一种汽车塑料零部件加工用成型工装的制作方法
本申请涉及汽车零部件加工,具体而言,涉及一种汽车塑料零部件加工用成型工装。
背景技术:
1、汽车塑料零部件作为汽车内外饰的主要用品,其类型多样,主要由各种塑料材料经过各种成型方法加工而来,其中注塑工艺是现阶段比较普遍的塑料成型方法,注塑工艺中通常使用注塑机,注塑机是对热塑性塑料或热固性塑料进行加热、将熔融塑料注入成型模具以制成各种特定形状的塑料制品的成型设备,其中,挤出成型借助螺杆和柱塞的挤压作用,将塑化均匀的塑料强行通过模口而成为具有恒定截面和连续的制品。
2、在塑料原料挤出成型的过程中,需要将原料进行热熔,并在螺杆转动提供的压力中逐渐挤向机头,最终从机头处进入模具,热熔后的塑料原料在模具中冷凝成型。
3、而原料在热熔和输送的过程中,如提供热熔的热量失衡,极易导致输送过程中的热熔塑料出现焦烧、糊壁等现象,焦糊的原料会导致后续在模具内成型的塑料零部件出现瑕疵。
技术实现思路
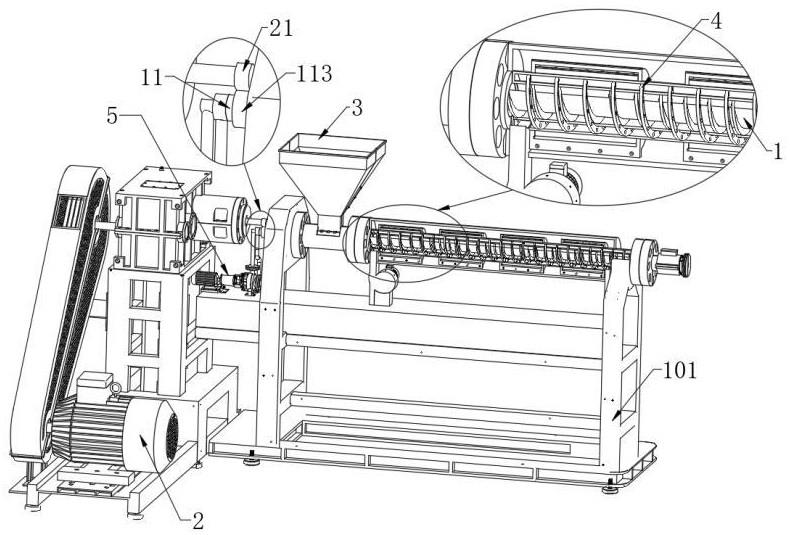
1、本申请旨在至少解决现有技术中存在的技术问题之一。为此,本申请提出一种汽车塑料零部件加工用成型工装,包含输送机构,所述输送机构架设在机架上,所述输送机构的输出端连接有机头,所述机头外接用于成型的模具,所述输送机构内沿输送方向设置有多个加热组件,所述加热组件用于对塑料原料进行热熔,所述输送机构对原料的输送动力由动力机构提供,所述输送机构上连通有喂料斗,所述喂料斗用于向所述输送机构提供塑料原料,还包括:
2、所述输送机构包含和所述动力机构传动连接的转轴,所述转轴上同轴套设有输料筒;
3、多个所述加热组件沿轴向均匀套设于所述输料筒;
4、所述输料筒上设置有外恒温机构,所述外恒温机构包含密封套设于所述输料筒外侧的恒温罩,所述恒温罩内沿轴向固设有导流环,所述导流环呈螺旋状设置,所述恒温罩的侧壁一端连通有第一输液泵,所述第一输液泵的输入端连通有冷却设备,所述冷却设备固设于所述机架,所述冷却设备内置换热油,所述恒温罩侧壁的另一端连通有第一循环出液管,所述第一循环出液管连通于所述冷却设备的入液端。
5、另外,根据本申请实施例的一种汽车塑料零部件加工用成型工装还具有如下附加的技术特征:
6、在本申请的一些具体实施例中,所述转轴的侧壁上沿轴向固接有螺旋叶片,所述螺旋叶片和所述输料筒的内壁转动配合。
7、在本申请的一些具体实施例中,所述螺旋叶片的螺距从所述喂料斗到所述机头方向呈逐渐缩小状设置。
8、在本申请的一些具体实施例中,所述输料筒和所述喂料斗连通。
9、在本申请的一些具体实施例中,所述加热组件包含套设于所述恒温罩上的加热块,所述加热块外侧套设有防护罩。
10、在本申请的一些具体实施例中,所述恒温罩外侧套设有保温罩,所述保温罩覆盖所述加热组件。
11、在本申请的一些具体实施例中,所述转轴延伸出所述输料筒的一端键连接有被动齿轮;
12、所述动力机构的输出端键连接有主动齿轮,所述主动齿轮和所述被动齿轮啮合。
13、在本申请的一些具体实施例中,所述导流环的外侧固接于所述恒温罩的内壁,所述导流环的内侧固接于所述输料筒的外壁。
