一种多彩多形立体服装装饰物的制作方法与流程
本发明涉及一种制作方法,特别是一种服装装饰物的制作方法。
背景技术:
1、服装装饰物应用非常广泛,目前市面上的服装装饰物通常以单一色彩单一造型为主,虽然也有部分是多彩多形的服装装饰物,这类服装装饰物的经常出现颜色相互干扰问题,即不同颜色的部分相互干扰,这就导致了这种服装装饰物的品质不高。
技术实现思路
1、为了克服现有技术的不足,本发明的一个目的在于提供一种品质高的多彩多形立体服装装饰物的制作方法。
2、本发明解决其技术问题所采用的技术方案是:
3、一种多彩多形立体服装装饰物的制作方法,该方法的具体步骤如下:先设计模具的图纸,然后根据模具的图纸制作模具,所述模具成型后强化模具,所述模具的模槽内部设置有若干个字母槽和图案槽,配比不同颜色的胶状原料,不同颜色的胶状原料放入到不同的自动点胶机中,利用自动点胶机向不同的图案槽注入不同颜色的原材,每个图案槽内的胶状原料固化后形成服装装饰物的多彩多形部分,向模具的整个模槽内填充其余的胶状原料,使用不沾纸封闭模具的模槽后将模具放入热压设备中使得胶状原料热压成型得到初步成型的服装装饰物,初步成型的服装装饰物的背面与不沾纸贴在一起,热压成型后将模具放到冷却设备中冷却定型,冷却定型后将初步成型的服装装饰物从模具的模槽中取出,初步成型的服装装饰物的正面与转移膜贴在一起,撕掉不沾纸,并将初步成型的服装装饰物边缘多余的部分去除,得到最终的服装装饰物。
4、通过cad软件设计模具的图纸,然后cnc数控机床根据模具的图纸制作模具,模具经过雕刻形成模槽以及位于模槽内部的若干个图案槽,硼砂处理以强化模具。
5、在热压成型前,现在模具的模槽上放一块过热保护板。
6、所述热压设备包括移动平台、位于平台上方的升降平台,所述升降平台包括热压板、驱动热压板升降的升降模组,所述升降模组固定安装在底座的底部,所述热压板设置有加热模组。
7、所述移动平台包括移动载具和位于移动载具两侧的横向导轨,所述移动载具的侧边与所述横向导轨滑动连接,所述移动载具或者所述热压板上设置有温度传感器和压力传感器,所述移动平台可以是设置在一个升降组件上,横向导轨的外侧设置有圆环,圆环的通孔内套设有竖向导轨,竖向导轨的底端与固定面板的固定连接,固定面板的中心处还设置有伸缩型气缸,伸缩型气缸的输出轴与横向导轨固定连接(比如,横向导轨的底部焊接有连接面板,伸缩型气缸的输出轴与连接面板固定连接),所述底座的底部可与竖向导轨的顶端固定连接。
8、所述移动载具在驱动装置的驱动下沿着横向导轨的长度方向前后移动,所述驱动装置的控制端与控制面板电性连接,所述控制面板设置有控制按键,并与所述温度传感器和压力传感器电性连接,所述驱动装置为电机、传送带或者转动锟,所述电机的输出轴通过齿轮组与所述移动载具传动连接,所述传送带直接带动所述移动载具沿着横向导轨的长度方向前后移动。
9、所述升降模组为伸缩气缸。
10、所述胶状原料由液体硅胶、色粉、固化剂、热熔胶均匀搅拌而成。
11、所述不沾纸不是透明的,所述转移膜是透明的。
