树脂量进行精准控制从而避免浪费,节约成本;
24、2、本发明提供的供胶辊表面处理方法,能够根据不同类型的树脂或者碳纤维,灵活的对供胶辊进行表面进行处理,调整接触角,达到精准控制单位面积碳纤维涂覆的树脂量的效果;
25、3、本发明提供的碳纤维转子的缠绕工艺,能减少对刮胶板等后处理装置的应用,节约操作台空间;
26、4、本发明提供的转子用碳纤维保护套,碳纤维涂覆均匀,对高速永磁电机转子的保护性能好,具有较高的安全系数。
技术特征:
1.一种供胶辊表面处理方法,其特征在于,所述处理方法包括以下步骤:
2.根据权利要求1所述的供胶辊表面处理方法,其特征在于,所述步骤s1中,根据供胶辊的转速,确定单位面积供胶辊上涂覆的树脂体积量。
3.根据权利要求1所述的供胶辊表面处理方法,其特征在于,每个所述待处理单元形成为一个凹陷,每个所述凹陷用于容纳一滴所述树脂的液滴。
4.根据权利要求1所述的供胶辊表面处理方法,其特征在于,所述步骤s2中所述接触角角度通过待处理单元内微观结构的数量确定。
5.根据权利要求4所述的供胶辊表面处理方法,其特征在于,获取接触角角度与微观结构数量的关系曲线,根据所述关系曲线,确定所述待处理单元内微观结构的数量。
6.根据权利要求1所述的供胶辊表面处理方法,其特征在于,所述待处理单元经处理后与树脂的接触角θ小于非待处理单元部位与树脂的接触角δ。
7.根据权利要求1~6任一项所述的供胶辊表面处理方法,其特征在于,当θ≤90°,根据公式(i)计算树脂液滴体积v;当θ>90°,根据公式(ii)计算树脂液滴体积v,
8.一种碳纤维转子的缠绕工艺,其特征在于,所述缠绕工艺包括以下步骤:
9.根据权利要求8所述的碳纤维转子的缠绕工艺,其特征在于,所述步骤二之后还包括:应用压辊器对所述碳纤维进行挤压。
10.一种转子,其特征在于,所述转子采用如权利要求8所述的缠绕工艺加工制得。
技术总结
本发明公开了一种供胶辊表面处理方法及碳纤维转子的缠绕工艺,属于电机材料技术领域。所述处理方法包括以下步骤:S1、获取单位面积供胶辊需涂覆的树脂体积量;S2、预设所述单位面积供胶辊上待处理单元的个数、待处理单元的宽度以及树脂与供胶辊的接触角角度中任意两个参数的数值,S3、根据接触角、待处理单元的个数、待处理单元的宽度三者的函数关系式:V=N*f(Φ,θ),计算得到非预设的第三参数的数值;S4、以所述待处理单元的个数、所述待处理单元的宽度以及所述接触角的数值对供胶辊进行表面处理。本申请的供胶辊表面处理方法能够精准控制涂覆到单位面积碳纤维上的树脂量,避免了浪费,节约成本,同时能满足不同工况的需求。
技术研发人员:张铃,郑广会,王文,袁小庆,任莹,郑金泽,郑金宇
受保护的技术使用者:天蔚蓝电驱动科技(江苏)有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!