一种适合规模化批量生产浇注型聚氨酯制品成型装置的制作方法
本技术涉及一种浇筑装置,具体来讲是一种适合规模化批量生产浇注型聚氨酯制品成型装置,属于注塑模具。
背景技术:
1、现有技术中使用模具成型可以生产各种聚氨酯制品;模具浇注成型是浇注型聚氨酯成型的常见方法,但在聚氨酯浇注生产过程中容易产生气泡缺陷、模腔内少料缺料、撕裂强度低、变色,气泡缺陷和模腔内缺料原因是排气设计不合理,进料口卷入气体,撕裂强度低和变色原因是模具温度不稳定。
技术实现思路
1、本实用新型的目的在于:针对上述现有技术存在的问题,提出一种适合规模化批量生产浇注型聚氨酯制品成型装置。
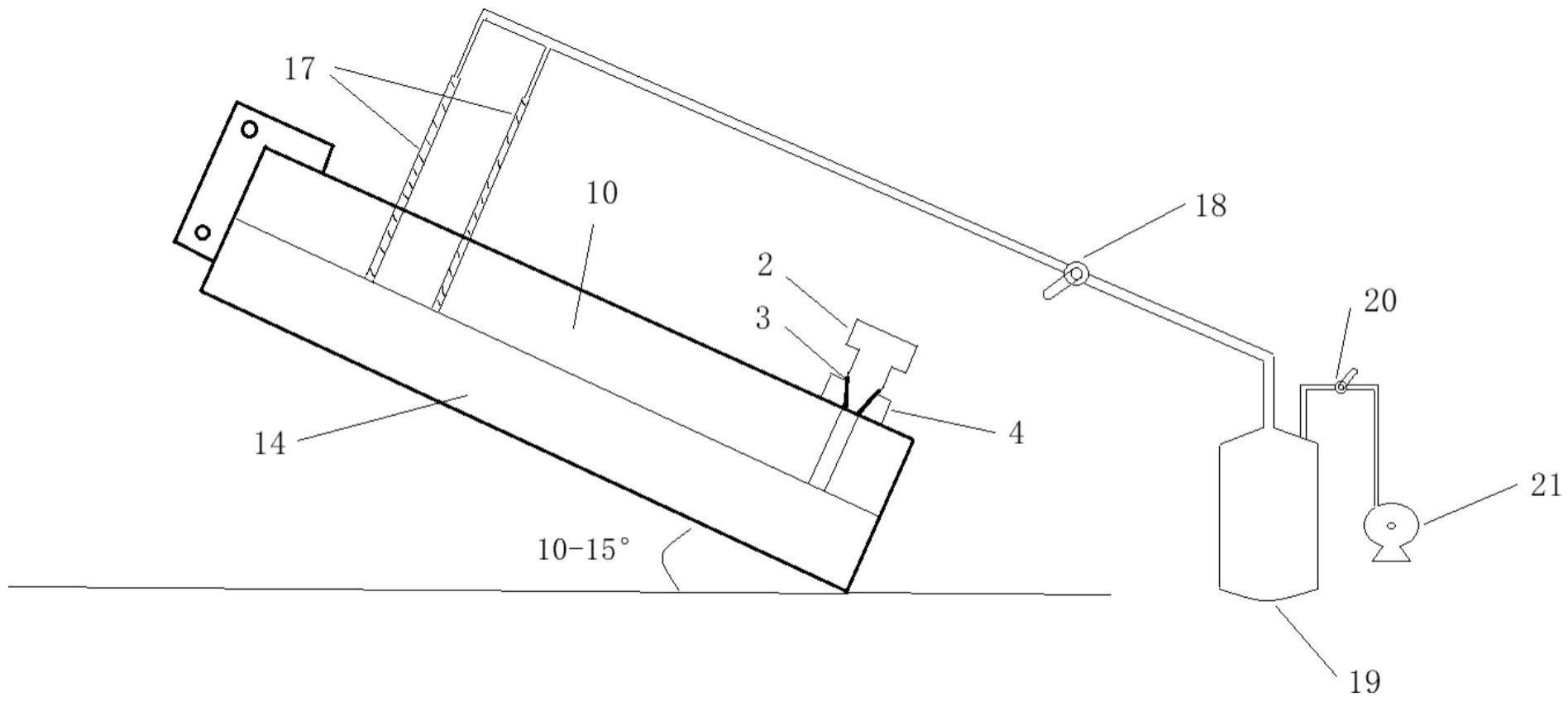
2、为了达到以上目的,本实用新型的一种适合规模化批量生产浇注型聚氨酯制品成型装置,包括进料系统、模具、真空抽气系统,进料系统通过模具上预设的进料孔连通模具的模腔;真空抽气系统通过模具上预设的插孔连通模具的延展面;延展面以模腔顶部为基准向四周拓展,用于容纳模腔外溢聚氨酯流体的延展空间;模具以一定倾斜角放置,进料孔设计在模具靠近倾斜角底部位置,插孔设在模具远离倾斜角底部位置。由于模腔在浇筑前处于真空状态,料液会在没有气泡的情况下充满模腔,最后从真空抽气系统的管口溢出,当聚氨酯流体进入组件17时,即可以停止浇注,关闭抽气阀门,模腔内形成一个充满聚氨酯流体无气泡的液体环境,注料完成后即可进行下一模产品注料工作。
3、本实用新型的优选方案是:
4、进一步的,进料系统由聚氨酯进料头和进料连接器组成,所述进料连接器的底部设有与模具进料孔适配的出料口,所述进料连接器的顶部设有与聚氨酯进料头形状适配的v形接口,所述v形接口的底部连通出料口;聚氨酯进料头主要由内设聚氨酯流体通道的浇注机头和包裹在浇注机头端部的低硬度氟胶连接器组成,所述v形接口的底部开口至少能够容纳低硬度氟胶连接器插入。聚氨酯进料机头快可速密封、模具设计的特殊真空抽气套管以及模具加热系统,保障聚氨酯充满模具内腔,实现聚氨酯制品品质稳定和快速成型。进料连接器固定在进料头上,聚氨酯进料头通过进料连接器与模具连接密封,从而实现进料系统快速在不同模具上切换。
5、进一步的,模具包括相互扣合形成模腔和延展面的定模和动模,定模和动模合闭后模具内腔通过抽气孔消除气泡。动模上设有贯通模体的进料孔和插孔,聚氨酯进料头上固定的进料连接器与动模上的进料连接器配件组合成无缝密闭的进料通道。动模内预埋有循环加热管路;定模上表面设有聚氨酯制品模腔,定模表面以聚氨酯制品模腔顶部为基准外扩一定空间形成延展面,延展面的四周预埋有定模四氟密封条,定模内预埋有循环加热管路。管道循环加热管路可以给模具提供稳定的生产温度和加快聚氨酯成型效率,保证生产品质稳定和提升效率。
6、进一步的,真空抽气系统包括分别通过管路连通抽气缓冲保护罐的抽气套管和真空泵,抽气套管上设有真空抽气阀门,真空泵的管路上设有真空泵抽气阀门。
7、进一步的,抽气套管为聚偏氟乙烯或聚乙烯的透明管,内径2-4mm,壁厚3-5mm,抽气管下部内径比上部稍大。这是为了观察料液进入抽气套管,方便停止灌注。