12、所述自动点胶机包括位于载具上的基座,所述基座上设置有模具固定槽,所述基座的一侧设置有第一电机,所述第一电机的第一螺纹状输出轴向上延伸,所述第一电机的第一螺纹状输出轴与横向导轨一端的螺母螺纹连接,所述第一电机位于竖向导轨的竖向导槽内,所述横向导轨与所述基座平行,所述横向导轨的横向导槽内安装有第二电机,所述第二电机的第二螺纹状输出轴横向延伸,所述第二电机的第二螺纹状输出轴与横向移动点胶枪的螺母螺纹连接,所述横向移动点胶枪包括点胶筒,所述点胶筒的底端设置有出胶口,中间连接有补胶管,第三电机的螺纹状输出轴从所述点胶筒的顶端伸入到所述点胶筒的内部,所述第一电机、第二电机和第三电机都分别与控制器电连接。
13、本发明的有益效果是:本发明先制作不同颜色的部分,不同颜色的部分成型后再制作相同颜色的部分,从而防止不同颜色的部分相互干扰影响服装装饰物的品质,品质高,而且整个过程人工配合机器完成半自动生产,生产效率高。
技术特征:
1.一种多彩多形立体服装装饰物的制作方法,其特征在于该方法的具体步骤如下:先设计模具的图纸,然后根据模具的图纸制作模具,所述模具成型后强化模具,所述模具的模槽内部设置有若干个字母槽和图案槽,配比不同颜色的胶状原料,不同颜色的胶状原料放入到不同的自动点胶机中,利用自动点胶机向不同的图案槽注入不同颜色的胶状原料,每个图案槽内的胶状原料固化后形成服装装饰物的多彩多形部分,再向模具的整个模槽内填充其余的胶状原料,使用不沾纸封闭模具的模槽后将模具放入热压设备中使得胶状原料热压成型得到初步成型的服装装饰物,初步成型的服装装饰物的背面与不沾纸贴在一起,热压成型后将模具放到冷却设备中冷却定型,冷却定型后将初步成型的服装装饰物从模具的模槽中取出,初步成型的服装装饰物的正面与转移膜贴在一起,撕掉不沾纸,并将初步成型的服装装饰物边缘多余的部分去除,得到最终的服装装饰物。
2.根据权利要求1所述的制作方法,其特征在于通过cad软件设计模具的图纸,然后通过cnc数控机床制作模具,模具经过雕刻形成模槽以及位于模槽内部的若干个图案槽,硼砂处理以强化模具。
3.根据权利要求2所述的制作方法,其特征在于在热压成型前,现在模具的模槽上放一块过热保护板。
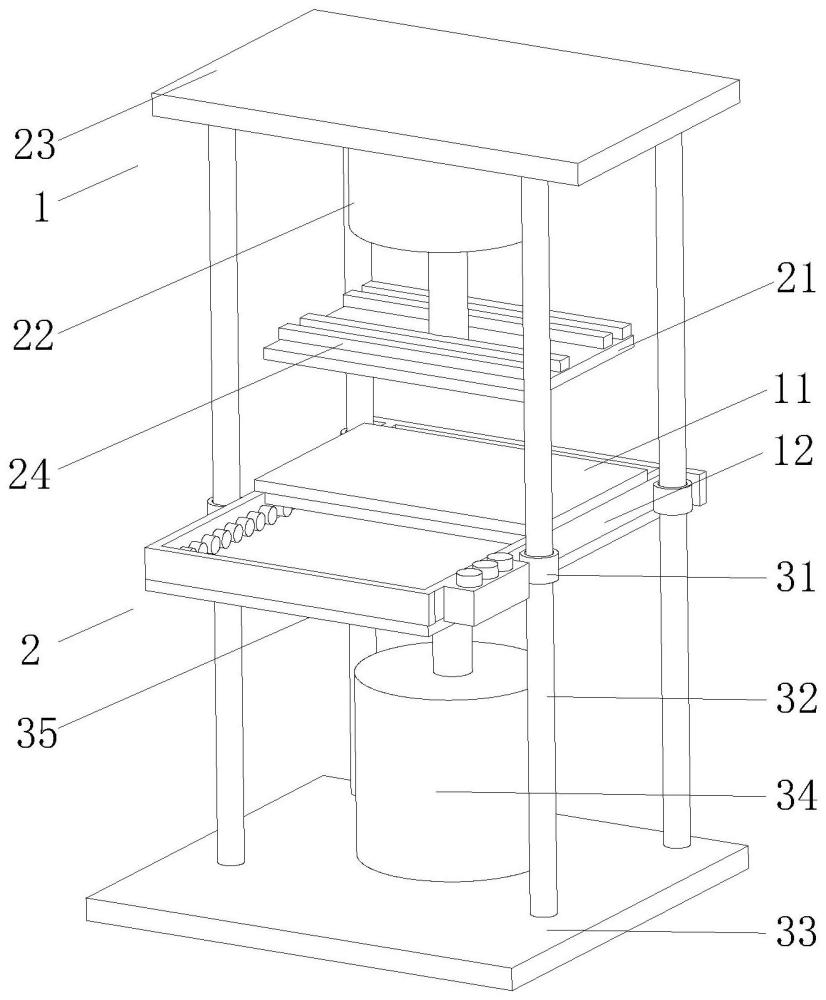
4.根据权利要求3所述的制作方法,其特征在于所述热压设备包括移动平台(1)、位于平台上方的升降平台(2),所述升降平台(2)包括热压板(21)、驱动热压板升降的升降模组(22),所述升降模组(22)固定安装在底座(23)的底部,所述热压板(21)设置有加热模组(24),所述移动平台(1)设置在一个升降组件上,横向导轨(12)的外侧设置有圆环(31),所述圆环(31)的通孔内套设有竖向导轨(32),所述竖向导轨(32)的底端与固定面板(33)的固定连接,所述固定面板(33)的中心处还设置有伸缩型气缸(34),所述伸缩型气缸(34)的输出轴与横向导轨(12)固定连接,所述底座(23)的底部可与竖向导轨(32)的顶端固定连接。
