轮胎用帘布一分三裁切生产方法与流程
本发明涉及轮胎生产领域,详细地讲是一种轮胎用帘布一分三裁切生产方法。
背景技术:
1、众所周知,目前轮胎带束层设计都向着小角度方向发展,而小角度带束层裁断机导开工位可以使用的最宽帘线宽度为300mm,但现有的压延机目前正常一次压延帘线宽度为900mm,若直接压延900mm以下宽度将会严重影响压延机效率,导致整条生产线产能发挥不足。
技术实现思路
1、为了克服现有技术的不足,本发明提供一种轮胎用帘布一分三裁切生产方法,可以实现窄幅帘布的生产。
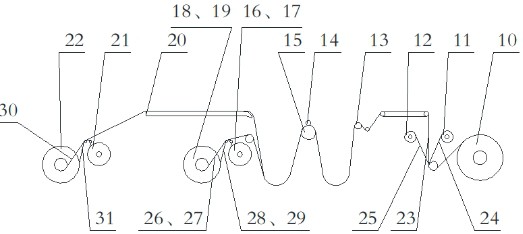
2、本发明解决其技术问题所采用的技术方案是:一种轮胎用帘布一分三裁切生产方法,其特征是,包括下列步骤,宽幅帘布料卷由导开工位导开后,附着在宽幅帘布上的1#宽垫布和2#宽垫布与宽幅帘布剥离后分别卷取到1#宽垫布卷和2#宽垫布卷上,宽幅帘布经牵引辊牵引后,进入到分裁工位,经裁刀和辊筒的共同作用,将宽幅帘布分裁成1#卷取工位窄幅帘布、2#卷取工位窄幅帘布以及3#卷取工位窄幅帘布,1#卷取工位窄幅帘布下方复合1#卷取工位窄垫布后卷取成1#卷取工位窄幅帘布料卷,2#卷取工位窄幅帘布下方复合2#卷取工位窄垫布后卷取成2#卷取工位窄幅帘布料卷,3#卷取工位窄幅帘布下方复合3#卷取工位窄垫布后卷取成3#卷取工位窄幅帘布料卷。
3、所述的宽幅帘布是钢丝覆胶物料,或者是纤维覆胶物料。
4、所述的窄幅帘布宽度由裁刀裁切的位置决定,两个裁刀裁切间距可以根据工艺要求任意调整。
5、所述的裁刀为热刀并且可以沿着帘线的缝隙进行浮动,可以避免切割帘线。
6、所述的导开工位带有物料整体纠偏控制系统,纠偏范围±150mm。
7、所述的卷曲工位带有窄垫布整体纠偏控制系统,纠偏范围±50mm。
8、所述的卷取工位窄幅帘布卷取过程中带有张力控制。
9、本发明的有益效果是,可以实现窄幅帘布的生产,生产的窄幅帘布具有宽度稳定,裁切不跳线、裁切不漏线的特点,卷取的窄幅帘布料卷张力控制及窄幅帘布在料卷中的定中控制稳定,可以为后工序小角度裁断机设备提供宽度和边部精度满足要求的物料。
技术特征:
1.一种轮胎用帘布一分三裁切生产方法,其特征是,包括下列步骤,宽幅帘布料卷由导开工位导开后,附着在宽幅帘布上的1#宽垫布和2#宽垫布与宽幅帘布剥离后分别卷取到1#宽垫布卷和2#宽垫布卷上,宽幅帘布经牵引辊牵引后,进入到分裁工位,经裁刀和辊筒的共同作用,将宽幅帘布分裁成1#卷取工位窄幅帘布、2#卷取工位窄幅帘布以及3#卷取工位窄幅帘布,1#卷取工位窄幅帘布下方复合1#卷取工位窄垫布后卷取成1#卷取工位窄幅帘布料卷,2#卷取工位窄幅帘布下方复合2#卷取工位窄垫布后卷取成2#卷取工位窄幅帘布料卷,3#卷取工位窄幅帘布下方复合3#卷取工位窄垫布后卷取成3#卷取工位窄幅帘布料卷。
2.权利要求1所述轮胎用帘布一分三裁切生产方法,其特征在于所述的宽幅帘布是钢丝覆胶物料,或者是纤维覆胶物料。
3.权利要求1所述轮胎用帘布一分三裁切生产方法,其特征在于所述的窄幅帘布宽度由裁刀裁切的位置决定,两个裁刀裁切间距可以根据工艺要求任意调整。
4.权利要求1所述轮胎用帘布一分三裁切生产方法,其特征在于所述的裁刀为热刀并且可以沿着帘线的缝隙进行浮动,可以避免切割帘线。
5.权利要求1所述轮胎用帘布一分三裁切生产方法,其特征在于所述的导开工位带有物料整体纠偏控制系统,纠偏范围±150mm。
6.权利要求1所述轮胎用帘布一分三裁切生产方法,其特征在于所述的卷曲工位带有窄垫布整体纠偏控制系统,纠偏范围±50mm。
7.权利要求1所述轮胎用帘布一分三裁切生产方法,其特征在于所述的卷取工位窄幅帘布卷取过程中带有张力控制。
技术总结
本发明涉及一种轮胎用帘布一分三裁切生产方法,属于轮胎生产领域。包括下列步骤,宽幅帘布料卷由导开工位导开后,附着在宽幅帘布上的1#宽垫布和2#宽垫布与宽幅帘布剥离后分别卷取到1#宽垫布卷和2#宽垫布卷上,宽幅帘布经牵引辊牵引后,进入到分裁工位,经裁刀和辊筒的共同作用,将宽幅帘布分裁成1#卷取工位窄幅帘布、2#卷取工位窄幅帘布以及3#卷取工位窄幅帘布,1#卷取工位窄幅帘布下方复合1#卷取工位窄垫布后卷取成1#卷取工位窄幅帘布料卷,2#卷取工位窄幅帘布下方复合2#卷取工位窄垫布后卷取成2#卷取工位窄幅帘布料卷,3#卷取工位窄幅帘布下方复合3#卷取工位窄垫布后卷取成3#卷取工位窄幅帘布料卷。
技术研发人员:孙凤娟,王生全,王健,姜远超,韩建亭,周忠超,孙国锋
受保护的技术使用者:三角轮胎股份有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!