一种针阀式小间距热嘴结构的制作方法
本技术涉及热嘴,尤其涉及一种针阀式小间距热嘴结构。
背景技术:
1、热嘴(也叫热咀)指的就是热流道,热流道是在注塑模具中使用的,将融化的塑料注入到模具空腔中的加热组件组合。传统的热流道主要由注射嘴、分流板及喷嘴组成,工作原理为塑胶料通过注射嘴流入后通过分流板进行分流,然后由喷嘴注入到成型模具中。
2、现有的进胶通常都是单咀进胶,当遇到产品间距小并且产品比较多的时候,因为产品间距太小,热咀与热咀之间会产生干涉,使用单咀进胶无法满足要求。所以现在经常采用热流道转冷流道的方式,同时模具也采用三板模或者两板模,但是这样会产生大量水口,造成原材料成本浪费,效率低,同时造成人工和模具成本增加。
技术实现思路
1、本实用新型的目的在于提供一种针阀式小间距热嘴结构,提高生产效率,降低人工和模具成本。
2、本实用新型公开的一种针阀式小间距热嘴结构所采用的技术方案是:
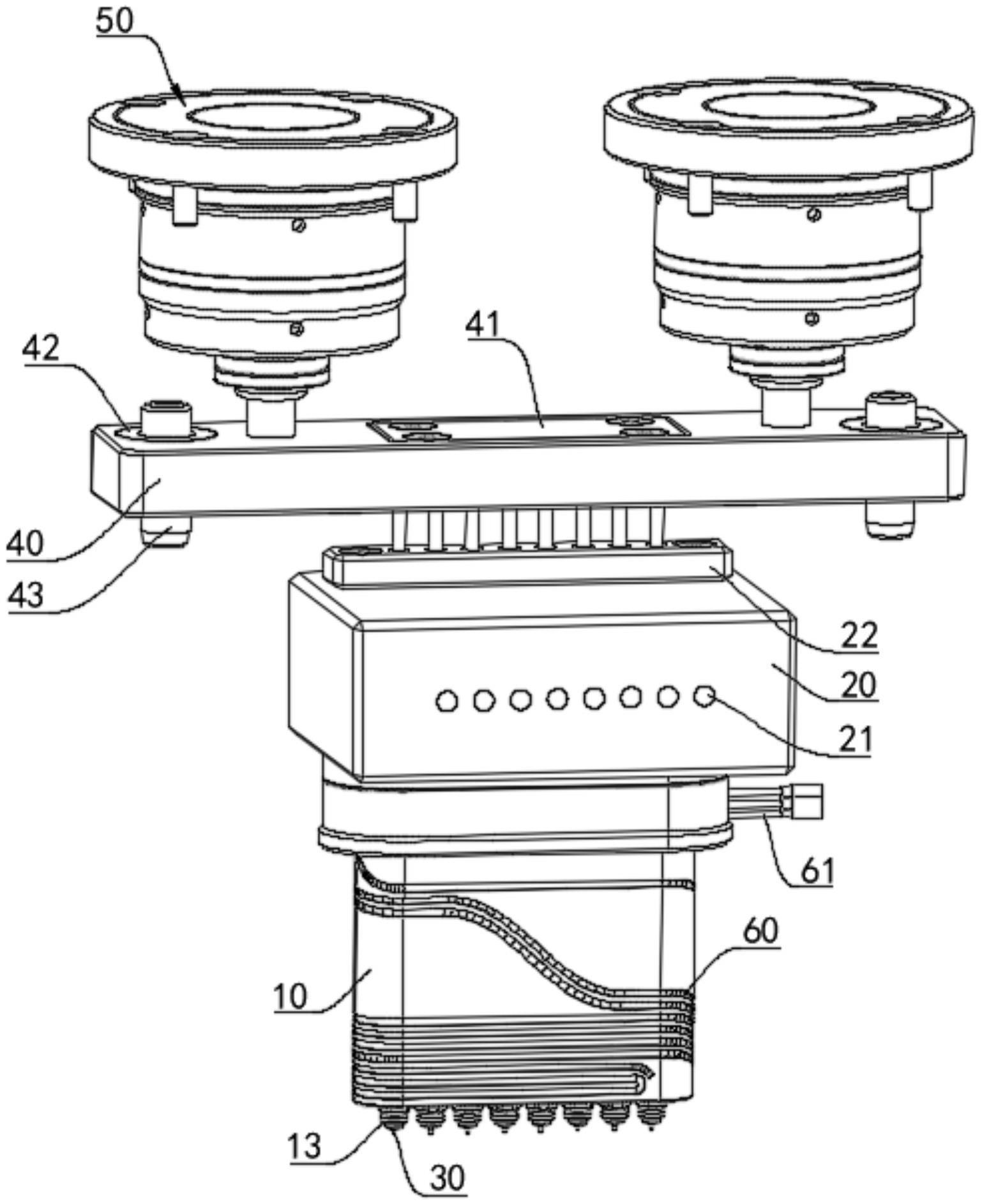
3、一种针阀式小间距热嘴结构,包括热咀本体,所述热咀本体内竖直开设有多个主流道,所述主流道贯穿热咀本体的两端,所述主流道的底端插接有咀芯,所述咀芯的周壁套设有浇口套,所述浇口套与主流道的内壁固定连接,所述热咀本体的顶端设有分流板,所述分流板内对应主流道的位置开设有多个进胶道,所述进胶道与主流道连通,多个所述主流道内均活动设有阀针,所述分流板的上方设有推板,所述阀针的顶端穿过分流板与推板固定连接,所述阀针的底端穿过咀芯,所述推板上设有驱动件,所述驱动件用于驱动推板沿竖直方向上下移动。
4、作为优选方案,多个所述主流道沿热咀本体的长度方向间隔分布。
5、作为优选方案,所述热咀本体的周壁绕设有加热丝,所述加热丝一端连接有加热线。
6、作为优选方案,所述分流板的顶端对应阀针的位置插接有多个阀套,所述阀套套设于阀针的周壁,所述阀针与阀套密封活动连接。
7、作为优选方案,所述分流板的顶端设有隔热垫块,所述隔热垫块与分流板螺钉连接,所述阀套通过隔热垫块固定于分流板内。
8、作为优选方案,所述推板对应阀针的位置设有压紧块,所述压紧块与推板螺钉连接,所述阀针的顶端通过压紧块固定于推板内。
9、作为优选方案,所述推板的两端均插接有导套,所述导套内活动设有导柱。
10、作为优选方案,所述驱动件为气缸。
11、本实用新型公开的一种针阀式小间距热嘴结构的有益效果是:热咀本体内开设多个主流道,且每条主流道都与对应的进胶道连通,从而能够同时进行多个产品的注塑并且能够适用各种小间距排位塑胶产品,提高生产效率,不需要采用热流道转冷流道的方式,节省了大量的水口成本,降低了人工和模具成本。熔融的塑胶料从分流板内的进胶道流入热咀本体内的主流道内,然后流经咀芯内孔进入模具浇口注塑产品成型,驱动件通过带动推板来带动阀针沿竖直方向上下移动,从而打开或关闭模具上的浇口,实现正常注塑和封胶。
