一种防窥膜的制作方法及对应的防窥膜与流程
本发明属于膜,特别涉及一种防窥膜的制作方法及对应的防窥膜。
背景技术:
1、近年来,伴随着人们对隐私的重视,防窥膜产业逐渐发展壮大,市面上也出现了各式各样的防窥膜产品,但现流通市面的防窥膜透光率低对光线削弱严重,使得人们在使用防窥膜时必须调亮屏幕亮度,影响屏幕显示,同时也导致了电子产品耗电量增大,长期观看此类被削弱光线的屏幕也会有伤害眼睛的风险。
2、防窥膜是一种具有百叶窗结构100的屏幕保护膜,由透光部101和非透光部102交替形式构建百叶窗结构100如图1所示,非透光部102不透光,透光部101透光,将透过防窥膜的光线1控制在一定视场范围(θ可视角度范围内)内,以此实现防窥(视场外无法观看到光线)的效果。一般来说防窥膜上非透光部的宽度w尺寸越小,防窥膜对显示器的能量损耗越小,透光率越高。
3、现有技术制作防窥膜的方式如图2中a图所示,先在辊筒上雕刻出百叶窗结构100,制作成辊筒模具;如图2中b图所示,再使用卷对卷涂布将辊筒模具上的百叶窗结构100转印到基层50上,再在百叶窗结构100的齿形沟槽内填充黑色吸光材料作为非透光部,再制作相关的功能层和胶粘层即制作成防窥膜,这种制作方式会受到精密机械加工和后工序对百叶窗结构齿形沟槽尺寸的限制(现有精密加工技术加工的百叶窗结构齿形沟槽的尺寸极限在数十微米量级),且后续填充黑色吸光材料需要防窥结构齿形沟槽宽度不能过小(宽度过小黑色吸光材料难以填充进沟槽内),因此防窥膜的非透光部的宽度不能做小,而非透光部宽度尺寸越大对光线的吸收越多,因此防窥膜对显示屏的能量损耗就越大,透光率也就不高,这也是目前防窥膜的透光率普遍低于50%的原因。
4、因此如何解决现有方法制作的防窥膜能量损耗高、透光率低的问题,成为了本领域技术人员急需解决的核心问题。
技术实现思路
1、本发明的目的之一在于克服现有技术的不足,提供一种防窥膜的制作方法,有效解决防窥膜能量损耗高、透光率低的问题。
2、本发明的一种防窥膜的制作方法是通过如下技术方案实现的:
3、一种防窥膜的制作方法,包括以下步骤:
4、s1、在圆柱形辊筒表面雕刻出若干梯形沟槽结构,制作成辊筒模具;
5、s2、使用辊筒模具在第一基材上涂布透明胶水并固化脱模,将辊筒模具上的梯形沟槽结构转印到所述第一基材上;
6、s3、使用真空镀膜方式在第一基材上的梯形沟槽结构上镀制非透光层;
7、s4、将梯形沟槽结构顶面的非透光层去除;
8、s5、在梯形沟槽内填充透明胶水,并与第二基层粘贴,形成梯形结构层,所述梯形结构层的上倒梯形结构与梯形结构交替排列,且倒梯形结构与梯形结构之间被非透光层间隔;
9、s6、将第一基材与梯形结构层分离,此时梯形结构层成型在第二基材上;
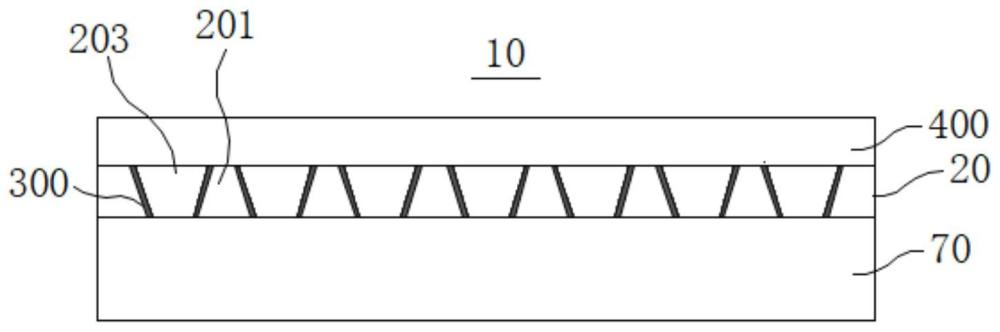
10、s7、将第二基材上的倒梯形结构的顶面上的非透光层去除,制作成由梯形结构、非透光层与倒梯形结构交替排列的防窥膜,防窥膜上非透光层设置在梯形结构或倒梯形结构的两腰面上。
11、通过辊筒模具在第一基材上涂布制作出梯形沟槽结构,再使用真空镀膜方式在梯形沟槽结构上制作非透光层,再填充透明胶水后将梯形结构的上底和下底面上的非透光层去除,保留梯形结构的腰面上的非透光层,这样梯形结构的腰面的非透光层就作为防窥膜的非透光部,梯形结构本身作为透光部,从而制作成透光部与非透光部交替排列的防窥膜。通过本方法制作的防窥膜的非透光部的宽度尺寸为数十纳米到1微米之间,与现有精密机械加工技术制作的防窥膜的非透光部的宽度尺寸至少数十微米量级相比,本方法制作的防窥膜的非透光部宽度极小,对光线的损耗更小,因此本方法制作的防窥膜的能量损耗低、透光率高。另外本方法中设置防窥结构为梯形结构,相对于矩形百叶窗结构,有利于在结构的各面上镀制厚度均匀的非透光层,形成厚薄均匀的非透光部。
12、进一步地,所述圆柱形辊筒表面雕刻梯形沟槽结构的方式为机械刀具雕刻或激光烧蚀雕刻或光刻。
13、进一步地,所述非透光层为吸光材料,所述吸光材料为铜铬黑、黑色氧化铁、氮化铬、碳化钨、碳化钼、碳化铬。
14、进一步地,所述非透光层为反射材料,所述反射材料为铝或银或铜或多层高低折射率材料交替组成。
15、进一步地,所述透明胶水为热固化树脂或uv固化树脂或射线固化树脂。
16、进一步地,所述步骤s4和步骤s7中非透光层的去除方式为摩擦抛光去除。
