一种氟弹性体组合物连续物理发泡制备装置的制作方法
本申请涉及全氟醚弹性体,具体涉及一种氟弹性体组合物连续物理发泡制备装置。
背景技术:
1、塑料挤出机因塑料的流动性能相对较好,其推进螺杆的长径比相对较大,分区后螺杆可实现不同的功能如输送、熔融、均化、发泡介质注入、剪切、背压、挤出等,因此连续挤出物理发泡制备微孔化塑料获得成功。如制备聚氨酯(pu)发泡材料、聚苯乙烯(ps)发泡材料、聚烯烃(pe、pp及共混物)发泡材料、聚氯乙烯(pvc)发泡材料等。
2、现有的密炼机已具备生产效率高、生产周期短的特点,但这种设备仍然属于间歇式密炼设备,该设备每次生产后的开停都会对机器的工况及密炼室的温度等造成很大影响,进而也会造成密炼产品性能的下降以及生产相邻批次的产品会有不同的合格率,所以说间歇式的生产对生产线的生产规律有很大影响。橡胶挤出机因其流动性能较差,一般长径比较小,螺杆较短;氟弹性体及组合物其流动性能更差。
技术实现思路
1、有鉴于此,本说明书实施例提供一种氟弹性体组合物连续物理发泡制备装置,实现连续物理发泡制备微孔化氟弹性体组合物,剪切以及混合能力强,氟弹性体混炼流动性得到了较大提升,并实现了更加充分良好的混炼效果,从而能够制备得到性能优异的微孔化氟弹性体组合物。
2、本说明书实施例提供以下技术方案:
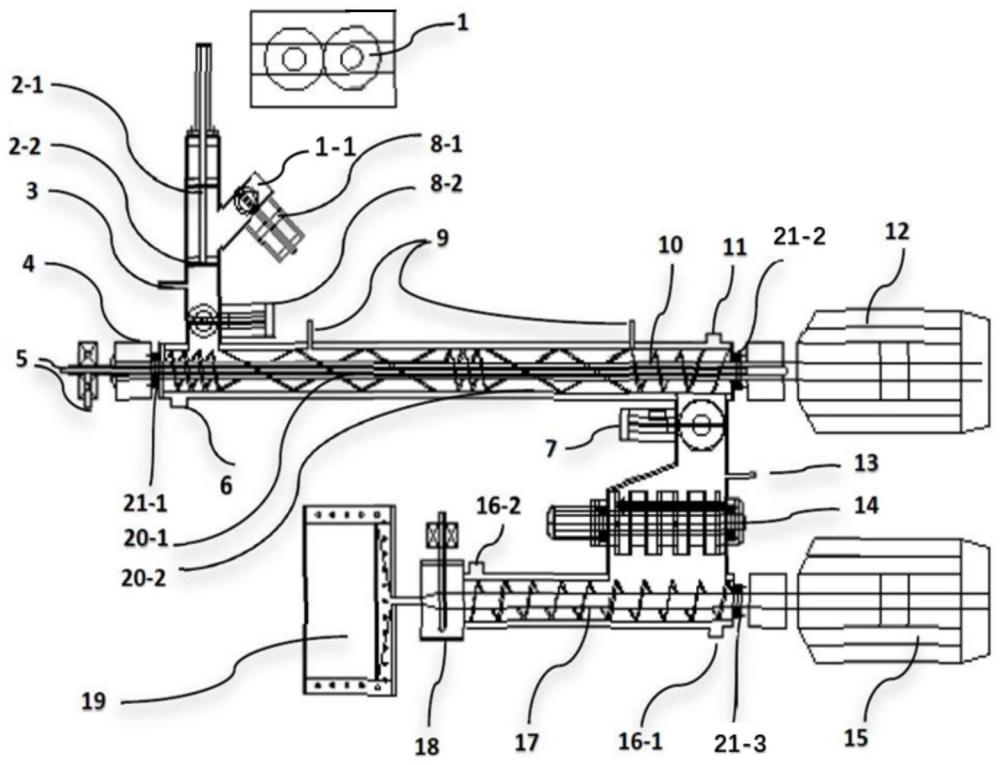
3、提供一种氟弹性体组合物连续物理发泡制备装置,包括相互连接的进料系统、剪切捏合混炼系统、出料系统以及挤出机,其中,所述进料系统包括氟弹性体组合物进料口和发泡介质进料口,所述氟弹性体组合物进料口由压料油缸和进料气动球阀控制进料;所述剪切捏合混炼系统包括双轴连续密炼机本体和双轴撕裂机总成,所述双轴撕裂机总成具有螺旋棱、有速比的、相对回转的两转子,可使得氟弹性体混炼胶在由两转子以及所述两转子与密炼室壁组成的捏炼系统内进行剪切捏合混炼;所述出料系统包括出料室发泡介质增压口,并由出料气动球阀控制出料;所述挤出机包括单螺杆机总成和成型模具,经所述单螺杆机总成挤出并由成型模具发泡成型。
4、在一些实施例中,还包括通过混炼薄通后获得混炼胶的开炼机或密炼机,所述开炼机或密炼机与所述进料系统连接。
5、在一些实施例中,当所述压料油缸提至上压料位置,所述混炼胶加入至所述进料系统,经发泡气体入口吹扫置换空气后,所述进料气动球阀关闭,所述压料油缸将所述混炼胶压至下压料位置。
6、在一些实施例中,所述双轴连续密炼机本体包括一级腔体和二级腔体,混炼胶经所述一级腔体输送和捏炼,期间发泡介质流体或其超临界流体增容,然后输送至所述二级腔体进一步捏炼,捏炼过程产生的热量由轴冷却系统和密炼机壳体换热器控制在恒定温度,捏炼过程中产生的尾气不定时由排气口排出。
7、在一些实施例中,所述轴冷却系统包括冷却液进出口总成和恒温液进出口,所述冷却液进出口总成设于双轴连续密炼机本体一侧,所述恒温液进出口包括分别设于所述单螺杆机总成两侧的第一恒温液进出口和第二恒温液进出口。
8、在一些实施例中,饱和或接近饱和的混炼胶经所述双轴撕裂机总成双轴撕裂机撕裂后,高压的发泡介质与所述混炼胶达到溶解平衡或接近溶解平衡后,进入所述单螺杆机总成并输送至具有排气功能的出料恒压阀处挤出,并经所述成型模具发泡成型。
9、在一些实施例中,所述两转子的转子类型包括相切型和啮合型。
