一种注塑模具产品用无痕顶出结构的制作方法
本发明涉及汽车连接器检测,具体涉及一种注塑模具产品用无痕顶出结构。
背景技术:
1、注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
2、现有注塑模具常规的顶出方式主要有:顶针顶出、顶块顶出、推板顶出、司筒顶出等,经过行业多年实践应用均能稳定、高效地实现注塑模具的产品顶出。相对于常规注塑件顶出的方式,部分汽车软胶产品(如:tpr、tpu等软性塑胶)因在顶针顶出时部分胶位陷入模具中,而自身性能容易形变导致无法脱出。传统的方式是降低生产周期使得产品冷却固化再采用顶针强行顶出。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷中的至少一种而提供一种注塑模具产品用无痕顶出结构。
2、本发明的目的可以通过以下技术方案来实现:
3、一种注塑模具产品用无痕顶出结构,包括:
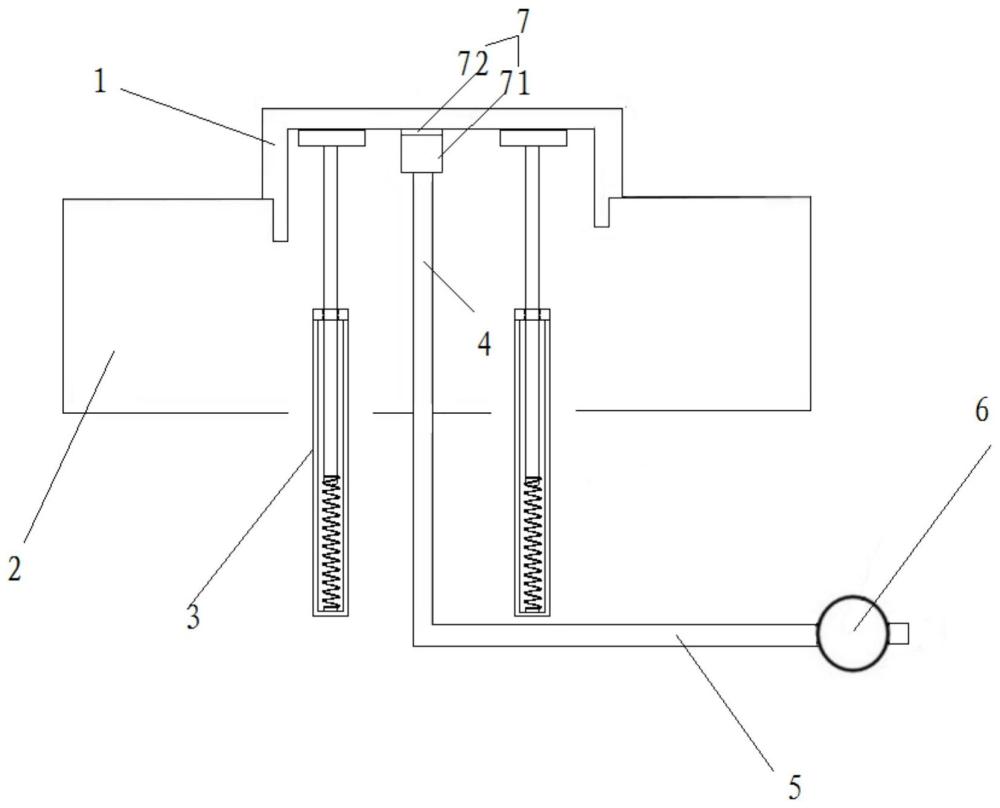
4、顶针,其包括套筒,以及依次相连的顶板、连接杆和缓冲弹簧;所述缓冲弹簧一端与套筒内底壁固连,另一端与连接杆伸入套筒的端部相连;
5、模仁,其包括型腔,以及贯穿模仁并且连通型腔的通孔,所述顶针的顶板位于通孔朝向型腔的一侧;所述模仁还设有气道,所述气道的一端连通型腔,另一端设有连通气泵的通气管。
6、进一步地,所述套筒和连接杆与缓冲弹簧的连接端设有连接凸起。
7、进一步地,所述套筒上设有便于连接杆伸入的通孔;所述通孔的直径与连接杆的外径相等,以起到限位作用。
8、进一步地,所述气道设有连接型腔的气顶阀。
9、进一步地,所述气顶阀包括气体分流板和支撑筒;所述支撑筒的一端连接气道,另一端与气体分流板相连。
10、进一步地,所述气体分流板上设有多个均匀分布的气流孔。
11、进一步地,所述支撑筒的直径大于气道的直径。
12、进一步地,所述支撑筒为锥形筒,其直径较小的一端连接气道。
13、进一步地,所述通气管上设有流量传感器。
14、进一步地,所述通气管上设有流量阀门。
15、与现有技术相比,本发明具有以下优点:
16、(1)本发明提供一种注塑模具产品用无痕顶出结构,顶针包括套筒,以及依次相连的顶板、连接杆和缓冲弹簧,所述缓冲弹簧一端与套筒内底壁固连,另一端与连接杆伸入套筒的端部相连;其中,顶板增大顶针顶端的面积,增大顶针与产品的接触面积,且通过缓冲弹簧对顶板进行一个缓冲减少顶针接触产品时的应力,使顶针在顶出产品时,不会对产品顶出处造成应力痕迹的情况;