5.根据权利要求4所述的制作方法,其特征在于所述移动平台(1)包括移动载具(11)和位于移动载具两侧的横向导轨(12),所述移动载具(11)的侧边与所述横向导轨(12)滑动连接,所述移动载具(11)或者所述热压板(21)上设置有温度传感器和压力传感器。
6.根据权利要求5所述的制作方法,其特征在于所述移动载具在驱动装置的驱动下沿着横向导轨的长度方向前后移动,所述驱动装置的控制端与控制面板电性连接,所述控制面板设置有控制按键,并与所述温度传感器和压力传感器电性连接,所述驱动装置为电机、传送带或者转动锟,所述电机的输出轴通过齿轮组与所述移动载具传动连接,所述传送带直接带动所述移动载具沿着横向导轨的长度方向前后移动。
7.根据权利要求6所述的制作方法,其特征在于所述升降模组为伸缩气缸。
8.根据权利要求7所述的制作方法,其特征在于所述胶状原料由液体硅胶、色粉、固化剂、热熔胶均匀搅拌而成。
9.根据权利要求8所述的制作方法,其特征在于所述不沾纸不是透明的,所述转移膜是透明的。
10.根据权利要求9所述的制作方法,其特征在于所述自动点胶机包括位于载具(47)上的基座(41),所述基座(41)上设置有模具固定槽(42),所述基座(41)的一侧设置有第一电机(43),所述第一电机(43)的第一螺纹状输出轴向上延伸,所述第一电机(43)的第一螺纹状输出轴与横向导轨(44)一端的螺母螺纹连接,所述第一电机(43)位于竖向导轨(44)的竖向导槽内,所述横向导轨(44)与所述基座(41)平行,所述横向导轨(44)的横向导槽内安装有第二电机(45),所述第二电机(45)的第二螺纹状输出轴横向延伸,所述第二电机(45)的第二螺纹状输出轴与横向移动点胶枪(46)的螺母螺纹连接,所述横向移动点胶枪(46)包括点胶筒(461),所述点胶筒(461)的底端设置有出胶口,中间连接有补胶管(462),第三电机(463)的螺纹状输出轴从所述点胶筒(461)的顶端伸入到所述点胶筒(461)的内部,所述第一电机、第二电机和第三电机都分别与控制器电连接。
技术总结
本发明公开了一种多彩多形立体服装装饰物的制作方法,该方法先设计模具的图纸,然后根据模具的图纸制作模具,模具成型后强化模具,模具的不同图案槽注入不同颜色的胶状原料,每个图案槽内的胶状原料固化后形成服装装饰物的多彩多形部分,向模具的整个模槽内填充其余的胶状原料,使用不沾纸封闭模具的模槽后将模具放入热压设备中使得胶状原料热压成型,将模具放到冷却设备中冷却定型,将服装装饰物从模具的模槽中取出,服装装饰物的正面与转移膜贴在一起,撕掉不沾纸,并将初步成型的服装装饰物边缘多余的部分去除,得到最终的服装装饰物,本发明先制作不同颜色的部分,不同颜色的部分成型后再制作相同颜色的部分,服装装饰物的品质好。
技术研发人员:陈衍宏,苏丹
受保护的技术使用者:中山南顺制衣有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!