10、在一些实施例中,所述两转子的转子长径比为0.9:1-10:1。
11、在一些实施例中,所述剪切捏合混炼系统内发泡介质压力8-40mpa,温度60-120℃,密炼时间5-40min。
12、在一些实施例中,还包括旋转密封系统,所述旋转密封系统包括第一旋转密封单元、第二旋转密封单元和第三旋转密封单元,所述第一旋转密封单元、第二旋转密封单元分别设于所述双轴连续密炼机本体的两端,所述第三旋转密封单元设于所述单螺杆机总成,使得所述双轴连续密炼机本体腔室内、所述单螺杆机总成腔室内均实现旋转密封。
13、与现有技术相比,本说明书实施例采用的上述技术方案能够达到的有益效果至少包括:
14、1、采用密炼室和转子同时加热和冷却方式对氟弹性体进行有效的温度控制:密炼开始时升温,使氟弹性体粘度降低,气体扩散系数变大,有利于扩散。但在长时间剪切捏合混炼过程中生成热量较大,氟弹性体的热传导率较小不利于热交换,局部胶料温度有所升高,容易造成混炼不均匀,通过密炼机轴冷和混炼室壁同时强化换热冷却能力,以防止氟弹性体局部焦烧和过热引起的老化,同时温度均匀使待发泡介质在弹性体内部气泡不生长,避免弹性体在受热不均时的膨胀发泡;
15、2、通过在耐高压的双轴连续密炼机内,氟弹性体混炼胶被带入具有螺旋棱、有速比的、相对回转的两转子间隙中,使得氟弹性体混炼胶在由两转子以及两转子与密炼室壁组成的捏炼系统内进行剪切捏合混炼,致使胶料在由转子与转子、转子与密炼室壁组成的捏炼系统内,受到不断变化和反复的剪切、撕拉、搅拌和摩擦等捏炼作用,从而增强了剪切以及混合能力,实现了更加充分良好的混炼效果;另外,通过采用啮合型密炼机以适度增强剪切、混合能力和提高冷却功能;混炼时氟弹性体表面更新速度快、压片较薄,缩短发泡介质在氟弹性体内的扩散距离有利于快速实现溶解平衡或接近溶解平衡;
16、3、通过采用发泡介质置换空气后升压,并控制氟弹性体混炼胶的温度,尤其是密炼时产生的热量由混炼室和密炼机转子的内置换热器和/或密炼室壁换热器内的低温流体带走,以实现维持密炼温度在所述范围内恒定的目的,能够提高氟弹性体密炼时的气体扩散和换热冷却能力以防止氟弹性体局部焦烧和过热引起的老化,从而使得混炼效果更均匀,并且在混炼过程中定期泄压排放挥发分,同时补充发泡介质维持系统压力,在维持系统高压环境的同时,及时清除混炼过程中释放的挥发分,形成了高压密闭环境,尤其是采用旋转密封方式,并且在维持系统高压环境的同时及时清除混炼过程中释放的挥发分;
17、4、实现了连续密炼、挤出、发泡、成型一体化的高效连续物理发泡制备微孔化氟弹性体组合物工艺,制备得到的微孔化氟弹性体组合物具有良好机械性能、耐辐射以及耐低浓度臭氧侵蚀等的能力,在较高温度下也能保持良好的使用性能,即便是如核电站隔热材料等苛刻场景也能适用。
技术特征:
1.一种氟弹性体组合物连续物理发泡制备装置,其特征在于,包括相互连接的进料系统、剪切捏合混炼系统、出料系统以及挤出机,其中,所述进料系统包括氟弹性体组合物进料口和发泡介质进料口,所述氟弹性体组合物进料口由压料油缸和进料气动球阀控制进料;所述剪切捏合混炼系统包括双轴连续密炼机本体和双轴撕裂机总成,所述双轴撕裂机总成具有螺旋棱、有速比的、相对回转的两转子,可使得氟弹性体混炼胶在由两转子以及所述两转子与密炼室壁组成的捏炼系统内进行剪切捏合混炼;所述出料系统包括出料室发泡介质增压口,并由出料气动球阀控制出料;所述挤出机包括单螺杆机总成和成型模具,经所述单螺杆机总成挤出并由成型模具发泡成型。