17、(2)本发明提供一种注塑模具产品用无痕顶出结构,在传统的顶针结构上增加了气顶结构,使得产品在未得到完全冷却时也可以通过气体轻松顶出,既能避免了传统顶针顶出包力过大导致产品外观不良,也能够很大程度地提升生产周期。
技术特征:
1.一种注塑模具产品用无痕顶出结构,其特征在于,包括:
2.根据权利要求1所述的一种注塑模具产品用无痕顶出结构,其特征在于,所述套筒(34)和连接杆(32)与缓冲弹簧(33)的连接端设有连接凸起。
3.根据权利要求1所述的一种注塑模具产品用无痕顶出结构,其特征在于,所述套筒(34)上设有便于连接杆(32)伸入的通孔;所述通孔的直径与连接杆(32)的外径相等,以起到限位作用。
4.根据权利要求1所述的一种注塑模具产品用无痕顶出结构,其特征在于,所述气道(4)设有连接型腔(1)的气顶阀(7)。
5.根据权利要求4所述的一种注塑模具产品用无痕顶出结构,其特征在于,所述气顶阀(7)包括气体分流板(72)和支撑筒(71);所述支撑筒(71)的一端连接气道(4),另一端与气体分流板(72)相连。
6.根据权利要求5所述的一种注塑模具产品用无痕顶出结构,其特征在于,所述气体分流板(72)上设有多个均匀分布的气流孔。
7.根据权利要求5所述的一种注塑模具产品用无痕顶出结构,其特征在于,所述支撑筒(71)的直径大于气道(4)的直径。
8.根据权利要求5所述的一种注塑模具产品用无痕顶出结构,其特征在于,所述支撑筒(71)为锥形筒,其直径较小的一端连接气道(4)。
9.根据权利要求1所述的一种注塑模具产品用无痕顶出结构,其特征在于,所述通气管(5)上设有流量传感器(6)。
10.根据权利要求1所述的一种注塑模具产品用无痕顶出结构,其特征在于,所述通气管(5)上设有流量阀门。
技术总结
本发明公开一种注塑模具产品用无痕顶出结构,该结构包括:顶针,其包括套筒,以及依次相连的顶板、连接杆和缓冲弹簧;缓冲弹簧一端与套筒内底壁固连,另一端与连接杆伸入套筒的端部相连;模仁,其包括型腔,以及贯穿模仁并且连通型腔的通孔,顶针的顶板位于通孔朝向型腔的一侧;模仁还设有气道,气道的一端连通型腔,另一端设有连通气泵的通气管。与现有技术相比,本发明中顶板增大顶针顶端的面积,增大顶针与产品的接触面积,且通过缓冲弹簧对顶板进行一个缓冲减少顶针接触产品时的应力,使顶针在顶出产品时,不会对产品顶出处造成应力痕迹的情况。
技术研发人员:张文文
受保护的技术使用者:太仓庆良电子有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!