一种石塑板基材挤出成型装置
本发明涉及挤出成型,尤其涉及一种石塑板基材挤出成型装置。
背景技术:
1、在国家推行创建节约型社会的政策推动下,以化学建材替代石材理念,在国内悄然兴起,特别是以塑料(热塑性树脂)与石粉相结合生产的各类产品已成为热门,以石塑聚合物生产出的产品,也在逐渐被市场认可。
2、在石塑板基材的生产上,石塑板基材挤出成型装置满足基本的生产需求,但是依然存在一定的缺陷,如下:
3、1)由于挤压腔内物料分布不均匀,挤出基材存在厚薄不均匀的问题;
4、2)一次出料过程中未设置多次挤压,石塑板基材成型效果较差;
5、3)挤压模头不可拆卸,适用范围较小。
技术实现思路
1、针对背景技术存在的不足,本发明的目的在于提供一种石塑板基材挤出成型装置。
2、为实现上述目的,本发明提供了如下技术方案:
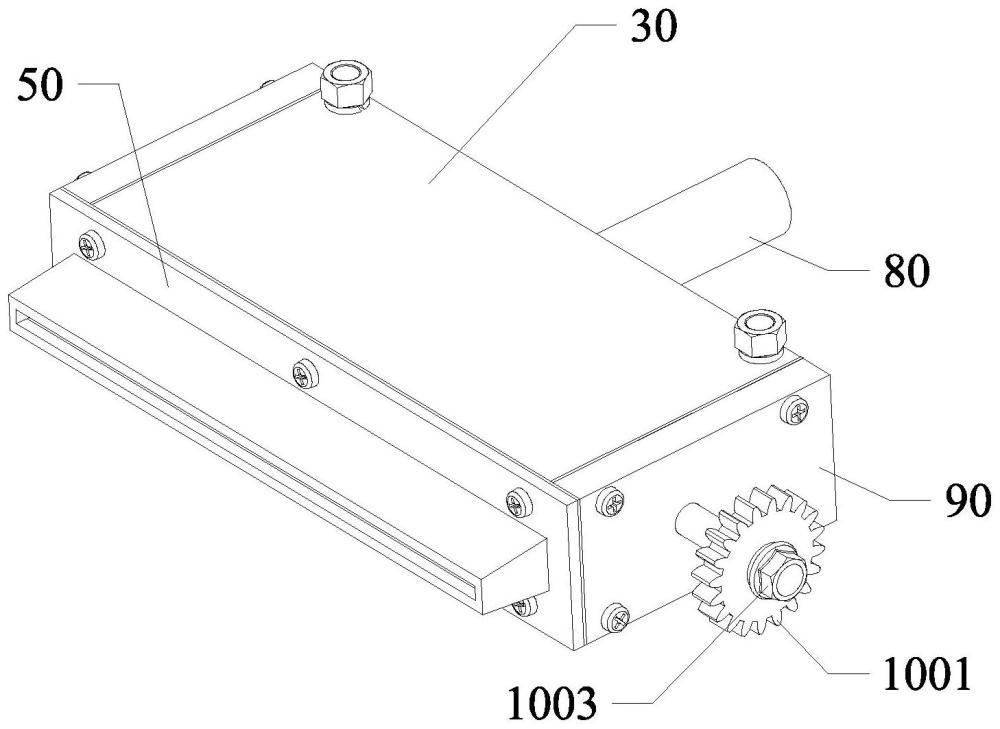
3、一种石塑板基材挤出成型装置,包括壳体,所述壳体内设有空腔,所述壳体一端设有入料口,另一端设有可拆卸的成型模头,所述成型模头设有出料口,所空腔两端分别连通所述入料口和出料口,所述空腔内设有垂直于出料方向的送料螺杆,所述送料螺杆表面设有左右对称的螺纹,且所述螺纹的螺距自靠近对称轴一侧向远离对称轴一侧逐渐减小。
4、进一步的,所述空腔沿出料方向分隔为保温腔、挤压腔以及成型腔,所述螺杆位于所述保温腔和挤压腔之间,所述保温腔朝向所述螺杆的内壁设有两左右对称斜面,两所述斜面自所述入料口向所述保温腔对应的侧边延伸,使得所述斜面与所述螺杆之间的距离逐渐减小。
5、进一步的,所述挤压腔截面积沿出料方向逐渐减小,所述出料口内至少部分位置设有沿送料方向截面积逐渐减小的楔形通道,所述楔形通道的入口宽度不大于所述挤压腔的出口宽度。
6、进一步的,所述楔形通道位于所述出料口中部,且所述楔形通道两端分别为水平通道。
7、进一步的,所述楔形通道的夹角为34-36度。
8、进一步的,所述壳体的一侧设有送料管,所述送料管设有送料通道,所述送料通道连通于所述入料口。
9、进一步的,所述壳体的上下两侧分别设有安装槽,两所述安装槽内的安装有加热板。
10、进一步的,所述壳体包括上壳和下壳,所述上壳和下壳其中之一设有定位凸部,另一个设有与定位凸部配合的定位凹部;所述上壳体设有入料上口、保温上腔、挤压上腔以及成型上腔,所述上壳体设有入料下口、保温下腔、挤压下腔以及成型下腔,所述入料上口、保温上腔、挤压上腔以及成型上腔和所述入料下口、保温下腔、挤压下腔以及成型下腔一一对应适配构成所述入料口、保温腔、挤压腔以及成型腔。
11、进一步的,所述上壳和下壳两侧通过盖板连接,所述螺杆两端可转动适配于所述盖板,且所述螺杆一端贯穿所述盖板,所述螺杆凸出所述盖板的部分设有输入部。
12、进一步的,所述成型模头和盖板与所述上壳和下壳之间设有密封垫。
13、本发明的有益效果是:
14、1、本发明提出的一种石塑板基材挤出成型装置,包括壳体,壳体内设有空腔,空腔内设有垂直于出料方向的送料螺杆,送料螺杆表面设有左右对称的螺纹,且螺纹的螺距自靠近对称轴一侧向远离对称轴一侧逐渐减小,因此可通过由对称轴向两侧逐渐螺距逐渐减小的螺纹促使物料向螺杆两侧运动,从而使物料均匀进入挤压腔内,保证挤出的石塑板基材的厚度均匀,且可根据生产需求更换不同成型厚度的成型模头,扩大其适用范围。
15、2、本发明提出的一种石塑板基材挤出成型装置,空腔沿出料方向分隔为保温腔、挤压腔以及成型腔,螺杆位于保温腔和挤压腔之间,保温腔朝向螺杆的内壁设有两左右对称斜面,两斜面自入料口向保温腔对应的侧边延伸,使得斜面与螺杆之间的距离逐渐减小,降低物料达到保温腔两侧的时间,保证螺挤压过程中螺杆两侧具有充足的物料,使得挤出的石塑板基材的厚度均匀。