技术特征:
1.一种针阀式小间距热嘴结构,其特征在于,包括热咀本体,所述热咀本体内竖直开设有多个主流道,所述主流道贯穿热咀本体的两端,所述主流道的底端插接有咀芯,所述咀芯的周壁套设有浇口套,所述浇口套与主流道的内壁固定连接,所述热咀本体的顶端设有分流板,所述分流板内对应主流道的位置开设有多个进胶道,所述进胶道与主流道连通,多个所述主流道内均活动设有阀针,所述分流板的上方设有推板,所述阀针的顶端穿过分流板与推板固定连接,所述阀针的底端穿过咀芯,所述推板上设有驱动件,所述驱动件用于驱动推板沿竖直方向上下移动。
2.如权利要求1所述的一种针阀式小间距热嘴结构,其特征在于,多个所述主流道沿热咀本体的长度方向间隔分布。
3.如权利要求1所述的一种针阀式小间距热嘴结构,其特征在于,所述热咀本体的周壁绕设有加热丝,所述加热丝一端连接有加热线。
4.如权利要求1所述的一种针阀式小间距热嘴结构,其特征在于,所述分流板的顶端对应阀针的位置插接有多个阀套,所述阀套套设于阀针的周壁,所述阀针与阀套密封活动连接。
5.如权利要求4所述的一种针阀式小间距热嘴结构,其特征在于,所述分流板的顶端设有隔热垫块,所述隔热垫块与分流板螺钉连接,所述阀套通过隔热垫块固定于分流板内。
6.如权利要求1所述的一种针阀式小间距热嘴结构,其特征在于,所述推板对应阀针的位置设有压紧块,所述压紧块与推板螺钉连接,所述阀针的顶端通过压紧块固定于推板内。
7.如权利要求1所述的一种针阀式小间距热嘴结构,其特征在于,所述推板的两端均插接有导套,所述导套内活动设有导柱。
8.如权利要求1所述的一种针阀式小间距热嘴结构,其特征在于,所述驱动件为气缸。
技术总结
本技术公开了一种针阀式小间距热嘴结构,包括热咀本体,所述热咀本体内竖直开设有多个主流道,所述主流道贯穿热咀本体的两端,所述主流道的底端插接有咀芯,所述咀芯的周壁套设有浇口套,所述浇口套与主流道的内壁固定连接,所述热咀本体的顶端设有分流板,所述分流板内对应主流道的位置开设有多个进胶道,所述进胶道与主流道连通,多个所述主流道内均活动设有阀针,所述分流板的上方设有推板,所述阀针的顶端穿过分流板与推板固定连接,所述阀针的底端穿过咀芯,所述推板上设有驱动件,所述驱动件用于驱动推板沿竖直方向上下移动。本技术提供了一种针阀式小间距热嘴结构,提高生产效率,降低人工和模具成本。
技术研发人员:杨裕宁,何球,梁建
受保护的技术使用者:深圳市腾盛精密热流道有限公司
技术研发日:20230108
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!