SPC-LVT地板共挤生产线的制作方法
本申请实施例地板生产机械领域,特别涉及一种spc-lvt地板共挤生产线。
背景技术:
1、lvt生产线用于生产lvt地板,lvt地板具有良好的防火及抗冲击性能。市面上的lvt地板的基材层通常由pvc和石粉等矿物粉以及其他增塑剂等添加剂制成。
2、相关技术中,传统的lvt生产线中各个设备之间的自动化效率较低,更多的采用多段流水线分别生产后组装压延,这样就需要建造两条产线分别生产组装,会占用较大的空间面积,且分别制造过程材料容易固化成型,影响后续裁剪装配,因此生产效率还有待提高。
技术实现思路
1、本申请实施例提供了一种spc-lvt地板共挤生产线,解决lvt地板自动化程度不高和生产效率不高的问题。包括面层挤出机、底层挤出机、覆玻纤装置、以及五辊压光机;其中的所述面层挤出机、所述覆玻纤装置以及所述底层挤出机依次层叠设置;
2、所述面层挤出机和所述底层挤出机分别投入原料进行物料塑化后挤出面层片材和底层片材;面层片材经皮带传动至所述双面输送导板,底层片材经皮带直接传送至所述五辊压光机;
3、所述覆玻纤装置通过胶辊牵引机将玻纤输送至双面输送导板;
4、所述双面输送导板的顶面通过第一传动辊传送面层片材,并输送至所述五辊压光机,所述双面输送导板的底面通过第二传动辊传送玻纤,并送至所述五辊压光机;
5、所述五辊压光机接收层叠设置的面层片材、玻纤和底层片材,将其辊压成型并输出。
6、具体的,所述面层挤出机架设在所述底层挤出机上方,所述面层挤出机上设置有喂料斗,通过喂料斗加入面层原料并进行搅拌塑化;
7、所述面层挤出机的末端连接挤出模具,所述挤出模具将塑化混料进行一次定厚并挤出基材;
8、在所述挤出模具后端还连接二辊成型机,所述二辊成型机将一次定厚的基材进行二次定厚并成型,得到面层片材。
9、具体的,所述底层挤出机位于所述面层挤出机下部,将投喂到桶内的原料进行塑化并送入合流芯后输出料棒,所述底层挤出机的尾部连接摆动式皮带喂料机,通过所述摆动式皮带喂料机将料板输送至二辊密炼机,通过所述二辊密炼机将料棒进行定厚,生成底层片材。
10、具体的,所述二辊密炼机的输出端位于所述双面输送导板的底面,且在所述第二传动辊的下部;
11、所述双面输送导板倾斜设置,两端分别设置在所述五辊压光机和所述二辊成型机上。
12、具体的,所述五辊压光机包括依次设置的底纹辊、磨砂辊、镜面辊、硅胶辊和花纹辊;其中的底纹辊和磨砂辊组成第一辊组,硅胶辊和花纹辊组成第二辊组,片材从第一辊组送入辊压,依次经过镜面辊和第二辊组辊压后输出成型lvt地板。
13、具体的,面层片材、玻纤以及底层片材按照上下层叠设置送入到第一辊组,其中的底纹辊在底层片材的底面上辊压底纹,磨砂辊在面层片材的顶面进行磨砂,将玻纤辊压到两片材之间;
14、经过辊压后的片材传送至镜面辊,通过镜面辊对片材进行覆彩膜处理;
15、通过所述镜面辊的片材送入第二辊组进行辊压,其中的硅胶辊保护板材,花纹辊对顶面辊压花纹后输出成型lvt地板。
16、具体的,在所述五辊压光机的底部还设置有覆底膜装置,所述覆底膜装置包含第一覆膜辊和第二覆膜辊,用于在底层片材上贴覆pvc底膜;
17、所述第一覆膜辊传送第一平衡膜层,将其输送至镜面辊,所述第二覆膜辊传送第二平衡膜层,将其传送至第一辊组;
18、第二平衡膜层通过底纹辊辊压至底层片材下方,第一平衡膜层通过镜面辊辊压至第二平衡膜层下方,在底层片材下方形成两层平衡层。
19、具体的,所述第一覆膜辊和所述第二覆膜辊水平设置,通过若干过渡辊分开输送;
20、磨砂辊、镜面辊、硅胶辊和花纹辊水平设置,底纹辊低于磨砂辊的水平位置,所述双面输送导板的输出端对准底纹辊和磨砂辊的接触位置。
21、具体的,所述五辊压光机的上部还设置有对花覆膜装置,所述对花覆膜装置包括至少两个贴合辊和若干过渡辊,所述贴合辊与镜面辊组成第三辊组,其中的两个贴合辊向镜面辊传送耐磨层和彩膜层覆膜,在磨砂后的面层片材表面辊压出彩膜层和耐磨层;过渡辊用于调节耐磨层和彩膜层覆膜的传送路径。
22、具体的,所述五辊压光机的输出端连接有辊筒输送线,在所述辊筒输送线上设置有辊温机,所述辊温机控制辊筒温度。