14、在本申请的一些具体实施例中,所述导流环上沿轴向圆周均匀设置有轴向通孔。
15、在本申请的一些具体实施例中,所述第一输液泵固接于所述冷却设备,其中所述第一输液泵的输入端连通于所述冷却设备的输出端,所述第一输液泵的输出端连通于所述恒温罩靠近所述喂料斗的一端。
16、在本申请的一些具体实施例中,所述转轴呈一端敞口的筒状设置,所述转轴上设置有内恒温机构,所述内恒温机构包含同轴插接于所述转轴内的进液轴,所述进液轴中空设置,所述进液轴延伸出所述转轴的一端连接有第一旋转接头,所述转轴的敞口端连接有第二旋转接头,所述第二旋转接头转动套设于所述进液轴,所述第一旋转接头上连通有第二输液泵,所述第二输液泵和所述冷却设备连通,所述第二旋转接头和所述冷却设备连通。
17、在本申请的一些具体实施例中,所述进液轴插接于所述转轴内的部分,其侧壁的两端对称固接有支撑块,所述支撑块沿轴向圆周固接于所述进液轴。
18、在本申请的一些具体实施例中,所述支撑块和所述转轴的内壁滑动配合。
19、在本申请的一些具体实施例中,所述进液轴插接于所述转轴内的一端和所述转轴封闭端的内壁之间留有间距。
20、在本申请的一些具体实施例中,所述第二输液泵的输入端连通于所述冷却设备的输出端,所述第二输液泵的输出端连通于所述第一旋转接头。
21、在本申请的一些具体实施例中,所述第二旋转接头上连通有第二循环出液管,所述第二循环出液管和所述冷却设备的输入端连通。
22、在本申请的一些具体实施例中,所述进液轴插接于所述转轴内的部分,其侧壁上固接有驱动叶片,所述驱动叶片沿轴向圆周固接于所述进液轴,所述驱动叶片的侧壁和所述转轴的内壁转动配合。
23、在本申请的一些具体实施例中,所述驱动叶片呈螺旋状设置。
24、根据本申请实施例的一种汽车塑料零部件加工用成型工装,有益效果是:
25、1.利用第一输液泵将冷却设备内的换热油输送向输料筒和恒温罩之间的空腔内,并从第一循环出液管处回流向冷却设备,通过冷却设备对换热油的温度控制,可使得换热油在循环过程中保持温度恒定,并通过换热油在输料筒和恒温罩之间的流动,使得加热组件产生的热量可均匀的传导向输料筒内部,继而对输料筒内的塑料原料进行稳定的热熔,避免热熔过程中因局部温差而产生温度失衡;
26、2.利用螺旋状设置于输料筒和恒温罩之间的导流环,可使得换热油在输料筒和恒温罩之间的流动路径呈螺旋状,该设计促进了换热油在输料筒和恒温罩之间形成径向混合,继而提升了换热油内蕴含热能的均匀程度,进一步提升了加热组件的热量向输料筒内部传递的均匀性;
27、3.利用圆周开设于螺旋状导流环上的轴向通孔,使得换热油在输料筒和恒温罩之间的流动过程中形成径向混合的同时,形成轴向混合,进一步提升了换热油在输料筒和恒温罩之间的混合程度,继而进一步提升了换热油在此过程中的导热能力以及导热的均匀性。
28、本申请的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:
