一种气嘴辅助定位管的制作方法
本技术涉及吹塑成型,具体涉及一种气嘴辅助定位管。
背景技术:
1、在对塑胶瓶进行生产的时候,需要用到吹塑成型技术,即需要将气嘴放置在模具中,在气嘴进行吹气后从而使得瓶子成型。
2、而为了得到不同瓶口的瓶子,则需要更换不同类型的气嘴,而每次更换气嘴的时候,都需要重新对气嘴的位置进行精准定位,而由于目前的气嘴大多只将头部与模具进行固定,使得气嘴与模具的接触限位面积较小,容易出现倾斜等情况,从而造成气嘴与模具之间定位不准确,造成不良品的产生。
技术实现思路
1、本实用新型的目的是针对现有技术中的上述不足,提供了一种气嘴辅助定位管,使得气嘴定位准确。
2、本实用新型的目的通过以下技术方案实现:一种气嘴辅助定位管,包括管体;所述管体的一端设有放置通道;所述管体的另一端设有限位通道;所述限位通道与放置通道沿管体的轴向方向设置;
3、所述放置通道的一端贯穿管体的一端;所述放置通道的另一端与限位通道的一端连通;所述限位通道的另一端贯穿管体的另一端。
4、本实用新型进一步设置为,所述管体包括前管体以及与前管体转动连接的后管体;
5、所述放置通道设于前管体;
6、所述限位通道包括设于前管体的前限位通道以及设于后管体的后限位通道;所述放置通道、前限位通道以及后限位通道同轴设置;
7、所述放置通道的一端贯穿前管体;所述放置通道的另一端与前限位通道的一端连通;所述前限位通道的另一端与后限位通道的一端连通;所述后限位通道的另一端贯穿后管体。
8、本实用新型进一步设置为,所述前管体与后管体的连接处设置轴承。
9、本实用新型进一步设置为,所述轴承为滚珠轴承。
10、本实用新型进一步设置为,所述后限位通道内设有多条限位筋条;所述限位筋条与后限位通道的轴向方向平行设置。
11、本实用新型进一步设置为,所述前管体为圆台形;所述后管体为圆柱形。
12、本实用新型进一步设置为,所述后管体设有卡槽。
13、本实用新型进一步设置为,所述前管体的端部设有限位块;所述限位块呈正六边形。
14、本实用新型的有益效果:本实用新型通过设置气嘴辅助定位管,在管体内设置放置通道以及限位通道,能够增大气嘴与气嘴辅助定位管的接触限位面积,从而能够精准地控制气嘴的位置,减少吹塑成型中产生的不良品。
技术特征:
1.一种气嘴辅助定位管,其特征在于:包括管体;所述管体的一端设有放置通道(11);所述管体的另一端设有限位通道;所述限位通道与放置通道(11)沿管体的轴向方向设置;
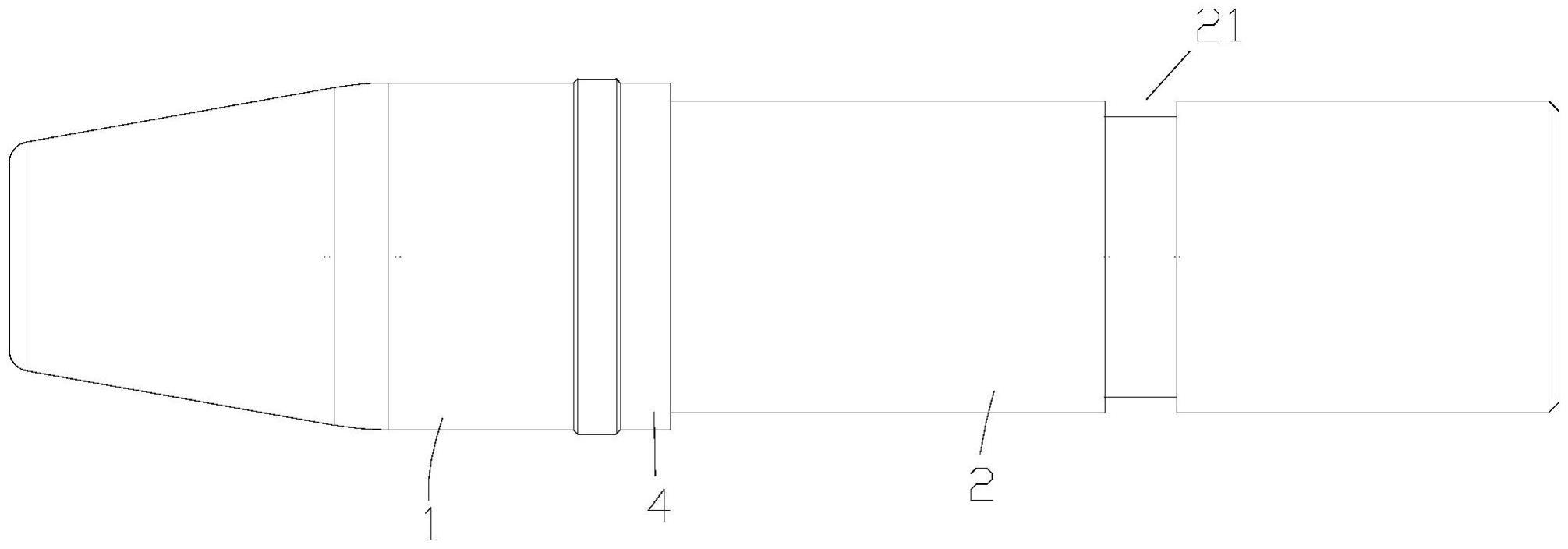
2.根据权利要求1所述的一种气嘴辅助定位管,其特征在于:所述管体包括前管体(1)以及与前管体(1)转动连接的后管体(2);
3.根据权利要求2所述的一种气嘴辅助定位管,其特征在于:所述前管体(1)与后管体(2)的连接处设置轴承(4)。
4.根据权利要求3所述的一种气嘴辅助定位管,其特征在于:所述轴承(4)为滚珠轴承(4)。
5.根据权利要求2所述的一种气嘴辅助定位管,其特征在于:所述后限位通道(32)内设有多条限位筋条(5);所述限位筋条(5)与后限位通道(32)的轴向方向平行设置。
6.根据权利要求2所述的一种气嘴辅助定位管,其特征在于:所述前管体(1)为圆台形;所述后管体(2)为圆柱形。
7.根据权利要求2所述的一种气嘴辅助定位管,其特征在于:所述后管体(2)设有卡槽(21)。
8.根据权利要求2所述的一种气嘴辅助定位管,其特征在于:所述前管体(1)的端部设有限位块(6);所述限位块(6)呈正六边形。
技术总结
本技术涉及吹塑成型技术领域,具体涉及一种气嘴辅助定位管,包括管体;所述管体的一端设有放置通道;所述管体的另一端设有限位通道;所述限位通道与放置通道沿管体的轴向方向设置;所述放置通道的一端贯穿管体的一端;所述放置通道的另一端与限位通道的一端连通;所述限位通道的另一端贯穿管体的另一端。本技术通过设置气嘴辅助定位管,在管体内设置放置通道以及限位通道,能够增大气嘴与气嘴辅助定位管的接触限位面积,从而能够精准地控制气嘴的位置,减少吹塑成型中产生的不良品。
技术研发人员:邓雨鹏
受保护的技术使用者:东莞市红色塑胶科技有限公司
技术研发日:20230106
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!