16、3、本发明提出的一种石塑板基材挤出成型装置,所述挤压腔截面积沿出料方向逐渐减小,所述出料口内至少部分位置设有沿送料方向截面积逐渐减小的楔形通道,所述楔形通道的入口宽度不大于所述挤压腔的出口宽度,因此物料在出料过程中分别受到挤压腔和楔形通道的双重挤压,保证热塑性树脂与石粉之间充分融合。
17、4、本发明提出的一种石塑板基材挤出成型装置,壳体的上下两侧分别设有安装槽,两安装槽内的安装有加热板,使得物料在挤出过程中持续受热,保证热塑性树脂与石粉之间的融合效果。
技术特征:
1.一种石塑板基材挤出成型装置,包括壳体,所述壳体内设有空腔,其特征在于,所述壳体一端设有入料口,另一端设有可拆卸的成型模头,所述成型模头设有出料口,所空腔两端分别连通所述入料口和出料口,所述空腔内设有垂直于出料方向的送料螺杆,所述送料螺杆表面设有左右对称的螺纹,且所述螺纹的螺距自靠近对称轴一侧向远离对称轴一侧逐渐减小。
2.如权利要求1所述的一种石塑板基材挤出成型装置,其特征在于,所述空腔沿出料方向分隔为保温腔、挤压腔以及成型腔,所述螺杆位于所述保温腔和挤压腔之间,所述保温腔朝向所述螺杆的内壁设有两左右对称斜面,两所述斜面自所述入料口向所述保温腔对应的侧边延伸,使得所述斜面与所述螺杆之间的距离逐渐减小。
3.如权利要求2所述的一种石塑板基材挤出成型装置,其特征在于,所述挤压腔截面积沿出料方向逐渐减小,所述出料口内至少部分位置设有沿送料方向截面积逐渐减小的楔形通道,所述楔形通道的入口宽度不大于所述挤压腔的出口宽度。
4.如权利要求3所述的一种石塑板基材挤出成型装置,其特征在于,所述楔形通道位于所述出料口中部,且所述楔形通道两端分别为水平通道。
5.如权利要求4所述的一种石塑板基材挤出成型装置,其特征在于,所述楔形通道的夹角为34-36度。
6.如权利要求1所述的一种石塑板基材挤出成型装置,其特征在于,所述壳体的一侧设有送料管,所述送料管设有送料通道,所述送料通道连通于所述入料口。
7.如权利要求1所述的一种石塑板基材挤出成型装置,其特征在于,所述壳体的上下两侧分别设有安装槽,两所述安装槽内的安装有加热板。
8.如权利要求1-7任一项所述的一种石塑板基材挤出成型装置,其特征在于,所述壳体包括上壳和下壳,所述上壳和下壳其中之一设有定位凸部,另一个设有与定位凸部配合的定位凹部;所述上壳体设有入料上口、保温上腔、挤压上腔以及成型上腔,所述上壳体设有入料下口、保温下腔、挤压下腔以及成型下腔,所述入料上口、保温上腔、挤压上腔以及成型上腔和所述入料下口、保温下腔、挤压下腔以及成型下腔一一对应适配构成所述入料口、保温腔、挤压腔以及成型腔。
9.如权利要求8所述的一种石塑板基材挤出成型装置,其特征在于,所述上壳和下壳两侧通过盖板连接,所述螺杆两端可转动适配于所述盖板,且所述螺杆一端贯穿所述盖板,所述螺杆凸出所述盖板的部分设有输入部。
10.如权利要求9所述的一种石塑板基材挤出成型装置,其特征在于,所述成型模头和盖板与所述上壳和下壳之间设有密封垫。
技术总结
一种石塑板基材挤出成型装置,包括壳体,壳体内设有空腔,空腔内设有垂直于出料方向的送料螺杆,送料螺杆表面设有左右对称的螺纹,且螺纹的螺距自靠近对称轴一侧向远离对称轴一侧逐渐减小,因此可通过由对称轴向两侧逐渐螺距逐渐减小的螺纹促使物料向螺杆两侧运动,从而使物料均匀进入挤压腔内,保证挤出的石塑板基材的厚度均匀,且可根据生产需求更换不同成型厚度的成型模头,扩大其适用范围。
技术研发人员:谭援强,池周洪
受保护的技术使用者:华侨大学
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!