一种用于吹塑生产的余料剪切装置的制作方法
本技术涉及吹塑加工设备领域,具体而言,涉及一种用于吹塑生产的余料剪切装置。
背景技术:
1、吹塑是一种发展迅速的塑料加工方法,在吹塑机中,热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。
2、吹塑件在冷却脱模后会产生飞边余料,此时需要将余料切除,现有切割方式是人工切割,但是这样的切割效率低,工件质量不稳定,并且工作人员劳动强度大。
3、如公告号cn213946632u,提出了一种吹塑产品切割废料工装,该结构包括底座,在该底座上安装有用于装夹产品的装夹组件,并在装夹组件的两侧分别安装有切割机构;所述装夹组件包括固定组件和与之对应并通过气缸带动的活动组件;本实用新型设计合理,结构简单,使用方便,用于对塑料件多余余料的切割工装,合理的设计装夹组件完成对工件的稳定装夹,并在装夹组件的两侧均设置有切割机构,通过切割机构的完成对工件两端多余物料的切割;但是该装置需要人工首先将吹塑件转移至工装处,随后通过人工操作手柄已实现对吹塑件余料的剪切,劳动强度依旧比较高,自动化程度有待提高。
技术实现思路
1、本实用新型的目的是为了解决上述背景技术中提出问题,继而提出了一种用于吹塑生产的余料剪切装置。
2、本实用新型解决其技术问题所采取的技术方案是:
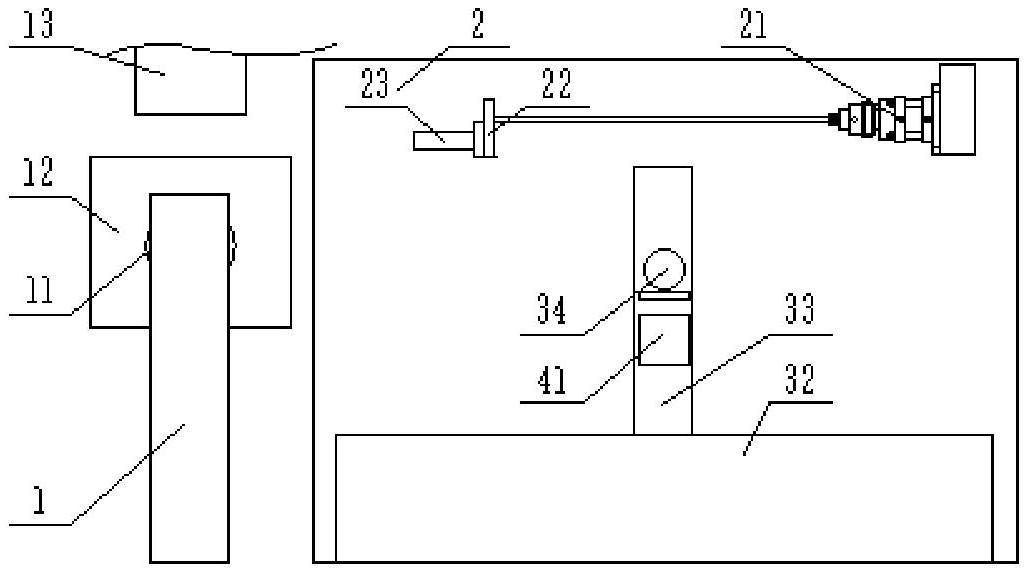
3、一种用于吹塑生产的余料剪切装置,包括固定台,固定台上设置有多级电动缸和加工台,多级电动缸的收缩杆连接有安装板,安装板上设置有平行夹爪,加工台上设置有两块固定板,其中一块固定板上设置有激光传感器,多级电动缸处于两块固定板的中心线上方,固定板上设置有夹持组件和剪切组件,两组夹持组件正对设置,两组剪切组件不处于同一高度。
4、本装置相比于现有技术可以自动化完成吹塑件的转移以及剪切,大大降低了人工作业的劳动强度,自动化程度高。
5、进一步地,所述夹持组件包括夹持气缸和夹持块,固定板上对称设置有夹持气缸,夹持气缸连接有夹持块。
6、上述方案通过夹持组件保证吹塑件在剪切过程中的固定效果。
7、进一步地,所述夹持块的主体形状为v型。
8、上述方案将夹持块设计成v型可以提高对吹塑件的夹持效果。
9、进一步地,所述剪切组件包括连接板、剪切气缸和剪切刀具,固定板上设置有连接板且两个连接板不处于同一高度,连接板上设置有剪切气缸,剪切气缸连接剪切刀具,剪切刀具贯穿固定板。
10、上述方案中利用剪切组件自动化对吹塑件进行加工剪切以实现余料的高效去除。
11、进一步地,所述激光传感器和多级电动缸均与控制器采用电性连接。
12、与现有技术相比,本实用新型的有益效果是:
13、本装置通过多级电动缸、平行夹爪、激光传感器、夹持组件以及剪切组件实现了吹塑件吹塑冷却完毕后的自动化转移剪切流程,相比于现有技术采用人工方式进行转移以及剪切加工的工序可以大大降低劳动强度,自动化程度显著提高,吹塑件的余料剪切效果佳。
技术特征:
1.一种用于吹塑生产的余料剪切装置,其特征在于,包括固定台(2),固定台(2)上设置有多级电动缸(21)和加工台(32),多级电动缸(21)的收缩杆连接有安装板(22),安装板(22)上设置有平行夹爪(23),加工台(32)上设置有两块固定板(33),其中一块固定板(33)上设置有激光传感器(36),固定板(33)上设置有夹持组件和剪切组件,两组夹持组件正对设置,两组剪切组件不处于同一高度。
2.根据权利要求1所述的一种用于吹塑生产的余料剪切装置,其特征在于,所述夹持组件包括夹持气缸(34)和夹持块(35),固定板(33)上对称设置有夹持气缸(34),夹持气缸(34)连接有夹持块(35)。
3.根据权利要求2所述的一种用于吹塑生产的余料剪切装置,其特征在于,所述夹持块(35)的主体形状为v型。
4.根据权利要求1所述的一种用于吹塑生产的余料剪切装置,其特征在于,所述剪切组件包括连接板(41)、剪切气缸(42)和剪切刀具(43),固定板(33)上设置有连接板(41)且两个连接板(41)不处于同一高度,连接板(41)上设置有剪切气缸(42),剪切气缸(42)连接剪切刀具(43),剪切刀具(43)贯穿固定板(33)。
5.根据权利要求1所述的一种用于吹塑生产的余料剪切装置,其特征在于,所述激光传感器(36)和多级电动缸(21)均与控制器采用电性连接。
技术总结
本技术提出了一种用于吹塑生产的余料剪切装置,涉及吹塑加工设备领域,包括固定台,固定台上设置有多级电动缸和加工台,多级电动缸的收缩杆连接有安装板,安装板上设置有平行夹爪,加工台上设置有两块固定板,其中一块固定板上设置有激光传感器,多级电动缸处于两块固定板的中心线上方,固定板上设置有夹持组件和剪切组件,两组夹持组件正对设置,两组剪切组件不处于同一高度;本装置相比于现有技术可以自动化完成吹塑件的转移以及剪切,大大降低了人工作业的劳动强度,自动化程度高。
技术研发人员:戴以杰,李建伟
受保护的技术使用者:山东博优机械科技股份有限公司
技术研发日:20230116
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!