2.根据权利要求1所述的氟弹性体组合物连续物理发泡制备装置,其特征在于,还包括通过混炼薄通后获得混炼胶的开炼机或密炼机,所述开炼机或密炼机与所述进料系统连接。
3.根据权利要求所述的氟弹性体组合物连续物理发泡制备装置,其特征在于,当所述压料油缸提至上压料位置,所述混炼胶加入至所述进料系统,经发泡气体入口吹扫置换空气后,所述进料气动球阀关闭,所述压料油缸将所述混炼胶压至下压料位置。
4.根据权利要求1所述的氟弹性体组合物连续物理发泡制备装置,其特征在于,所述双轴连续密炼机本体包括一级腔体和二级腔体,混炼胶经所述一级腔体输送和捏炼,期间发泡介质流体或其超临界流体增容,然后输送至所述二级腔体进一步捏炼,捏炼过程产生的热量由轴冷却系统和密炼机壳体换热器控制在恒定温度,捏炼过程中产生的尾气不定时由排气口排出。
5.根据权利要求4所述的氟弹性体组合物连续物理发泡制备装置,其特征在于,所述轴冷却系统包括冷却液进出口总成和恒温液进出口,所述冷却液进出口总成设于双轴连续密炼机本体一侧,所述恒温液进出口包括分别设于所述单螺杆机总成两侧的第一恒温液进出口和第二恒温液进出口。
6.根据权利要求1所述的氟弹性体组合物连续物理发泡制备装置,其特征在于,饱和或接近饱和的混炼胶经所述双轴撕裂机总成双轴撕裂机撕裂后,高压的发泡介质与所述混炼胶达到溶解平衡或接近溶解平衡后,进入所述单螺杆机总成并输送至具有排气功能的出料恒压阀处挤出,并经所述成型模具发泡成型。
7.根据权利要求1所述的氟弹性体组合物连续物理发泡制备装置,其特征在于,所述两转子的转子类型包括相切型和啮合型。
8.根据权利要求7所述的氟弹性体组合物连续物理发泡制备装置,其特征在于,所述两转子的转子长径比为0.9:1-10:1。
9.根据权利要求1所述的氟弹性体组合物连续物理发泡制备装置,其特征在于,所述剪切捏合混炼系统内发泡介质压力8-40mpa,温度60-120℃,密炼时间5-40min。
10.根据权利要求1至9任一项所述的氟弹性体组合物连续物理发泡制备装置,其特征在于,还包括旋转密封系统,所述旋转密封系统包括第一旋转密封单元、第二旋转密封单元和第三旋转密封单元,所述第一旋转密封单元、第二旋转密封单元分别设于所述双轴连续密炼机本体的两端,所述第三旋转密封单元设于所述单螺杆机总成,使得所述双轴连续密炼机本体腔室内、所述单螺杆机总成腔室内均实现旋转密封。
技术总结
本申请提供一种氟弹性体组合物连续物理发泡制备装置,涉及全氟醚弹性体技术领域,包括相互连接的进料系统、剪切捏合混炼系统、出料系统以及挤出机,其中,所述进料系统包括氟弹性体组合物进料口和发泡介质进料口,所述氟弹性体组合物进料口由压料油缸和进料气动球阀控制进料;所述剪切捏合混炼系统包括双轴连续密炼机本体和双轴撕裂机总成,所述双轴撕裂机总成具有螺旋棱、有速比的、相对回转的两转子,可使得氟弹性体混炼胶在由两转子以及所述两转子与密炼室壁组成的捏炼系统内进行剪切捏合混炼;所述出料系统包括出料室发泡介质增压口,由出料气动球阀控制出料,经所述单螺杆机总成挤出并由成型模具发泡成型,可制备性能优异氟弹性体产品。
技术研发人员:尚家庄,顾伟超,修国华
受保护的技术使用者:上海森桓新材料科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!