一种压力容器大张力干法缠绕系统的制作方法
本申请涉及压力容器缠绕成型,尤其是一种压力容器大张力干法缠绕系统。
背景技术:
1、压力容器是一种用来存储气体或者液体的承压设备,碳纤维缠绕复合材料压力容器的出现是整个压力容器技术发展的重要里程碑。随着成型工艺设备的改进、原材料的性能提升,高压、轻质的复合材料压力容器已成为未来发展的一个重要方向。
2、干法缠绕是采用经过预浸胶处理的预浸纱,在缠绕机上经加热软化至粘流态后缠绕到芯模上。由于预浸纱是专业生产,能严格控制树脂含量从而控制预浸纱质量。因此,干法缠绕能够准确地控制产品质量。相对于湿法缠绕,干法缠绕工艺的最大特点是产品质量高、生产效率高,缠绕速度可达100~200m/min,缠绕机清洁,劳动卫生条件好。对于高压、轻质的复合材料压力容器高质量需求,干法缠绕工艺具有极大的优势。
3、在碳纤维干法缠绕复合材料压力容器的制备过程中,缠绕成型工艺参数的选择对复合材料制品性能的影响非常大。为了提高缠绕成型复合材料的性能,对其主要工艺参数进行优化就显得尤为重要。缠绕张力是缠绕工艺中重要的工艺参数,目的是使纤维整齐均匀地缠绕到芯模上,从而确保每根纤维间和每个缠绕层间张力的均匀性,充分发挥碳纤维强度。
4、在保证预浸纱不被拉扯破坏的条件下,选择大张力进行干法缠绕可以较大提升压力容器制品的强度。然而,现有技术难以准确控制大张力干法缠绕过程中的张力,且由于预浸纱在放卷辊上为缠绕成卷状态,张力过大会导致预浸纱卷树脂挤压,产生塌陷,导致预浸纱出现毛刺,缠绕得到的压力容器制品的质量将受到很大的影响。
技术实现思路
1、本申请人针对上述提出的现有技术使用大张力干法缠绕压力容器时难以有效控制张力且易损坏预浸纱的技术问题及技术需求,提出了一种压力容器大张力干法缠绕系统,本申请的技术方案如下:
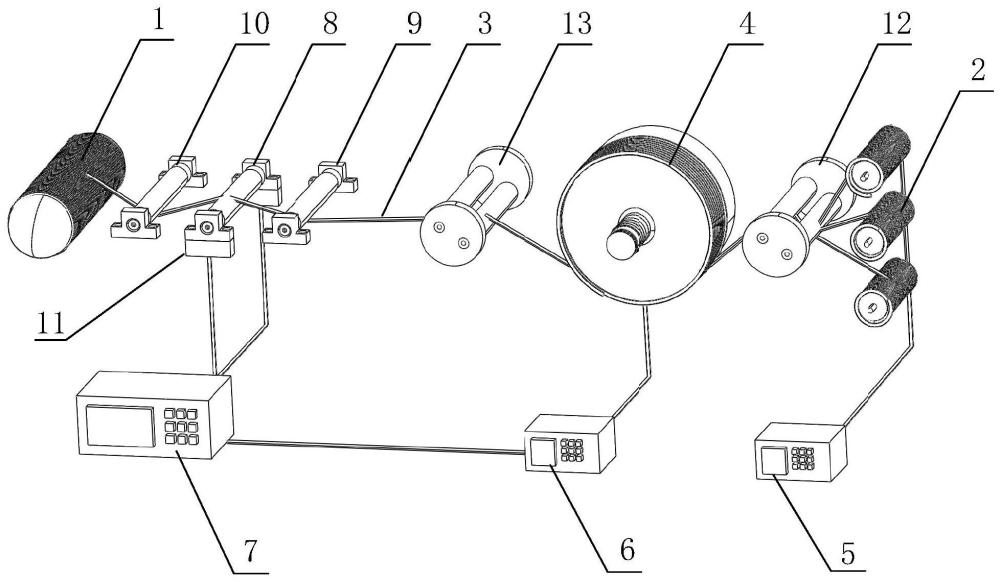
2、一种压力容器大张力干法缠绕系统,包括放卷模块、大张力形成模块、大张力检测模块、压力容器芯模和主控器;放卷模块包括放卷辊和第一放卷电机,放卷辊上设置纱线筒,纱线筒上层叠收卷缠绕有预浸纱;大张力形成模块包括张力生成辊轮和第二放卷电机。
3、第一放卷电机驱动放卷辊转动以带动纱线筒对预浸纱进行放卷,纱线筒放卷的预浸纱在张力生成辊轮上缠绕数圈后缠绕至压力容器芯模上,且纱线筒放卷至张力生成辊轮的预浸纱的张力不超过张力阈值。
4、第二放卷电机驱动张力生成辊轮转动以带动张力生成辊轮对纱线筒上的预浸纱进行收卷以及将缠绕的预浸纱向压力容器芯模进行放卷;缠绕在张力生成辊轮上的预浸纱之间互不重叠。
5、张力生成辊轮放卷至压力容器芯模的预浸纱大张力检测模块,主控器连接大张力检测模块和第二放卷电机,主控器根据大张力检测模块检测到的张力实测值控制第二放卷电机的转速以使得张力实测值跟踪干法缠绕目标张力值。
6、其进一步的技术方案为,根据大张力检测模块检测到的张力实测值控制第二放卷电机的转速以使得张力实测值跟踪干法缠绕目标张力值包括,在压力容器芯模的转速不变时:
7、当张力实测值小于干法缠绕目标张力值时,控制张力生成辊轮的转速减小。
8、当张力实测值大于干法缠绕目标张力值时,控制张力生成辊轮的转速增大。