8、进一步的,抽气缓冲保护罐与抽气套管之间的管路,抽气缓冲保护罐与真空泵之间的管路均为钢制细管。
9、本实用新型有益效果为:采用真空环境浇注聚氨酯流体能够解决气泡缺陷和排气问题。
技术特征:
1.一种适合规模化批量生产浇注型聚氨酯制品成型装置,其特征在于:包括进料系统、模具、真空抽气系统,进料系统通过模具上预设的进料孔连通模具的模腔;真空抽气系统通过模具上预设的插孔连通模具的延展面;延展面以模腔顶部为基准向四周拓展,用于容纳模腔外溢聚氨酯流体的延展空间;模具以一定倾斜角放置,进料孔设计在模具靠近倾斜角底部位置,插孔设在模具远离倾斜角底部位置。
2.根据权利要求1所述的适合规模化批量生产浇注型聚氨酯制品成型装置,其特征在于:所述进料系统由聚氨酯进料头和进料连接器组成,所述进料连接器的底部设有与模具进料孔适配的出料口,所述进料连接器的顶部设有与聚氨酯进料头形状适配的v形接口,所述v形接口的底部连通出料口;聚氨酯进料头主要由内设聚氨酯流体通道的浇注机头和包裹在浇注机头端部的低硬度氟胶连接器组成,所述v形接口的底部开口至少能够容纳低硬度氟胶连接器插入。
3.根据权利要求1所述的适合规模化批量生产浇注型聚氨酯制品成型装置,其特征在于:模具包括相互扣合形成模腔和延展面的定模和动模,动模上设有贯通模体的进料孔和插孔,动模内预埋有循环加热管路;定模上表面设有聚氨酯制品模腔,定模表面以聚氨酯制品模腔顶部为基准外扩一定空间形成延展面,延展面的四周预埋有定模四氟密封条,定模内预埋有循环加热管路。
4.根据权利要求1所述的适合规模化批量生产浇注型聚氨酯制品成型装置,其特征在于:真空抽气系统包括分别通过管路连通抽气缓冲保护罐的抽气套管和真空泵,抽气套管上设有真空抽气阀门,真空泵的管路上设有真空泵抽气阀门。
5.根据权利要求4所述的适合规模化批量生产浇注型聚氨酯制品成型装置,其特征在于:抽气套管为聚偏氟乙烯或聚乙烯的透明管,内径2-4mm,壁厚3-5mm,抽气管下部内径比上部稍大。
6.根据权利要求4所述的适合规模化批量生产浇注型聚氨酯制品成型装置,其特征在于:抽气缓冲保护罐与抽气套管之间的管路,抽气缓冲保护罐与真空泵之间的管路均为钢制细管。
技术总结
本技术涉及一种适合规模化批量生产浇注型聚氨酯制品成型装置,可生产外形复杂、结构异型、厚度薄的聚氨酯制品或结构复杂的聚氨酯包胶制品。包括进料系统、模具、真空抽气系统,进料系统通过模具上预设的进料孔连通模具的模腔;真空抽气系统通过模具上预设的插孔连通模具的延展面;延展面以模腔顶部为基准向四周拓展,用于容纳模腔外溢聚氨酯流体的延展空间;模具以一定倾斜角放置,进料孔设计在模具靠近倾斜角底部位置,插孔设在模具远离倾斜角底部位置。所述聚氨酯进料头进料可通过进料连接器快速进入模具内,实现对多个模具快速循环打料,因而可大幅度提升生产效率。
技术研发人员:陈超,董月本
受保护的技术使用者:赢聚化学技术研发(南京)有限公司
技术研发日:20230109
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!