1.一种汽车塑料零部件加工用成型工装,包含输送机构(1),所述输送机构(1)架设在机架(101)上,所述输送机构(1)的输出端连接有机头(12),所述机头(12)外接用于成型的模具,所述输送机构(1)内沿输送方向设置有多个加热组件(13),所述加热组件(13)用于对塑料原料进行热熔,所述输送机构(1)对原料的输送动力由动力机构(2)提供,所述输送机构(1)上连通有喂料斗(3),所述喂料斗(3)用于向所述输送机构(1)提供塑料原料,其特征在于:
2.如权利要求1所述的一种汽车塑料零部件加工用成型工装,其特征在于:所述转轴(11)的侧壁上沿轴向固接有螺旋叶片(111),所述螺旋叶片(111)和所述输料筒(112)的内壁转动配合。
3.如权利要求2所述的一种汽车塑料零部件加工用成型工装,其特征在于:所述螺旋叶片(111)的螺距从所述喂料斗(3)到所述机头(12)方向呈逐渐缩小状设置。
4.如权利要求1所述的一种汽车塑料零部件加工用成型工装,其特征在于:所述输料筒(112)和所述喂料斗(3)连通。
5.如权利要求1所述的一种汽车塑料零部件加工用成型工装,其特征在于:所述加热组件(13)包含套设于所述恒温罩(41)上的加热块(131),所述加热块(131)外侧套设有防护罩(132)。
6.如权利要求1所述的一种汽车塑料零部件加工用成型工装,其特征在于:所述恒温罩(41)外侧套设有保温罩(14),所述保温罩(14)覆盖所述加热组件(13)。
7.如权利要求1所述的一种汽车塑料零部件加工用成型工装,其特征在于:所述转轴(11)延伸出所述输料筒(112)的一端键连接有被动齿轮(113);
8.如权利要求1所述的一种汽车塑料零部件加工用成型工装,其特征在于:所述导流环(42)的外侧固接于所述恒温罩(41)的内壁,所述导流环(42)的内侧固接于所述输料筒(112)的外壁。
9.如权利要求1所述的一种汽车塑料零部件加工用成型工装,其特征在于:所述导流环(42)上沿轴向圆周均匀设置有轴向通孔(421)。
10.如权利要求1所述的一种汽车塑料零部件加工用成型工装,其特征在于:所述第一输液泵(43)固接于所述冷却设备(44),其中所述第一输液泵(43)的输入端连通于所述冷却设备(44)的输出端,所述第一输液泵(43)的输出端连通于所述恒温罩(41)靠近所述喂料斗(3)的一端。
技术总结
本申请提供一种汽车塑料零部件加工用成型工装,涉及汽车零部件加工技术领域。一种汽车塑料零部件加工用成型工装包含输送机构,所述输送机构内设置有加热组件,所述输送机构包含和所述动力机构传动连接的转轴,所述转轴上同轴套设有输料筒;所述外恒温机构包含密封套设于所述输料筒外侧的恒温罩,所述恒温罩内沿轴向固设有导流环,所述恒温罩连通有第一输液泵,所述第一输液泵连通有冷却设备,所述恒温罩连通有第一循环出液管,所述第一循环出液管连通于所述冷却设备,通过换热油在输料筒和恒温罩之间的流动,使加热组件产生的热量可均匀的传导向输料筒内部,对输料筒内的塑料原料进行稳定的热熔,避免热熔过程中因局部温差而产生温度失衡。
技术研发人员:徐耀,徐寅寅
受保护的技术使用者:苏州晴森汽车部件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!