9、其进一步的技术方案为,张力生成辊轮的辊轮面上开设有螺纹槽,螺纹槽的槽宽不小于张力生成辊轮上缠绕的预浸纱的宽度,纱线筒放卷的预浸纱从张力生成辊轮的轴向一端开始在螺纹槽内依次缠绕,直至缠绕到达张力生成辊轮的轴向另一端后放卷至压力容器芯模。
10、其进一步的技术方案为,放卷模块包括多个放卷辊,每个放卷辊上分别设置纱线筒,第一放卷电机同时驱动多个放卷辊同步转动以带动多个纱线筒中的预浸纱同时向张力生成辊轮放卷,张力生成辊轮上缠绕的预浸纱是多个纱线筒中的预浸纱沿着宽度方向拼接后的组合预浸纱,张力生成辊轮上缠绕的预浸纱的宽度等于缠绕在压力容器芯模上的预浸纱的宽度,且大于单个纱线筒中的预浸纱的宽度。
11、其进一步的技术方案为,沿着宽度方向拼接的相邻两条预浸纱之间的重叠宽度不超过宽度阈值。
12、其进一步的技术方案为,张力生成辊轮的周向尺寸大于预定尺寸。
13、其进一步的技术方案为,大张力检测模块包括测力辊、第一传导辊、第二传导辊和压力传感器;测力辊、第一传导辊和第二传导辊互相平行,且第一传导辊和第二传导辊对称放置在测力辊的两侧,主控器根据压力传感器检测到的压力值确定张力实测值。
14、测力辊的上方两端分别设置有压力传感器,张力生成辊轮放卷至压力容器芯模的预浸纱采用第一绕设方式包括从第一传导辊上方穿入、经过测力辊下方后、从第二传导辊上方穿出。
15、或,
16、测力辊的底部两端分别设置有压力传感器,张力生成辊轮放卷至压力容器芯模的预浸纱采用第二绕设方式包括从第一传导辊下方穿入、经过测力辊上方后、从第二传导辊下方穿出。
17、其进一步的技术方案为,当张力生成辊轮放卷至压力容器芯模的预浸纱采用第一绕设方式时,主控器根据压力传感器检测到的压力值f1确定张力实测值
18、
19、其中,w1为压力传感器的重力,α为第一传导辊与测力辊之间预浸纱所在直线与第二传导辊与测力辊之间预浸纱所在直线之间的夹角。
20、其进一步的技术方案为,当张力生成辊轮放卷至压力容器芯模的预浸纱采用第二绕设方式时,主控器根据压力传感器检测到的压力值f2确定张力实测值
21、
22、其中,w2为测力辊的重力,α为第一传导辊与测力辊之间预浸纱所在直线与第二传导辊与测力辊之间预浸纱所在直线之间的夹角。
23、其进一步的技术方案为,压力容器大张力干法缠绕系统还包括第一可调传导辊组和第二可调传导辊组;第一可调传导辊组位于放卷辊与张力生成辊轮之间,第二可调传导辊组位于张力生成辊轮与大张力检测模块之间,第一可调传导辊组和第二可调传导辊组分别用于调节各自位置处预浸纱的张力值。
24、本申请的有益技术效果是:
25、本申请通过将预浸纱以互不重叠的方式缠绕在张力生成辊轮上,再以张力生成辊轮生成大张力,使得放卷辊上的预浸纱张力值不超过张力阈值,有效避免了大张力干法缠绕对预浸纱的挤压损坏。
26、本申请通过大张力检测模块获取张力实测值,并基于张力实测值反馈控制张力生成辊轮的转速,形成对预浸纱张力值的闭环控制,有效保证了压力容器芯模上预浸纱张力值的准确性和稳定性,从而大大提高了压力容器的质量。
27、本申请的张力生成辊轮的辊轮面开设有螺纹槽,有效保证了缠绕在张力生成辊轮上的预浸纱互不重叠,避免预浸纱相互挤压出现毛刺。
技术特征:
1.一种压力容器大张力干法缠绕系统,其特征在于,所述压力容器大张力干法缠绕系统包括放卷模块、大张力形成模块、大张力检测模块、压力容器芯模和主控器;所述放卷模块包括放卷辊和第一放卷电机,所述放卷辊上设置纱线筒,所述纱线筒上层叠收卷缠绕有预浸纱;所述大张力形成模块包括张力生成辊轮和第二放卷电机;