23、本申请提供的技术方案带来的有益效果至少包括:使用两个挤出机分别生产上板面和下板面,同时将挤出机和覆玻纤装置按照压延顺序层叠设置,并通过一个双面输送导板将上下板面和玻纤分层输入至五辊压光机中辊压成型。实现三路材料同步输入此外,以此提高lvt地板的压延和生产效率。在整个生产过程中基板成型、贴膜、塑性、切割等步骤全部通过一条自动化生产线完成,替代传统的lvt地板的复杂和零碎处理工艺,且占用场地和成本投入减小、操作便捷、生产效率也更高。
技术特征:
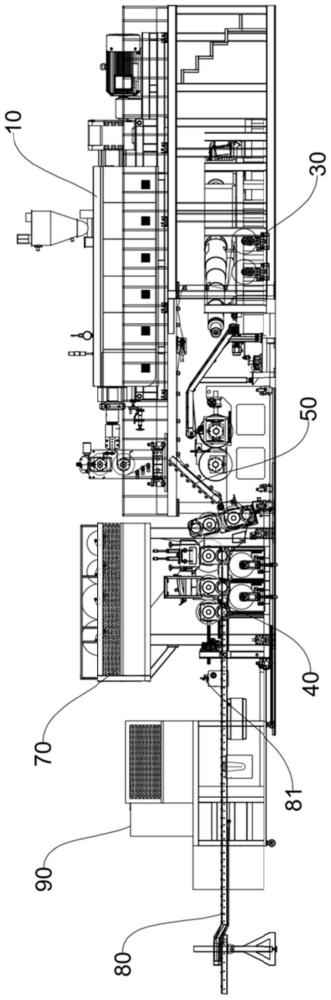
1.一种spc-lvt地板共挤生产线,其特征在于,包括面层挤出机(10)、底层挤出机(20)、覆玻纤装置(30)、以及五辊压光机(40);其中的所述面层挤出机(10)、所述覆玻纤装置(30)以及所述底层挤出机(20)依次层叠设置;
2.根据权利要求1所述的spc-lvt地板共挤生产线,其特征在于,所述面层挤出机(10)架设在所述底层挤出机(20)上方,所述面层挤出机(10)上设置有喂料斗(11),通过喂料斗(11)加入面层原料并进行搅拌塑化;
3.根据权利要求2所述的spc-lvt地板共挤生产线,其特征在于,所述底层挤出机(20)位于所述面层挤出机(10)下部,将投喂到桶内的原料进行塑化并送入合流芯后输出料棒,所述底层挤出机(20)的尾部连接摆动式皮带喂料机(21),通过所述摆动式皮带喂料机(21)将料板输送至二辊密炼机(22),通过所述二辊密炼机(22)将料棒进行定厚,生成底层片材。
4.根据权利要求3所述的spc-lvt地板共挤生产线,其特征在于,所述二辊密炼机(22)的输出端位于所述双面输送导板(50)的底面,且在所述第二传动辊(52)的下部;
5.根据权利要求1所述的spc-lvt地板共挤生产线,其特征在于,所述五辊压光机(40)包括依次设置的底纹辊(41)、磨砂辊(42)、镜面辊(43)、硅胶辊(44)和花纹辊(45);其中的底纹辊(41)和磨砂辊(42)组成第一辊组,硅胶辊(44)和花纹辊(45)组成第二辊组,片材从第一辊组送入辊压,依次经过镜面辊(43)和第二辊组辊压后输出成型lvt地板。
6.根据权利要求5所述的spc-lvt地板共挤生产线,其特征在于,面层片材、玻纤以及底层片材按照上下层叠设置送入到第一辊组,其中的底纹辊(41)在底层片材的底面上辊压底纹,磨砂辊(42)在面层片材的顶面进行磨砂,将玻纤辊压到两片材之间;
7.根据权利要求6所述的spc-lvt地板共挤生产线,其特征在于,在所述五辊压光机(50)的底部还设置有覆底膜装置(60),所述覆底膜装置(60)包含第一覆膜辊(61)和第二覆膜辊(62),用于在底层片材上贴覆pvc底膜;
8.根据权利要求7所述的spc-lvt地板共挤生产线,其特征在于,所述第一覆膜辊(61)和所述第二覆膜辊(62)水平设置,通过若干过渡辊(72)分开输送;
9.根据权利要求7所述的spc-lvt地板共挤生产线,其特征在于,所述五辊压光机(40)的上部还设置有对花覆膜装置(70),所述对花覆膜装置(70)包括至少两个贴合辊(71)和若干过渡辊(72),所述贴合辊(71)与镜面辊(43)组成第三辊组,其中的两个贴合辊(71)向镜面辊(43)传送耐磨层和彩膜层覆膜,在磨砂后的面层片材表面辊压出彩膜层和耐磨层;过渡辊(72)用于调节耐磨层和彩膜层覆膜的传送路径。
10.根据权利要求1所述的spc-lvt地板共挤生产线,其特征在于,所述五辊压光机(40)的输出端连接有辊筒输送线(80),在所述辊筒输送线(80)上设置有辊温机(90);
技术总结
本申请公开SPC‑LVT地板共挤生产线,涉及地板生产领域,面层挤出机、覆玻纤装置以及底层挤出机依次层叠设置;面层挤出机和底层挤出机分别投入原料进行物料塑化后挤出面层片材和底层片材;覆玻纤装置通过胶辊牵引机将玻纤输送至双面输送导板;双面输送导板的顶面通过第一传动辊传送面层片材,并输送至五辊压光机,底面通过第二传动辊传送玻纤并送至五辊压光机;五辊压光机接收层叠设置的面层片材、玻纤和底层片材,将其辊压成型并输出。通过两个挤出机分别制作上下板面,然后通过双面输送导板将上下板面和玻纤输入五辊压光机中压延和覆膜,实现多工艺同步进行,生产速度大大提高,且减小产线体积。
技术研发人员:王帮好
受保护的技术使用者:无锡市好邦机械制造有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!