17、通过轮式或盘式抛光工件摩擦抛光去除非透光层以及部分胶层,一方面可以精确控制去除量,避免改变梯形沟槽结构的尺寸,影响防窥效果;另一方面可以保持梯形沟槽结构的表面平整、光洁,避免光线散射影响防窥膜的显示清晰度。
18、进一步地,在第一基材的面上预先设置脱模材料,便于后续梯形结构层与第一基材分离。
19、进一步地,在所述梯形结构层上还制作有防眩层、防指纹层、增透层、耐划层至少一层功能层;在第二基材上还制作有胶粘层;在功能层上还粘贴有保护膜。
20、所述功能层根据实际需求,进行设置。比如,需要抗眩光功能,则将功能层设置为抗眩光层;需要防刮伤功能,则将功能层设置为防刮层;需要抗指纹功能,则将功能层设置为抗指纹层;需要增透功能,则将功能层设置为增透层;若需要两个及以上功能叠加,则将功能层设置为两个及以上层叠加。所述胶粘层用于将防窥膜粘贴在显示器上;所述保护膜用于保护整个防窥膜产品在包装、运输、安装中不被损伤。
21、进一步地,所述梯形沟槽结构的宽度为20微米~100微米、高度为50微米~200微米。
22、一种防窥膜,使用上述方法制作形成,依次包含第二基材、梯形结构层和功能层;梯形结构层包含相间排列的梯形结构和倒梯形结构,在梯形结构或倒梯形结构的两腰面上设置有非透光层。
23、本发明的有益效果是:
24、本方法制作的防窥膜的非透光部的宽度尺寸为数十纳米到1微米之间,与现有精密机械加工技术制作的防窥膜的非透光部的宽度尺寸为数十微米量级相比,本方法制作的防窥膜的非透光部宽度极小,对光线的损耗更小,因此本方法制作的防窥膜能量损耗低、透光率高。另外本方法中设置防窥结构为梯形结构,相对于矩形百叶窗结构,有利于在结构的各面上镀制厚度均匀的非透光层,形成厚薄均匀的非透光部。
技术特征:
1.一种防窥膜的制作方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种防窥膜的制作方法,其特征在于,所述圆柱形辊筒表面雕刻梯形沟槽结构的方式为机械刀具雕刻或激光烧蚀雕刻或光刻。
3.根据权利要求1所述的一种防窥膜的制作方法,其特征在于,所述非透光层为吸光材料,所述吸光材料为铜铬黑、黑色氧化铁、氮化铬、碳化钨、碳化钼、碳化铬。
4.根据权利要求1所述的一种防窥膜的制作方法,其特征在于,所述非透光层为反射材料,所述反射材料为铝或银或铜或多层高低折射率材料交替组成。
5.根据权利要求1所述的一种防窥膜的制作方法,其特征在于,所述透明胶水为热固化树脂或uv固化树脂或射线固化树脂。
6.根据权利要求1所述的一种防窥膜的制作方法,其特征在于,所述步骤s4和步骤s7中非透光层的去除方式为摩擦抛光去除。
7.根据权利要求1所述的一种防窥膜的制作方法,其特征在于,在第一基材的面上预先设置脱模材料,便于后续梯形结构层与第一基材分离。
8.根据权利要求1所述的一种防窥膜的制作方法,其特征在于,在所述梯形结构层上还制作有防眩层、防指纹层、增透层、耐划层中至少一层功能层;第二基材上还制作有胶粘层;在功能层上还粘贴有保护膜。
9.根据权利要求1所述的一种防窥膜的制作方法,其特征在于,所述梯形沟槽结构的宽度为20微米~100微米、高度为50微米~200微米。
10.一种防窥膜,其特征在于,使用权利要求1~9任一方法制作形成,依次包含第二基材、梯形结构层和功能层;梯形结构层包含相间排列的梯形结构和倒梯形结构,在梯形结构或倒梯形结构的两腰面上设置有非透光层。
技术总结
一种防窥膜的制作方法,包括步骤S1、在圆柱形辊筒表面雕刻出若干梯形沟槽结构,制作成辊筒模具;S2、使用辊筒模具在第一基材上涂布透明胶水并固化脱模,将辊筒模具上的梯形沟槽结构转印到第一基材上;S3、使用真空镀膜方式在第一基材上的梯形沟槽结构上镀制非透光层;S4、将梯形沟槽结构顶面的非透光层去除;S5、在梯形沟槽内填充透明胶水,并与第二基材粘贴,形成梯形结构层;S6、将第一基材与梯形结构层分离,此时梯形结构层成型在第二基材上;S7、将第二基材上的倒梯形结构的顶面上的非透光层去除,制作成防窥膜。本申请的技术方案克服了现有方法制作的防窥膜能量损耗高、透光率低的问题。
技术研发人员:张益民,胡世加,陈智超,胡强
受保护的技术使用者:四川菲斯特科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!