2.根据权利要求1所述的压力容器大张力干法缠绕系统,其特征在于,所述根据所述大张力检测模块检测到的张力实测值控制所述第二放卷电机的转速以使得张力实测值跟踪干法缠绕目标张力值包括,在所述压力容器芯模的转速不变时:
3.根据权利要求1所述的压力容器大张力干法缠绕系统,其特征在于,所述张力生成辊轮的辊轮面上开设有螺纹槽,所述螺纹槽的槽宽不小于所述张力生成辊轮上缠绕的预浸纱的宽度,纱线筒放卷的预浸纱从所述张力生成辊轮的轴向一端开始在所述螺纹槽内依次缠绕,直至缠绕到达所述张力生成辊轮的轴向另一端后放卷至所述压力容器芯模。
4.根据权利要求3所述的压力容器大张力干法缠绕系统,其特征在于,所述放卷模块包括多个放卷辊,每个放卷辊上分别设置所述纱线筒,所述第一放卷电机同时驱动多个放卷辊同步转动以带动多个纱线筒中的预浸纱同时向所述张力生成辊轮放卷,所述张力生成辊轮上缠绕的预浸纱是多个纱线筒中的预浸纱沿着宽度方向拼接后的组合预浸纱,所述张力生成辊轮上缠绕的预浸纱的宽度等于缠绕在所述压力容器芯模上的预浸纱的宽度,且大于单个纱线筒中的预浸纱的宽度。
5.根据权利要求4所述的压力容器大张力干法缠绕系统,其特征在于,沿着宽度方向拼接的相邻两条预浸纱之间的重叠宽度不超过宽度阈值。
6.根据权利要求1所述的压力容器大张力干法缠绕系统,其特征在于,所述张力生成辊轮的周向尺寸大于预定尺寸。
7.根据权利要求2所述的压力容器大张力干法缠绕系统,其特征在于,所述大张力检测模块包括测力辊、第一传导辊、第二传导辊和压力传感器;所述测力辊、第一传导辊和第二传导辊互相平行,且所述第一传导辊和第二传导辊对称放置在所述测力辊的两侧,所述主控器根据所述压力传感器检测到的压力值确定张力实测值;
8.根据权利要求7所述的压力容器大张力干法缠绕系统,其特征在于,当所述张力生成辊轮放卷至所述压力容器芯模的预浸纱采用第一绕设方式时,所述主控器根据所述压力传感器检测到的压力值f1确定张力实测值
9.根据权利要求7所述的压力容器大张力干法缠绕系统,其特征在于,当所述张力生成辊轮放卷至所述压力容器芯模的预浸纱采用第二绕设方式时,所述主控器根据所述压力传感器检测到的压力值f2确定张力实测值
10.根据权利要求1所述的压力容器大张力干法缠绕系统,其特征在于,
技术总结
本申请公开了一种压力容器大张力干法缠绕系统,涉及压力容器缠绕成型技术领域,该系统包括放卷模块、大张力形成模块、大张力检测模块、压力容器芯模和预浸纱。本申请通过将预浸纱以互不重叠的方式缠绕在张力生成辊轮上,再以张力生成辊轮生成大张力,使得放卷辊上的预浸纱张力值不超过张力阈值,有效避免了大张力干法缠绕对预浸纱的挤压损坏。本申请还通过大张力检测模块获取张力实测值,并基于张力实测值反馈控制张力生成辊轮的转速,形成对预浸纱张力值的闭环控制,有效保证了压力容器芯模上预浸纱张力值的准确性和稳定性,从而大大提高了压力容器的质量。
技术研发人员:付延涛,鲁四毛,张伟,艾米.诺弗瑞达.宾蒂.阿米尔,陆萌
受保护的技术使用者:江苏集萃复合材料装备研究所有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!